
大型国产化二氧化碳汽提法尿素装置运行总结
2016-03-24 11:37张成胜臧传国何树文
肥料与健康 2016年6期
张成胜,臧传国,何树文
(瑞星集团有限公司 山东东平 271509)
大型国产化二氧化碳汽提法尿素装置运行总结
张成胜,臧传国,何树文
(瑞星集团有限公司 山东东平 271509)
介绍了大型国产化二氧化碳汽提法尿素装置的系统配置和工艺特点,总结了其设计中存在的问题和开车后采取的改进措施。实际运行情况表明,大型国产化二氧化碳汽提法尿素装置操作运行稳定,各项指标达到设计要求,吨尿素氨耗和蒸汽耗分别为569 kg和870 kg,尿素产品一等品率达到100%。
尿素 二氧化碳汽提法 国产化
随着技术的不断进步、单套设备生产强度的提高以及装置投资和生产成本最优化的要求,尿素装置不断向单系列大型化方向发展。目前,世界上单套尿素装置设计产能已达4 000 t/d。近年来,我国开车和在建的520 kt/a以上规模的尿素装置已达20余套,其中800 kt/a以上的有8套,1 200 kt/a的有2套。这些大型尿素装置采用的工艺路线以二氧化碳汽提法为主,氨汽提法有3套(设计产能为520 kt/a)。随着大型尿素装置的逐渐建成投产,大型尿素装置产能占尿素总产能的比例不断上升,500 kt/a以上尿素装置产能占尿素总产能的60%以上。
近年来,为适应市场发展、进一步降低消耗及提升效益,瑞星集团有限公司加大了新工艺、新技术、新设备、新材料的应用和淘汰落后工艺的力度,2013年建成1套大型二氧化碳汽提法尿素装置替代传统水溶液全循环法尿素生产装置。
1 装置概况
1.1 工艺流程
瑞星集团有限公司大型尿素装置采用国内改进型二氧化碳汽提工艺路线,并结合近年来国内、外先进技术在尿素装置中的应用成果,在确保国内设备、电器、仪表制造技术最先进的基础上,力求达到装置的能耗最低、投资最省。改进型二氧化碳汽提尿素装置工艺流程如图1所示。
1.2 主机设备
1.2.1 二氧化碳压缩机
离心式压缩机理论输气量为45 000 m3/h(标态),转速8 600~13 846 r/min,采用汽轮机驱动。
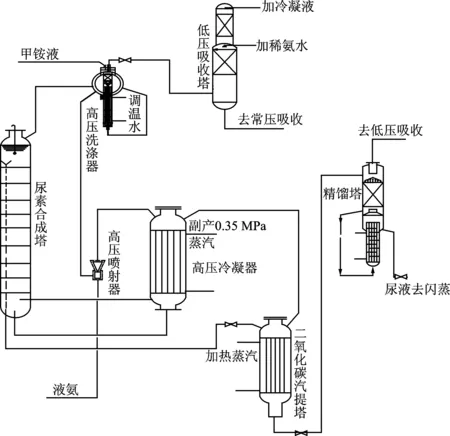
图1 改进型二氧化碳汽提法尿素装置工艺流程
汽轮机、压缩机低压缸、增速机和压缩机高压缸采用公用底座,压缩机高压缸和低压缸形式为垂直剖分6级离心压缩。
1.2.2 氨泵和甲铵泵
氨泵和甲铵泵全部选用中速多级离心式,为首次应用于国内大型化二氧化碳汽提法尿素装置的国产化设备。氨泵1开1备,采用电机驱动并通过增速齿轮箱提速;轴承采用稀油强制润滑,配套专用的润滑油站。甲铵泵1开1备,采用电机驱动,为卧式双壳体、首级单吸、内芯节段式的高压多级离心泵,叶轮采用背靠背对称布置结构,采用集装式机械密封,配置冲洗水和冷却水;设计流量为68 m3/h,扬程1 178 m,转速2 980 r/min,额定功率630 kW。
1.3 高压圈设备
高压圈设备主要技术参数见表1。
表1 高压圈设备主要技术参数
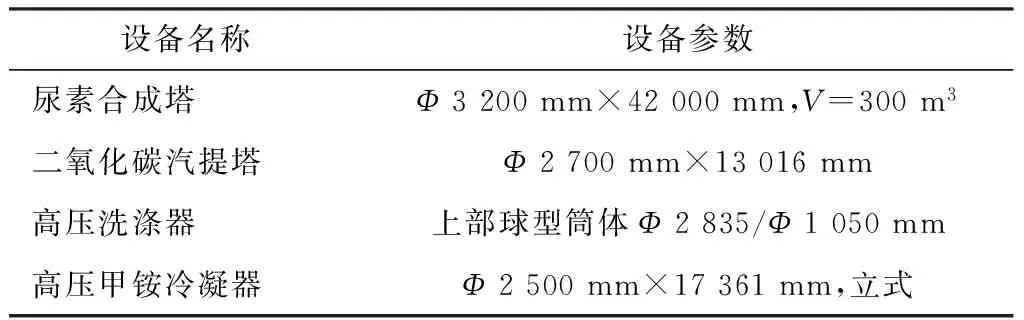
设备名称设备参数尿素合成塔Φ3200mm×42000mm,V=300m3二氧化碳汽提塔Φ2700mm×13016mm高压洗涤器上部球型筒体Φ2835/Φ1050mm高压甲铵冷凝器Φ2500mm×17361mm,立式
设备位差布置情况:二氧化碳汽提法尿素装置框架高度为76.0 m,高压洗涤器上封头位于70.0 m平面处,尿素合成塔上封头位于62.0 m平面处,高压甲铵冷凝器上封头位于38.0 m平面处,二氧化碳汽提塔上封头位于13.5 m平面处。
1.4 水解系统
尿素水解采用中压深度水解技术,水解塔操作压力2.00 MPa,解吸塔操作压力0.28 MPa。水解系统采用2.50 MPa蒸汽直接加热,解吸采用高压甲铵冷凝器副产的0.35 MPa蒸汽直接加热,水解、解吸后的废液中含氨和尿素质量分数设计值均为≤5×10-6,设计水解量为100 m3/h。水解塔采用立式结构,水解液与蒸汽在塔内逆流接触,具有设备结构简单、操作容易的特点。解吸塔内装填无壁流规整填料,水解塔塔盘采用槽式无限点液体分布器。水解系统工艺流程如图2所示。
2 存在的问题及改造措施
瑞星集团有限公司大型尿素装置于2013年8月建成,9月1日进行水联动试车,9月25日试车成功,9月29日进行化工投料。开车后,经过1周生产调试,对部分运转设备存在的设计缺陷进行调整并对系统物料进行合理配置,10月4日起系统运行稳定,各项经济、质量指标均达到设计
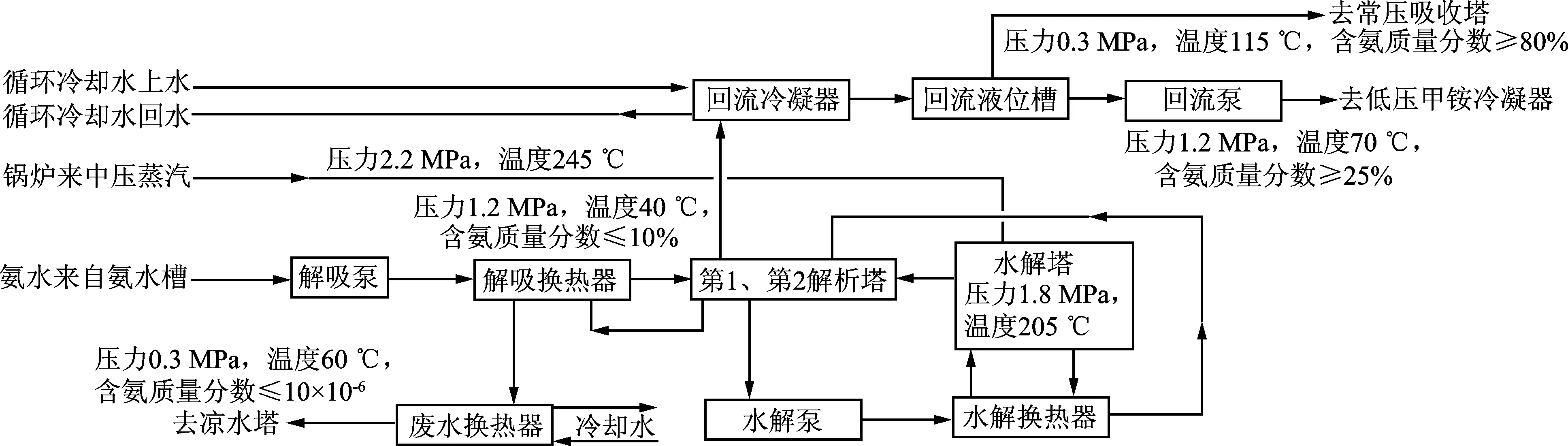
图2 水解系统工艺流程
要求,各项消耗达到先进水平。
2.1 氨泵、甲铵泵存在的问题及改进措施
2.1.1 增设氨泵密封水站
氨泵未设置密封水站,利用来自发电系统的锅炉给水经冷却后对密封进行冷却。运行一段时间后,由于密封水压力不稳定,密封水压力低于泵内压力,进而造成密封处泄漏。为此,增设密封水站,密封水泵1开1备,实行闭路循环。密封水站投运后,确保了密封效果,氨泵运行较稳定。
2.1.2 提高甲铵泵扬程
开车初期甲铵泵运行不稳定,甲铵液不能稳定进入高压圈,造成高压系统压力波动。其原因是国外同类型甲铵泵设有前置泵,最后确定重新设计叶轮,改造为A字轮,扬程达到使用要求。
2.1.3 改造氨泵和甲铵泵出口管路
通过运行发现,由于设计中氨泵和甲铵泵出口未设置单台泵的流量调节装置和止逆阀,导致倒泵和日常操作困难。为此,增设了单台泵的流量调节装置和出口止逆阀,稳定了操作。
2.2 蒸发系统增设最终冷凝器
蒸发系统全部采用蒸汽喷射器抽真空,二段设有升压器,喷射器动力蒸汽全部采用尿素系统自产的低压蒸汽。一段蒸发表面冷凝器的气体由一段喷射器抽入放空总管,造成放空总管蒸汽量较大。在开车初期,由于低压系统放空量大、常压吸收塔内部压力高,造成二段蒸发中间冷凝器未冷凝的气体经由喷射器抽入常压吸收塔的阻力较大,导致二段真空度低,尿素产品水分含量高。后新增1台最终冷凝器,将一段蒸发表面冷凝器抽出的气体和中间冷凝器抽出的气体混合后送入最终冷凝器,冷凝后再送入放空总管。改造后,尿素产品质量好转,系统放空量降低。
2.3 高压喷射器存在的问题及调整措施
开车初期,当高压喷射器氨喷入口流量低于45 t/h时,氨喷出口温度下降且压力上升,高压洗涤器出现带液现象,此时即使将高压喷射器的喷针全部关闭,高压喷射器前后压差达到2.5 MPa以上也不能解决问题。后经加量生产,当氨流量达到50 t/h以上生产才稳定,其主要原因是高压喷射器抽吸能力差、弹性小,拟更换喷针。
2.4 尿素合成塔气相安全阀不正常起跳
尿素合成塔气相管道上并排安装了3只气相安全阀(DN 100 mm,起跳压力为15.3 MPa)。开车期间,多次出现未达到起跳压力安全阀即起跳的现象,且起跳后安全阀不能复位,必须关闭根部阀门才能复位。为此,更换安全阀供应商并重新设计,安装后运行正常。
3 结语
(1)大型国产化尿素装置采用改进型二氧化碳汽提工艺路线,技术可靠,生产操作稳定,各项能耗达到先进水平(吨尿素氨耗和蒸汽消耗分别为569 kg和870 kg),产量达到设计指标,尿素产品一等品率达到100%。
(2)装置开车以来,高压设备工艺运行正常,各项指标完全受控。运转设备因大型化设计经验不足,尤其在氨泵和甲铵泵大型化设计上,国内技术应用时间短,应该吸收国外设计长处、消除缺陷、提高性能,以确保装置长周期稳定运行。
(3)大型尿素装置全部国产化设计可节省软件费50%以上、硬件费20%;国产设备制造周期短,从开始设计到建成投产只需12个月,可大大缩短建设周期。
Sum- Up of Operation of Large Scale Domestic Carbon Dioxide Stripping Process Urea Plant
ZHANG Chengsheng, ZANG Chuanguo, HE Shuwen
(Ruixing Group Co., Ltd. Shandong Dongping 271509)
The system configuration and process features of large scale domestic carbon dioxide stripping process urea plant are introduced, and problems in design and countermeasures taken after restart up are summed-up. Actual operation situation shows that the operation of the large scale domestic carbon dioxide stripping process urea plant is stable, all indices reach the design requirements, ammonia consumption and steam consumption per ton of urea are 569 kg and 870 kg, respectively, first- rate urea product reaches 100%.
urea carbon dioxide stripping process localization
TQ441.41
B
1006- 7779(2016)06- 0039- 03
2014- 06- 05)
本文作者的联系方式:heshuw@tom.com。
猜你喜欢
绿色建筑(2021年4期)2022-01-20
中学化学(2019年3期)2019-07-08
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
天然产物研究与开发(2018年7期)2018-08-21
装备制造技术(2018年5期)2018-07-11
青少年科技博览(中学版)(2018年12期)2018-02-20
中学化学(2016年2期)2016-05-31
现代工业经济和信息化(2016年12期)2016-05-17
课程教育研究·下(2016年2期)2016-03-25
制冷学报(2014年3期)2014-03-01
