
硫回收装置自动控制方案探析
2016-03-28 08:54:42王小健科洋环境工程上海有限公司上海200233
化工与医药工程 2016年1期
关键词:仪表
王小健(科洋环境工程(上海)有限公司 ,上海 200233)
硫回收装置自动控制方案探析
王小健
(科洋环境工程(上海)有限公司 ,上海 200233)
摘 要介绍硫回收装置的自动控制方案,主要对硫回收装置中的配风比调节系统、废锅液位三冲量调节系统及反应器分程调节系统的具体控制方案进行描述。硫回收装置自动控制方案的合适选择,不仅能使装置高效、平稳运行,同时也能很大程度上提高硫的回收率。
关键词硫回收装置;自动控制方案;仪表
随着社会的发展,工业化程度的提高,环境问题日益突出,减少污染物排放,提高空气质量已成为目前的一项紧迫任务。硫回收装置作为环保装置,可处理工业排放尾气,滤除尾气中的酸性气体,使排放的尾气符合环保标准。
随着新环保法的推出,对工业化装置排出的尾气中酸性气浓度做了更为严格的限制,故如何控制尾气中酸性气体的含量变得尤为关键,如要降低尾气中酸性气体的浓度,则需提高硫回收率,硫回收率的提高和装置的自动控制方案息息相关,这就需要先进并且稳定可靠的控制方案。
1 硫回收装置的工艺介绍
硫回收装置流程图如图1所示,主要设备有燃烧炉、废热锅炉、组合式反应器、风机、硫酸蒸汽冷凝器及除雾器。主要包括三个阶段:酸性气燃烧段,二氧化硫催化转化段及三氧化硫转化和硫酸蒸汽冷凝段。具体流程为:来自上游低温甲醇洗装置的酸性尾气与由风机送来的燃烧空气在燃烧炉中发生燃烧反应,发生反应为下述的反应式(1),燃烧后的气体经废热锅炉充分换热后进入组合式反应器,在反应器中二氧化硫在催化剂的作用下与空气中的氧发生化学反应,具体为反应式(2)和(3),反应后产生的硫酸蒸汽在硫酸蒸汽冷凝器中冷凝,形成液态硫酸,具体为反应式(4)。同时尾气经除雾器后通过烟囱排出。
本文根据硫回收装置的工艺特点及控制要求,介绍硫回收装置控制方案中的酸气燃烧炉燃烧控制方案、组合式反应器床层温度控制方案及废锅液位控制方案,因为要提高酸性气中硫回收率,首先得保证酸性气中硫化氢能完全并充分燃烧及二氧化硫的转化率,硫化氢的完全并充分燃烧,需控制燃烧炉进口燃烧空气量及炉膛温度;而提高二氧化硫的转化率则需控制床层温度,床层温度的控制是通过由废热锅炉产生的中压蒸汽换热达到的,故废热锅炉液位的恒定是床层温度稳定的前提。

图1 硫回收装置流程Fig.1 Sulfur recycling device flow diagram
发生的反应有:


2 控制方案
2.1 酸性气燃烧炉燃烧控制系统
酸性气燃烧炉是硫回收装置的重要设备,其作用是将上游低温甲醇洗送来的含硫化氢的酸性气体与空气中的氧发生燃烧反应。燃烧炉主要控制指标是炉膛温度的恒定,需维持炉膛温度在950 ℃以获得稳定的火焰,炉膛温度取决于酸性气中H2S浓度,燃料气流量与热值,燃烧配风量 ,采取的控制方案如图2所示,包含内容如下。
2.1.1 酸性气燃烧炉入口酸性气流量定值系统
为了保证生产的连续运行及延长酸气燃烧炉的使用寿命,需保证燃烧炉燃烧稳定,采用来自低温甲醇洗的酸性气流量FIC-01和调节阀FV-01构成单回路调节系统对燃烧炉酸性气进口流量进行控制,这样在上游酸性气流量出现波动的情况下,可以通过调节FV-01的开度来保证进入燃烧炉的酸性气流量恒定,保证酸性气平稳的进入燃烧炉,从而保证燃烧炉稳定地工作。
2.1.2 配风比调节系统
燃烧炉中发生的是酸性气的燃烧反应,由于酸性气中硫化氢的浓度一直存在波动,这样需要调整燃烧空气的量来保证酸性气的完全充分燃烧,采用的是比值调节系统和串级调节系统,具体方法为:
酸性气的流量可由酸性气管道上的流量计FT-01并经温度压力补偿检测得出,在DCS上与酸性气的燃烧配风率HK-01进行运算,得到酸性气燃烧所需的空气量FY-01A,即:FY-01A = FY-01×HK-01。
燃料气的流量可由燃料气管道上的流量计FT-02并经温度压力补偿检测得出,在DCS上与燃料气燃烧配风率HK-03进行运算得到燃料气燃烧所需的空气量FY-02B,即:FY-02B = FY-02×HK-03。
在DCS上对酸性气燃烧所需空气量FY-01A和燃料气所需空气量FY-02B进行求和得到总的燃烧所需空气的量FY-01B,即:FY-01B = FY-01A+FY-02B。
为确保酸性气的完全燃烧,采用过氧燃烧的方法,即将得到总的空气量FY-01B与配风过量比HK-02在DCS上进行运算的到新的需求空气量FY-01C,即:FY-01C = FY-01B×HK-02。
将上述得到的需求空气量FY-01C作为热空气管道流量计FIC-03的设定值,通过调节风机变频器来控制进入燃烧炉的燃烧空气量。
2.1.3 燃烧炉炉膛温度控制的串级调节系统及自动选择调节系统
燃烧炉炉膛温度恒定是燃烧反应的必备条件,如果燃烧炉内温度过高,则会损坏设备,过低则不利于硫化氢的完全燃烧。燃烧炉内发生的主要是酸性气中硫化氢与氧的燃烧反应,由于酸性气中的硫化氢浓度存在波动,这样反应放出的热量也一直变化,当酸性气中硫化氢浓度偏低不能维持温度恒定时需通过加入燃料气的方法来维持温度。具体方案如下:
燃烧炉的温度由三支高温热电偶温度变送器TT-04ABC测出,TT-04ABC信号送入DCS中高选器模块TSY-04自动选择一支作为温度控制信号TIC-04的输入,燃料气的流量由燃料气管线上的流量计FT-02并经温压补偿测出,由此,燃烧炉温度和燃料气流量构成串级调节系统,当检测到燃烧炉温度低于控制设定值时,通过调节燃料气的流量调节阀FV-02的开度从而控制进入燃烧炉的燃料气量,从而达到控制燃烧炉温度的目的。
2.2 废热锅炉三冲量控制系统及单冲量调节系统
废热锅炉是硫回收装置的主要设备之一,废热锅炉液位是锅炉运行中一个重要的监控参数,反映了锅炉负荷与给水的平衡关系,要求锅炉液位控制在设定值附近,以适应各种工况的运行。当锅炉液位偏高时会造成蒸汽带水,影响气水分离效果,液位偏低则容易使水全部汽化从而烧坏锅炉。影响锅炉液位的因素,除了加热汽化外,还有蒸汽负荷和给水流量的波动,当蒸汽负荷突然增大、汽包压力突然降低时,水就会被急剧汽化,出现大量气泡,形成“假液位”现象[1-2]。为维持锅炉液位恒定,同时避免出现“假液位”的干扰,采用三冲量调节系统和自动选择调节系统,即废锅液位,给水流量和出口的蒸汽流量。如图3所示,废锅的液位由LT-01AB来测量,LT-01AB信号送入低选器LSY-01自动选择输入LIC-01的信号,锅炉给水流量由FT-06来测量,出口的蒸汽流量由FT-07来测量[3],运算功能块LY-01作为锅炉给水控制器FIC-06的设定值。FIC-06通过控制LV-01的开度从而控制锅炉给水的进水流量,从而达到控制废锅液位的目的。
在开停车或者符合不正常时,控制系统应切换到单冲量液位调节系统,为此,在设置有单冲量和三冲量液位调节系统的手动切换开关LHS-01,当切换到单冲量调节系统时,LIC-01的输出作为LV-01的控制信号,通过调节LV-01的开度从而调节锅炉给水的流量,从而控制废热锅炉液位。
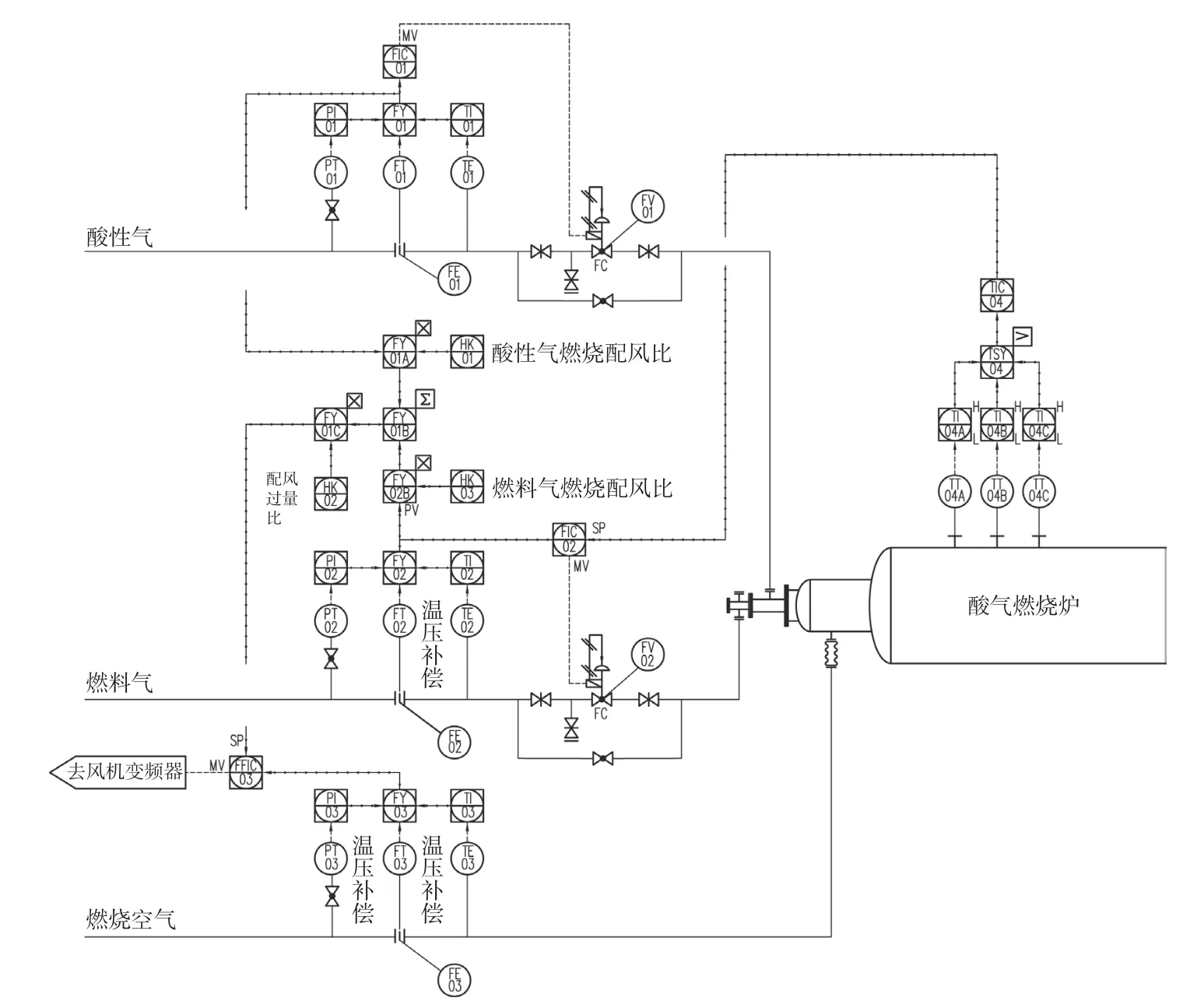
图2 燃烧炉燃烧控制系统Fig.2 Burner control system
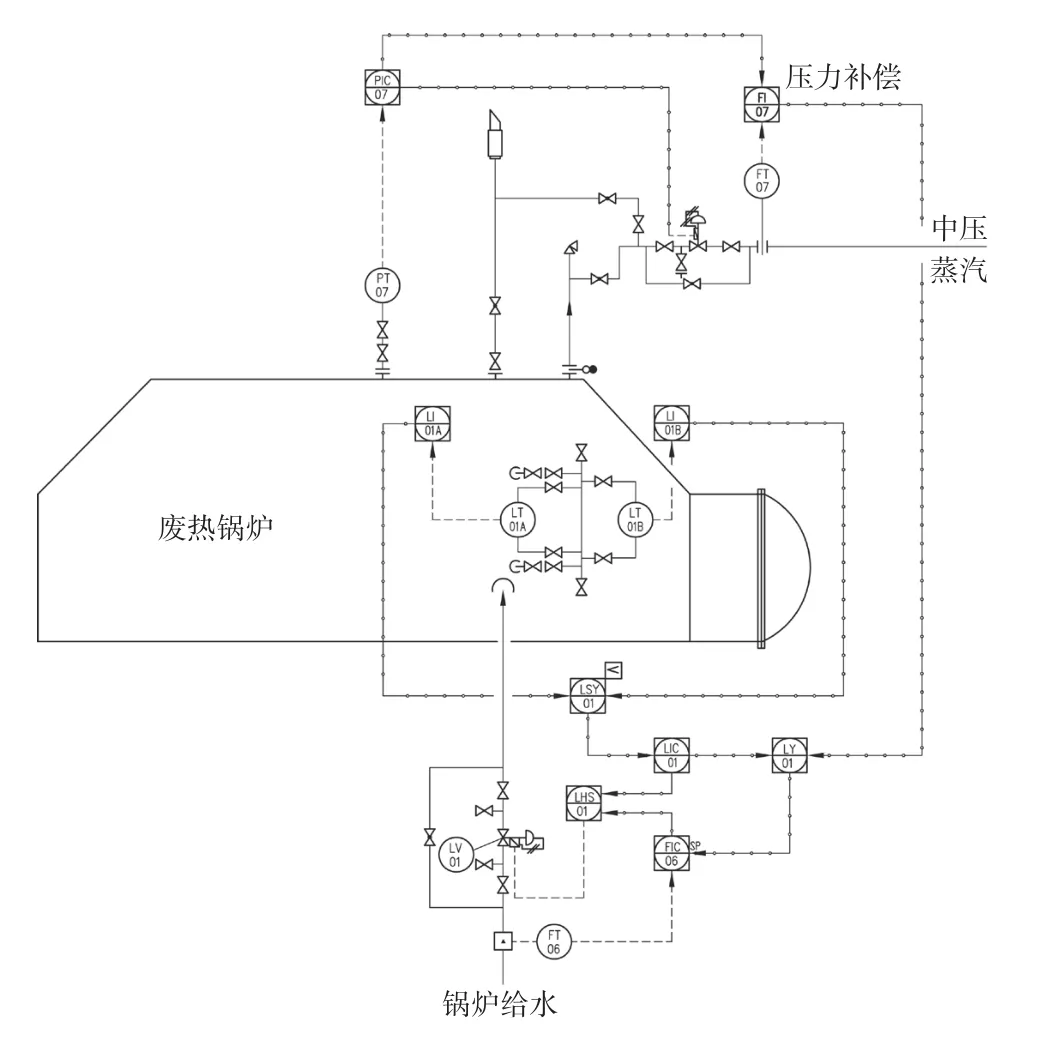
图3 废热锅炉液位控制系统Fig.3 The level of boiler control system
2.3 反应器床层温度分程控制系统
反应器内发生的反应是二氧化硫氧化为三氧化硫的反应,由于催化剂活性温度的要求,所以需要控制反应器床层温度,提高二氧化硫的转化率。具体方案见图4。
反应器床层温度为386 ℃,由TT-17热电偶温度变送器测出,温度信号送入TIC-17调节模块,TIC-17调节模块的输出被设置为分程控制,分别控制阀门TV-17 A 和TV-17 B的开度。从工艺安全角度考虑,在断气或者断电等故障情况下,需避免床层温度过低造成的硫酸露点腐蚀,因此将TV-17 A设计为气开阀, TV-17 B设计为气关阀。TV-17 A和TV-17 B的分程图如图5所示,当R-2203进口工艺气温度偏高时,TIC-17的输出信号增加并送至TV-17 A和TV-17 B ,使TV-17 A的开度减小,同时增大TV-17 B的开度,增加进入E-2203的中压蒸汽量,达到充分换热降低床层温度的目的。当R-2203进口工艺温度过低时,TIC-17的输出信号减少,TV-17 A开度增大,TV-17 B开度减小,减少换热,使床层温度恢复正常。
HIC-17 A和HIC-17 B为手自动切换,在开停车或者参数异常等情况下,采用手动控制,通过HIC-17 A和HIC-17 B来控制TV-17 A和TV-17 B的开度。

图4 反应器床层温度控制系统Fig.4 Reactor bed temperature control system
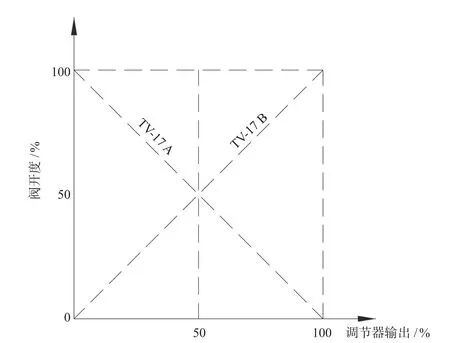
图5 分程图Fig.5 Split diagram
3 结束语
硫回收装置自动控制方案的合适选择,能有效提高装置运行的可靠性,保障硫的回收率以及产品硫酸的质量,同时为装置的长周期运行创造条件。
参考文献
[1]陆德明、张震基、黄步余.石油化工自动控制设计手册[M].北京:化学工业出版社,2000.
[2]何衍庆、黎冰、黄海燕.工业生产过程控制[M].北京:化学工业出版社.2009.
[3]邱宣振.工程自动化设计应用手册[M].北京:国际科教文出版社.2004.
《化工与医药工程》征稿启示
《化工与医药工程》征稿的具体范围为:化工工艺与工程、医药工艺与工程、装备应用与研究、HSE与节能减排、综述与专论等。
本刊对稿件的录用以技术和质量为主导,不收取作者的审稿费和版面费。
欢迎各高校、工程公司、设计院、生产企业等师生、技术人员投稿。
投稿邮箱:cpe.ssec@sinopec.com 常务副主编邮箱:kebao666@126.com chenkebao.ssec@sinopec.com
Analysis of Automatic Control Scheme for Sulfa Recovery Unit
Wang Xiaojian
(Shanghai Keyontechs Co., Ltd, Shanghai 200120)
Abstract:In this article, automatic control scheme for sulfur recovery unit was introduced, in which the schemes for air distribution control system, liquid level adjustment system in waste heat boiler and partitioning adjustment system in reactor were described in detail. Proper selection of automatic control scheme for sulfur recovery unit makes not only high efficient and stable performance of the unit, but also creates high sulfur recovery rate.
Keywords:sulfur recovery unit; automatic control scheme; instrument
作者简介:王小健(1987—),男,助理工程师,主要从事石油化工自控设计工作。
收稿日期:2015-09-02
中图分类号:TK 223.7
文献标识码:A
文章编号:2095-817X(2016)01-0051-000
猜你喜欢
建筑与预算(2024年2期)2024-03-22 06:51:40
建筑与预算(2023年11期)2023-12-25 12:38:50
建筑与预算(2023年9期)2023-10-21 10:14:32
建筑与预算(2023年2期)2023-03-10 13:13:36
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
通信电源技术(2018年5期)2018-08-23 01:16:58
物流技术与应用(2017年12期)2018-01-31 02:08:03
汽车维护与修理(2016年10期)2016-07-10 08:17:41
电测与仪表(2016年24期)2016-04-12 00:21:20
