
干燥箱温湿度自动控制系统设计
2016-03-23 06:10文永双王士军魏忠彩杨泽原
农机化研究 2016年9期
文永双,王士军,魏忠彩,程 琳,杨泽原,赵 达
(山东理工大学 a.机械工程学院;b.农业工程与食品科学学院,山东 淄博 255091)
干燥箱温湿度自动控制系统设计
文永双a,王士军a,魏忠彩b,程琳a,杨泽原a,赵达a
(山东理工大学 a.机械工程学院;b.农业工程与食品科学学院,山东 淄博255091)
摘要:针对干燥箱温湿度控制不均匀而易造成干制品品质下降、影响干燥速率等问题,分别基于单片机控制、PLC控制设计了两种温湿度自动控制系统。单片机或PLC可以实现对干燥箱中的加热元件、加湿装置及鼓风装置的自动控制,以满足物料干燥所需要求。这两种自动控制系统可以实现对干燥箱的温湿度的实时控制、智能控制,且工作可靠、反应灵敏、调试试验效果较好。该研究为减轻干燥箱在温度控制过程中存在的“热惯性”现象提供了技术参考。
关键词:干燥;温湿度;单片机;PLC;自动控制系统
0引言
农产品干燥过程中,因干燥温湿度控制不均匀导致干燥品质下降而影响干燥进程。保证物料恒温、恒湿地完成干燥过程,对深入研究物料脱水机理及优化改进干燥设备有着十分重要的意义。近年来,随着农业机械化的发展,国内外很多高校和科研院所开始在干燥设备与技术方面展开研究,包括太阳能干燥、微波干燥、红外干燥、气体射流冲击干燥,以及热风干燥等干燥方式在农产品干燥中应用更加广泛[1-6]。
在实际生产和试验过程中,普通干燥箱常常会遇到温湿度不均匀的状况,难以保证被干燥物料加热过程中温湿度的均匀性。为此,对干燥箱干燥过程中的温湿度进行精确控制显得至关重要。单片机与PLC技术在现代工业生产控制过程中已经得到了很好的应用[7-8]。
本文基于单片机控制及PLC的PID控制设计了两种温湿度自动控制系统,其操作简单、控制可靠且易于调节,能够使干燥箱满足精细化干燥的要求。
1基于单片机的温湿度自动控制系统
基于单片机的温湿度自动控制系统在农业温室大棚温湿度控制[9]和农产品仓储温湿度控制[10]等农业生产领域已经有所应用。针对不同的控制对象,实现控制过程不同,硬件及软件部分的设计思路和控制方案等均有着很大的区别。
1.1 硬件部分设计
1.1.1主要电路元件及电路设计
基于单片机的温湿度自动控制系统主要由1602液晶显示、温湿度检测、继电器控制、蜂鸣器报警、温湿度,以及其上下限设定键、发光二极管、系统复位、外部晶振(22.1184MHz)、系统供电及外部设备主电路等电路部分组成。其系统原理图,如图1所示。
控制系统以抗干扰能力强、性能稳定的89C54RD-50I型单片机为核心。1602液晶显示器用来满足显示温湿度当前值、设定值及上下限设定值的要求。干燥箱中的温湿度通过DHT11温湿度传感器来实时测量,其内部含有A/D转换电路,使用单总线即可与控制器进行通信。控制器与DHT11温湿度传感器建立连接关系后,即可读出干燥箱当前温湿度值。选用有源蜂鸣器(B1)和发光二极管(D1-D6)来完成干燥箱温湿度自动控制系统的报警工作环节。KA1、KA2、KA3为5VDC继电器,KA4、KA5、KA6为24VDC继电器,实现用小电流来控制大电流。
为提高系统的抗干扰能力,单片机I/O口均添加了上拉电阻。在继电器控制以及蜂鸣器报警电路中,单片机I/O口输出低电平信号时,信号经限流电阻到达三极管(S8550)基极,三极管导通,从而驱动蜂鸣器(P3.7)及5VDC继电器开始动作(P2.0~P2.2)。温湿度设定键电路中使用了8个独立按钮(K1~K8)来满足系统的控制要求。为方便及时了解干燥箱干燥过程中温湿度情况,系统设有4个红色的LED灯和2个绿色LED灯,红色指示灯在温湿度超越温湿度上下限范围时变亮,干燥箱正常工作状态下绿色指示灯始终亮。
当单片机输出口(P3.0~P3.5)发出高电平信号时,电流经限流电阻来驱动发光二极管变亮。单片机振荡频率由选用的的晶振决定,晶振起振频率在单片机可接受范围内越高,则系统的运行速度越快。通过AC220V供电,经开关电源得到DC24V,然后经稳压IC(L7805稳压集成电路)及滤波电容来得到稳定的5VDC电压,以满足单片机温湿度自动控制系统的供电需求。系统主电路如图2所示。
该干燥箱温湿度自动控制系统的温度、湿度的控制精度分别为±1℃和±1%RH。
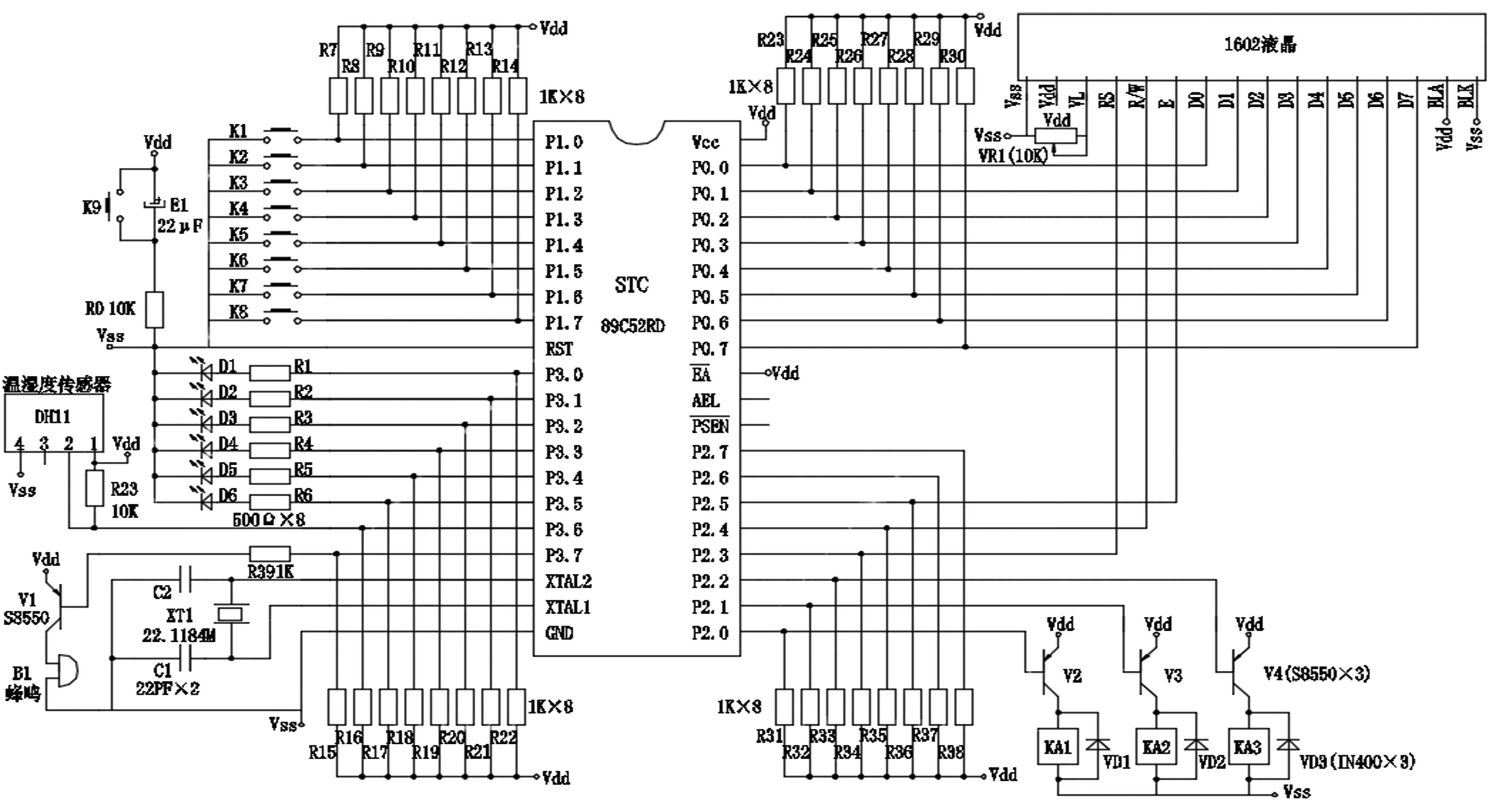
图1 单片机温湿度控制系统原理图

图2 基于单片机的温湿度自动控制系统主电路图
1.1.2温湿度自动控制过程
通过温湿度及温湿度上下限设定键来设定干燥物料所需的温湿度及其上下限。单片机周期循环地将温湿度实测值与设定值进行比较,比较结果用来决定输出口的状态。温湿度控制过程存在有以下情况:
1)当实测温度低于设定温度下限时,KA1开始动作,KA1的常开触点闭合,KA4线圈得电,KA4的常开触点闭合,加热元件开始加热。当温度达到设定温度后停止加热。
2)当实测温度高于设定温度上限时,KA2开始动作,KA2的常开触点闭合,KA5线圈得电,KA5的常开触点闭合,鼓风装置开始工作。当温度降到设定温度后停止鼓风。
3)当实测湿度低于设定湿度下限时,KA3开始动作,KA3的常开触点闭合,KA6线圈得电,KA6的常开触点闭合,加湿装置开始工作直到湿度达到设定湿度。
4)当实测湿度高于设定湿度上限时,KA2开始动作,鼓风装置开始鼓风。为防止湿热空气流失导致干燥箱中的物料温度下降过快,加热元件间歇进行加热。
1.2 软件部分设计
本系统单片机程序使用Keil uVision2开发环境开发。程序采用C语言编写。在开发环境中,程序设计完成后得到HEX文件,然后可通过下载软件STC_ISP_V480将该HEX文件下载到单片机。
基于单片机干燥箱温湿度自动控制系统的程序主要有初始化程序、自定义1602液晶显示系列函数、键盘扫描处理程序、握手协议和单总线读字节程序、温湿度比较与处理程序等组成。其中,温湿度设定键每接通一次,对应值就会作出相应的改变;温湿度比较及处理程序将实测温湿度与设定值进行比较,并根据比较结果做出相应的输出处理。单片机main函数利用以上各程序来完成系统的各项控制过程。
温度比较及相应控制语句:
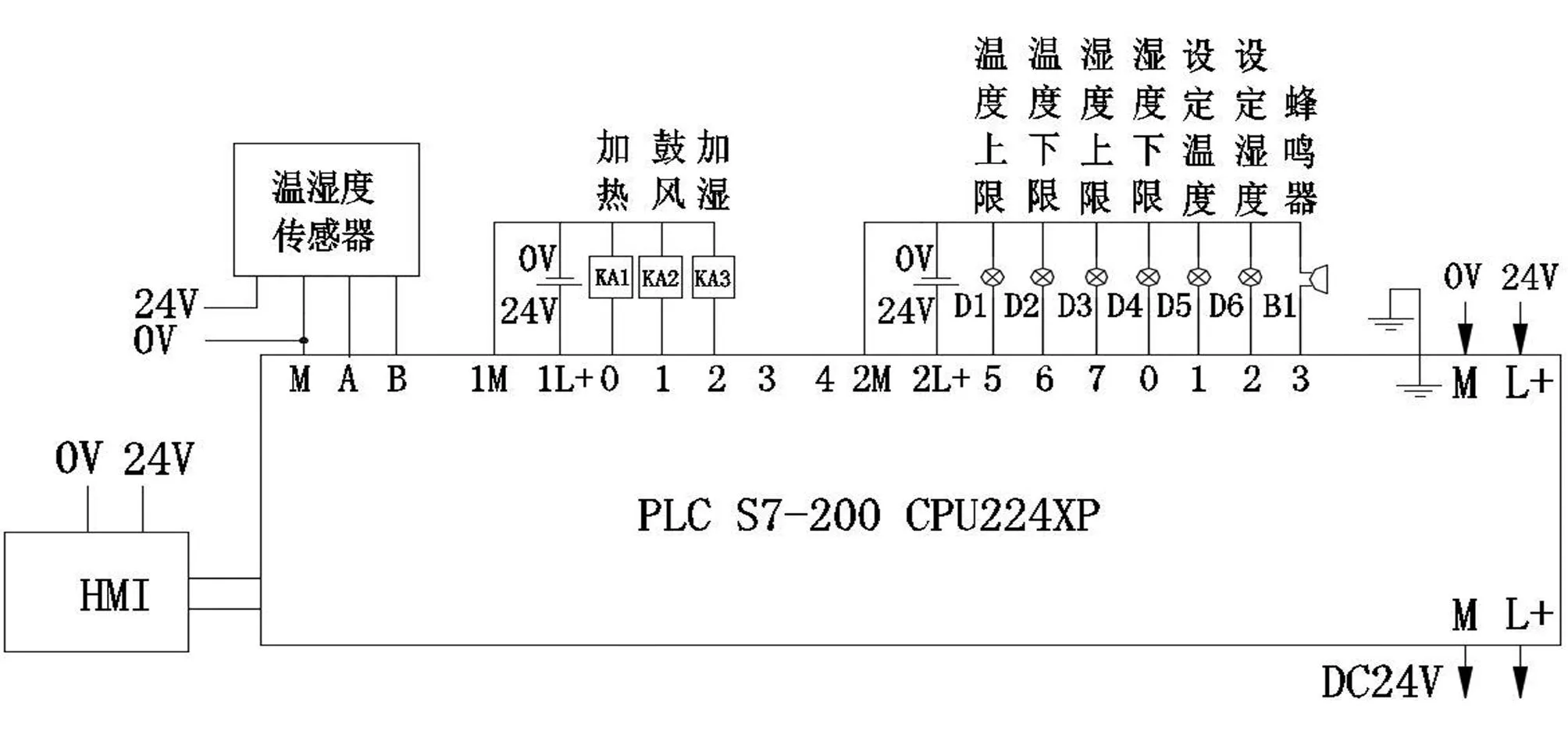
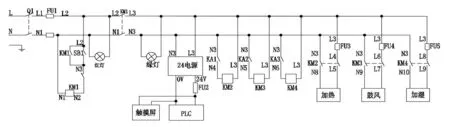
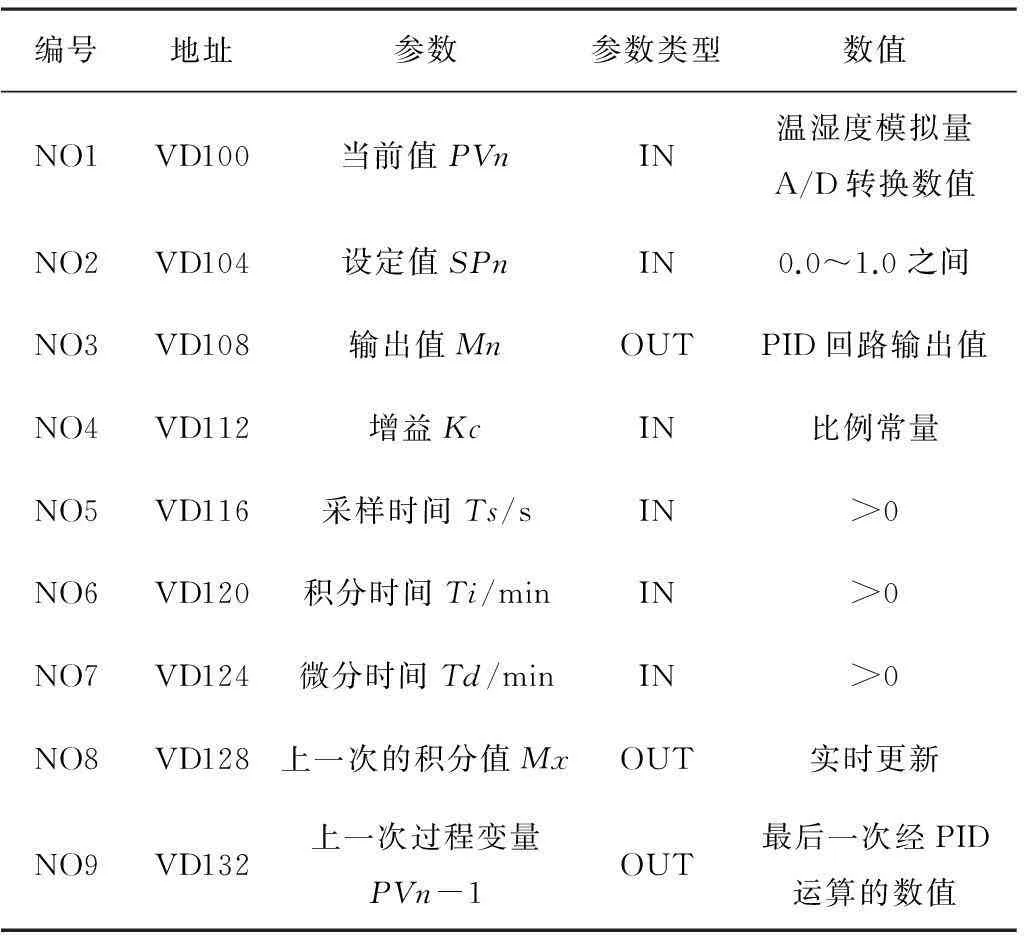
if(T_H {P2_0=1;P2_1=1;P2_2=0;P3_0=0;P3_1=0; P3_2=1;P3_7=0;}//加热,红灯亮报警 else if(T_H>t+tc) {P2_0=1;P2_1=0; P2_2=1;P3_0=1;P3_1=0; P3_2=0;P3_7=0;}//鼓风,红灯亮报警 else ((T_H>t-tc)&&( T_H {P2_0=1; P2_1=1;P2_2=1;P3_0=0;P3_1=1; P3_2=0;P3_7=1;}//正常工作,绿灯亮 其中,t为设定温度;s为设定湿度;tc为设定温度误差;sc为设定湿度误差。 利用单面喷锡万能板将单片机及各元件焊接并调试,其实物图如图3所示。 1.24VDC继电器 2.5VDC继电器 3.稳压IC 4.液晶显示屏 在从环境温度升温至设定温度的过程中,干燥箱内往往会产生“热惯性”现象,即干燥箱内的实际温度大于设定温度上限的现象。为减轻干燥箱的“热惯性”现象对干燥过程产生的不利影响,系统可利用偏差信号作为反馈信号来控制加热元件的加热过程,可以实现干燥箱温度在初期迅速升高,而接近设定温度时能够较平滑的过渡。当干燥箱温度实测值与设定值相差较大时,系统采用连续加热方式;当实测温度接近设定温度时,采用间歇加热方式。 2基于PLC的温湿度自动控制系统 邹杨等人[11]将基于PLC设计的温湿度自动控制系统在农田环境温湿度与光照检测过程中展开应用。吴晓强等人[12]利用PLC实现了茶叶加工生产过程中的温湿度控制,大大提高了茶叶加工车间的生产效率。以下是本文基于PLC设计的干燥箱温湿度自动控制系统。 2.1.1主要电路元件及电路设计 基于PLC的干燥箱温湿度自动控制系统主要由PLC、触摸屏、温湿度一体化传感器、24VDC开关电源及直流继电器等元器件组成,其I/O接线图如图4所示。选用可采集模拟信号的西门子S7-200系列224XPCN型PLC、MCGS系统触摸屏。 图4 PLC的I/O接线图 2.1.2温湿度自动控制过程 物料干燥之前,通过触摸屏设置干燥箱温湿度及其上下限,触摸屏与PLC之间实时通信、数据更新、即时显示温湿度数值及曲线,温湿度一体化传感器用来测定干燥箱中的温湿度。温湿度达到设定的上限值时,蜂鸣器报警,与此同时PLC控制直流继电器接通、交流接触器工作,实现对干燥箱中的加热元件、加湿装置及鼓风装置的控制。 电源经断路器Q1和熔断器FU1给干燥箱温湿度自动控制系统供电,红色电源指示灯变亮;启动按钮SB1按下后,接触器KM1产生自锁,绿色指示灯变亮,温湿度自动控制系统开始工作。图5是基于PLC控制的干燥箱温湿度自动控制系统电气原理图。温湿度控制过程存在以下情况: 1)当干燥箱温度高于、低于设定温度时,与之相对应的温度报警灯变亮,蜂鸣器报警。与此同时,PLC分别发出鼓风或加热指令,鼓风装置或加热元件开始工作,使干燥温度逐渐达到干燥要求。 2)干燥时干燥箱中的湿度低于设定湿度下限时,与之相对应的湿度报警灯变亮,蜂鸣器开始报警;PLC发出加湿指令,加湿装置开始工作,使干燥过程中湿度逐渐达到要求。 3)干燥时,干燥箱中的湿度高于设定湿度上限时,相应湿度报警灯亮、蜂鸣器报警;PLC同时发出鼓风和加热指令,鼓风装置将高湿度的热空气带走,同时加热元件间歇加热,以尽可能接近于干燥过程中的设定温度。 图5 基于PLC控制的温湿度自动控制系统电气原理图 2.2.1触摸屏人机界面设计 按照MCGSE组态环境来进行触摸屏界面的设计环节,其主界面主要包括:温湿度实测值、温湿度设定输入框、温湿度及其上下限设定输入框、温湿度实时变化曲线图、自动控制开关及温湿度上下限指示灯。当自动控制开关接通时,温湿度自动控制系统可根据传感器采集信息、设定参数利用PID算法自动调节干燥箱中温湿度;当自动控制开关断开时,主界面则只能显示温湿度值及其变化曲线。设计的触摸屏界面如图6所示。 图6 触摸屏人机界面 2.2.2PLC程序设计 温湿度自动控制系统是在STEP7 MicroWIN开发环境下进行PLC程序的编写环节,使用PID控制指令来调整干燥箱中的温湿度。PLC利用温湿度实测值、温湿度设定值及PID参数,周期性执行PID运算及相关程序,来实现对干燥箱中温湿度的PID控制和其他功能。基于PLC的温度湿度自动控制系统的PID控制回路参数表如表1所示。 表1 PLC温湿度PID控制参数表 Mn=Kc(SPn-PVn)+KcTs/Ti(SPn-PVn)+Mx+KcTd/Ts(PVn-1-PVn)。 通过编写PLC控制程序,利用设计的程序指令也可以减轻干燥箱初始升温过程中存在的“热惯性”现象。 3结论 1)基于单片机的干燥箱温湿度自动控制系统以单片机为核心,硬件结构简单,扩展方便,经济性好。试验表明:该控制系统具有灵敏度高、工作性能稳定、自动化程度高及热惯性小等特点,完全达到设计要求,具有很高的实用价值。 2)基于PLC的干燥箱温湿度自动控制系统,利用PLC的PID控制来消除干燥箱中温湿度的稳态误差且具有温湿度调节的超前性,触摸屏温湿度曲线可以直观了解到干燥箱内的温湿度变化,能够满足干燥箱的温湿度均匀性要求。 3)设计的两种干燥箱温湿度自动控制系统为减轻干燥箱在温度控制过程中存在的“热惯性”现象提供了技术参考。 参考文献: [1]张锋伟,戴飞,张克平,等.基于两级干燥工艺的玉米果穗太阳能集热通风干燥系统设计[J].农业工程学报,2010,26(8):338-342. [2]李涛,姚明印,刘木华,等.香葱微波干燥工艺优化试验研究[J].农机化研究,2015,37(3):211-214,218. [3]宋野,朴在林,张晓明,等.提高远红外干燥质量及设备改进的建议[J].农机化研究,2009,31(8):20-24. [4]吴全金,孙威江,吴占富.远红外加热技术在茶叶加工及制品中的研究进展[J].农机化研究,2014,36(4):220-225. [5]肖红伟, 张世湘, 白竣文, 等.杏子的气体射流冲击干燥特性[J].农业工程学报,2010,26(7): 318-323. [6]李长友,麦智炜,方壮东.粮食水分结合能与热风干燥动力解析法[J].农业工程学报,2014,30(7):236-242. [7]夏志华.基于单片机的温度控制系统的研究与实现[J].煤炭技术,2013,32(2):191-192. [8]谢劲松,梁宏斌.五轴数控铣床软 PLC 控制系统的研究[J].组合机床与自动化加工技术,2014 (3):82-85. [9]石红娟,薛海滨.基于单片机的温室大棚温湿度控制系统的研究[J].陕西农业科学,2014,60(5):26-27. [10]王兴旺,耿涛.上海农产品仓储温湿度控制系 统设计与实现[J].农机化研究,2013,35(1):125-128. [11]邹杨,储健.农田环境下温度、湿度及光照度的检测[J].农业科技与装备,2008(3):46-48. [12]吴晓强,黄云战,周红杰,等.PLC 在普洱熟茶生产车间温湿度控制中的应用[J].广东农业科学,2014(21):168-171,191. Design of Automatic Control System of Temperature and Humidity in Dryer Wen Yongshuanga, Wang Shijuna, Wei Zhongcaib, Cheng Lina, Yang Zeyuana, Zhao Daa (a.School of Mechanical Engineering;b.School Agricultural and Food Engineering, Shandong University of Technology, Zibo 255091, China) Abstract:The reduction in dry product quality and drying rate were easy to be controlled by the temperature and humidity of the dryer. Two kinds of temperature and humidity automatic control system based on single chip microcomputer control and PLC were designed. Single chip microcomputer or PLC could realize the automatic control of the heating element, the humidifying device and the blower device to meet the requirements of the material drying. These could realize the real-time control and the intelligent control of the temperature and humidity, and having the characteristics of work reliability, response sensitivity and the debugging test results being better. Meanwhile, it also provided the technical reference for reducing the "thermal inertia" phenomenon in the process of temperature control. Key words:dry; temperature and humidity; single chip microcomputer; PLC; automatic control system 中图分类号:S226.6 文献标识码:A 文章编号:1003-188X(2016)09-0250-05 作者简介:文永双(1987-),男,山东临沂人,硕士研究生,(E-mail)535698663@qq.com。通讯作者:王士军(1969-),男,山东菏泽人,副教授,(E-mail) Wsjwang2008@126.com。 基金项目:山东省技术创新项目(201320113013) 收稿日期:2015-08-21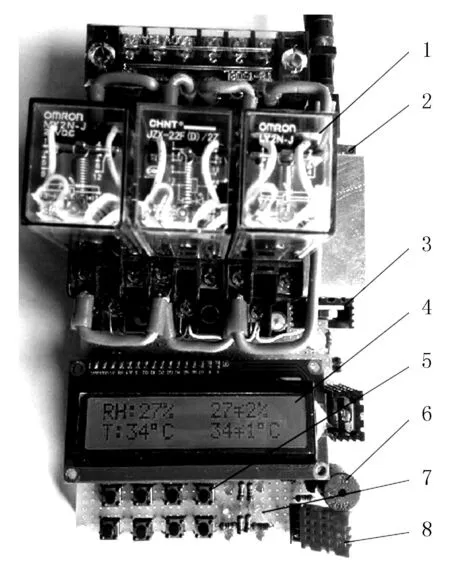
2.1 硬件部分设计
2.2 软件部分设计

 猜你喜欢
四川蚕业(2020年3期)2020-07-16漳州职业技术学院学报(2019年1期)2019-11-16电子制作(2018年11期)2018-08-04西安工程大学学报(2016年6期)2017-01-15企业技术开发·下旬刊(2016年11期)2016-12-27电子技术与软件工程(2016年22期)2016-12-26科技视界(2016年11期)2016-05-23中国高新技术企业(2015年23期)2015-06-24
猜你喜欢
四川蚕业(2020年3期)2020-07-16漳州职业技术学院学报(2019年1期)2019-11-16电子制作(2018年11期)2018-08-04西安工程大学学报(2016年6期)2017-01-15企业技术开发·下旬刊(2016年11期)2016-12-27电子技术与软件工程(2016年22期)2016-12-26科技视界(2016年11期)2016-05-23中国高新技术企业(2015年23期)2015-06-24
