水泥粉磨系统异常案例分析及解决措施(五)
2016-03-27 00:54:43邹伟斌
新世纪水泥导报 2016年5期
邹伟斌
中国建材工业经济研究会水泥专业委员会,北京 100024
水泥粉磨系统异常案例分析及解决措施(五)
邹伟斌
中国建材工业经济研究会水泥专业委员会,北京 100024
现阶段水泥制成中所用的选粉机均为以笼式选粉机为代表的第三代高效选粉机,或以其分级原理逐步演变而成的新型选粉机。在演变过程中得以持续改进、完善相关技术细节,如对撒料方式、进风方式、笼型转子及导风叶片结构、强化二次选粉等功能的改进,又在分级性能不断完善中产生新的提高。相关案例证明,以上改进的结果,提高了选粉机的技术性能,选粉效率不断提高,如45μ m筛余的选粉效率可达到85%甚至以上,对喂料中的成品选净度又有大幅提高,显著降低了循环负荷,实现了粉磨系统增产、节电、增效。
选粉效率 粉磨电耗 分散不均 风管堵塞
0 引言
“磨后选粉是保证”,双闭路水泥联合粉磨系统或一级闭路水泥粉磨系统中,要求磨尾必须有一台高效率的成品分级设备,能够及时分离出磨物料中的成品。粉磨系统运行过程中,成品选粉机必须具备更高、更优秀的分级能力,即高的选粉效率。而选粉机的效率,均匀分散是前提、高效分级是关键、有效收集是保证。采用高效率成品选粉机对于充分挖掘系统增产潜力、降低粉磨电耗至关重要。
现阶段水泥制成中所用的选粉机均为以笼式选粉机为代表的第三代高效选粉机,或以其分级原理逐步演变而成的新型选粉机。在演变过程中得以持续改进、完善相关技术细节,如对撒料方式、进风方式、笼型转子及导风叶片结构、强化二次选粉等功能的改进,又在分级性能不断完善中产生新的提高。以上改进的结果,最终反映在选粉机的技术性能上,则是选粉效率不断提高,如45μ m筛余的选粉效率可达到85%甚至以上,对喂料中的成品选净度又有大幅提高,显著降低循环负荷,实现粉磨系统增产、节电、增效。本期结合成品选粉机部分异常案例,展示水泥粉磨系统选粉机的改进成果。
1 选粉机选粉效率低
1.1 H公司粉磨系统配置
采用170-140辊压机(物料通过量710 t/h~ 830 t/h,主电机功率1 250 kW-10 kV-89 A(额定电流)×2)+VRP1000选粉机+Φ 4.2 m×13 m双仓管磨机(主电机功率3 350 kW-10 kV-239 A(额定电流)、研磨体实际装载量240 t,主减速器MFY355,速比i=46.97,磨机筒体工作转速15.75 r/min,一仓长度3.25 m,装载量80 t;二仓长度9.25 m+五圈高度950 mm活化环,装载量180 t)+O-Sepa N-4000选粉机(主轴电机功率240 kW,喂料能力720 t/h,选粉能力240 t/h,系统风机风量265 000 m3/h,风压6 500 Pa,电机功率630 kW)+磨尾收尘风机组成的双闭路联合粉磨系统。
1.2 出现的异常状况及结果
45μ m选粉效率低于50%,生产P·O42.5级水泥产量为180 t/h(成品比表面积≥360 m2/kg±10 m2/kg),统粉磨电耗36 kWh/t。
1.3 技术诊断分析
系统循环负荷高(R45>250%),选粉效率低(<50%),对成品的选净度低。应综合改造选粉机,提高选粉效率,降低循环负荷,实现系统增产,降低粉磨电耗。
1.4 采取的技术措施与效果
重点对O-Sepa N-4000选粉机内部撒料装置、三次进风方式以及下锥体进行优化技术改造,彻底解决了撒料不均、选粉机内部空气流场不均等问题,实现了水泥的均匀分散,为良好分级创造了先决条件。三次风的切向进入,减小了进风阻力的同时强化了二次选粉功能。下锥体的延长,使选粉机内部空气流场趋于稳定,更有利于水泥分级。改造后,R45≥70%,循环负荷降至150%以下,P·O42.5级水泥产量由180 t/h提高至210 t/h,增幅16.7%。系统粉磨电耗降至31 kWh/t,吨水泥节电5 kWh/t。按年产120万t水泥计,年可节电600万度,节电效益达360万元(改造过程中系统装机功率保持不变)。
2 进料管道堵塞物料
2.1 Q公司粉磨系统配置
采用160-140辊压机(物料通过量780 t/h,主电机功率1 120 kW-10 kV-76 A×2)+V选+Φ 4.2 m× 13 m双仓管磨机(主电机功率3 550 kW-10 kV-243 A,研磨体装载量240 t,主减速器JS150B,速比i=47.295∶1,磨机筒体工作转速15.6 r/min,一仓长度3.0 m,二仓长度9.50 m+六圈高度900 mm活化环)+O-Sepa N-4000选粉机(主轴电机功率220 kW,喂料能力720 t/h,选粉能力240 t/h,系统风机风量260 000 m3/h,风压7 000 Pa,电机功率630 kW)+磨尾收尘风机组成的双闭路联合粉磨系统。
2.2 出现的异常状况及结果
正常时,生产P·O42.5级水泥(成品比表面积380 m2/kg±15 m2/kg)产量185 t/h,系统粉磨电耗34 kWh/t。随着时间的推移,在质量指标不变的前提下,系统产量逐渐降低至175 t/h,粉磨电耗上升至36 kWh/t左右。
2.3 技术诊断分析
取样测试入磨、出磨、成品、回料45μ m筛余选粉效率比正常时降低7%左右。回料中有部分成品未能分选出,判断选粉机段出现异常状况。通过检查发现:成品选粉机的四个进料管中有一个堵塞(堵塞的进料管温度低,通过测温枪或手感均可判断),因进料不均匀(撒料盘上不能相对均匀布料),导致撒料、分散不均,降低了选粉机分级效率及系统产量。
2.4 采取的技术措施与效果
对堵塞的进料管进行清理,满足四口均匀进料,使入机物料能够相对均匀分散,选粉效率及系统产量、粉磨电耗恢复正常水平。
3 物料综合水分大
3.1 L公司粉磨系统配置
采用140-65辊压机(物料通过量330 t/h,主电机功率500 kW-10 kV-42 A×2)+V选+Φ 3.2 m× 13 m双仓管磨机(主电机功率1 600 kW-10 kV-109 A,研磨体装载量129 t,主减速器MBY1000,速比i=6.3,磨机筒体工作转速18.1 r/min,一仓长度3.0 m,二仓长度9.5 m+五圈高度750 mm活化环)+O-Sepa N-1500选粉机(喂料能力227 t/h、选粉能力54~90 t/h,主轴电机功率90 kW,系统风机风量115 000 m3/h,风压6 500 Pa,电机功率315 kW)+磨尾收尘风机组成的双闭路联合粉磨系统。
3.2 出现的异常状况及结果
正常时,生产P·C32.5级水泥产量96 t/h(成品比表面积380±10 m2/kg),系统电耗32 kWh/t。当入磨物料综合水分升至2.5%左右时,45μ m选粉效率降低至40%;台时产量降至65 t/h,粉磨电耗上升至37 kWh/t。
3.3 技术诊断分析
检查O-Sepa N-1500选粉机,发现一次风管存在物料堆积、堵塞现象,导风静叶片粘附较严重(见图1),这是选粉效率下降、系统产量降低、粉磨电耗高的根本原因。
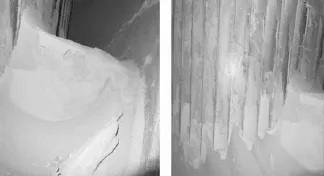
图1 选粉机一次风管道堵塞(左)与粘附的导风静叶片
3.4 采取的技术措施与效果
控制混合材水分,将入磨物料综合水分降至1.5%以下,并坚持利用停机时间彻底清理一次风管道及粘附的导风叶片,确保选粉机内部有稳定的分级气体流场,R45提高至60%,系统产量恢复到原正常状态。同时,对磨内进行相应改造,P·C32.5级水泥产量达到105 t/h(成品比表面积380 m2/kg),系统电耗降至29.1 kWh/t。
4 导风静叶片磨损严重
4.1 X公司粉磨系统配置
采用160-120辊压机(物料通过量675 t/h,主电机功率900 kW-10 kV-63 A×2)+V选+Φ3.8 m× 13 m双仓管磨机(主电机功率2 500 kW-10 kV-185 A,研磨体装载量180 t、主减速器J S130C、速比i=44.588:1,磨机筒体工作转速16.6 r/min,一仓长度3.25 m,二仓长度9.25 m+五圈高度850 mm活化环)+O-Sepa N-3000选粉机(主轴电机功率160 kW,喂料能力540 t/h,选粉能力108 t/h,主轴电机功率160kW,系统风机风量215 000 m3/h,风压6 500 Pa,电机功率500 kW)+磨尾收尘风机组成的双闭路联合粉磨系统。
4.2 出现的异常状况及结果
正常生产中,采用烘干粒化高炉矿渣作混合材,掺入量10%,生产P·O42.5级水泥产量150 t/h,(成品比表面积370±15 m2/kg),系统电耗32 kWh/t。后来出现产量下降,降至134 t/h,电耗上升至35 kWh/t。
4.3 技术诊断分析
对入磨、出磨及成品、回料取样,以45μ m筛余测定选粉效率,比正常生产时降低8%左右,对出磨物料中的成品选净度下降,系统循环负荷高,造成产量下降、电耗上升。检查选粉机内部,发现导风静叶片磨损严重。原因是矿渣、熟料等物料硬度较大,结果导致选粉机内部分级气体流场紊乱,显著降低选粉效率。
4.4 采取的技术措施与效果
及时更换损坏的导风静叶片,更换后成品选粉机选粉效率提高,系统产量及粉磨电耗恢复至正常状态。
5 结束语
现阶段水泥制成中所用的选粉机均为以笼式选粉机为代表的第三代高效选粉机,或以其分级原理逐步演变而成的新型选粉机。在实际应用过程中得以持续改进,并完善相关技术细节(包括新技术与新材料的应用),又在分级性能不断改进中产生新的提高。对高效率笼式选粉机的高效实用,笔者总结出以下几点经验:
(1)“均匀分散是前提”。必须有一个结构良好的撒料装置,能够使入机物料形成均匀、分散的料幕;能够形成一个合适、稳定的气体流场,使粗、细粉能尽快的分离。
(2) “高效分级是关键”。必须有一个强有力的分级界面,而且分级力能够方便地调节;同时,还要有一个高效的二次选粉装置,为高效率分级提供可靠的技术保证。
(3)“有效分级是保证”。必须有一个高效的捕集系统,确保分级出的成品能够得到有效收集。
(4)选粉机的循环负荷及选粉效率与出磨细度、回料细度密切相关。对于辊压机联合粉磨系统,经挤压分级后的入磨物料粒径缩小、微观裂纹的存在使易磨性显著改善,循环负荷一般在50%~120%范围内(45μ m筛余),大多数应用在70%~110%甚至130%,上限值以不超过150%为宜。在此范围内,随着循环负荷提高,系统产量增加,粉磨电耗降低。但循环负荷越高,选粉效率与细粉回收率越低。高循环负荷会导致系统中物料循环量大、产量处于低水平运行状态、粉磨电耗反而增高。
(5)选粉机分级笼型转子叶片与导风静叶片长期在高粉尘浓度环境中承受高速气流冲刷,应选用抗冲蚀磨损性能优良的高硬度耐磨材料,尤其是导风静叶片磨损后,会引起选粉机内部分级气体流场紊乱、不均,选粉效率显著降低,应及时更换处理。
(6)水泥粉磨工艺属于系统工程,应用系统工程方法分析、解决整个系统问题。仅对选粉机提高选粉效率改造,一般可使粉磨系统增产幅度达到10%甚至15%以上。但若同时对管磨机子系统进行优化、改造、调整,可大幅提高磨内磨细能力,能够创造更多的出磨成品供给选粉机分选,则系统增产、节电效果更显著。
(7)闭路粉磨系统中选配的成品选粉机具备高的选粉效率与高的分级精度,可将出磨物料中的成品颗粒与较粗颗粒及时分离开,有效减少管磨机内部“过粉磨”现象。在实现粉磨系统高产、低耗的前提下,能够充分利用低谷电,获得低电耗与低电价双赢。
2016-08-10)
TQ172.632
B
1008-0473(2016)05-0049-03
10.16008/j.cnki.1008-0473.2016.05.009
猜你喜欢
建材发展导向(2022年24期)2022-12-22 07:44:32
矿山机械(2022年9期)2022-09-20 08:47:02
矿山机械(2022年6期)2022-06-18 10:33:50
选煤技术(2022年1期)2022-04-19 11:15:02
能源研究与信息(2021年3期)2021-11-20 14:38:38
冶金动力(2021年5期)2021-11-19 01:48:54
水泥技术(2020年5期)2020-10-30 03:37:14
水泥工程(2020年6期)2020-05-11 02:14:38
机电工程技术(2018年11期)2018-12-03 08:25:02
建筑热能通风空调(2018年5期)2018-07-09 03:16:44