
真空管烤消打标自动线的电气系统的设计
2016-03-18 01:04:51Thedesignoftheelectricdrivesystemforthevacuumtuberoastingandeliminatingandmarkingautiomaticproductionline
制造业自动化 2016年1期
The design of the electric drive system for the vacuum tube roasting and eliminating and marking autiomatic production line
杨怀林,姚年春
YANG Huai-lin, YAO Nian-chun
(江苏财经职业技术学院,淮安 223003)
真空管烤消打标自动线的电气系统的设计
The design of the electric drive system for the vacuum tube roasting and eliminating and marking autiomatic production line
杨怀林,姚年春
YANG Huai-lin, YAO Nian-chun
(江苏财经职业技术学院,淮安 223003)
摘 要:建构了以PLC为核心的自动控制系统,设计了真空管烤消打标自动线的电气传动系统、烤消温度控制系统和电气控制系统;实现生产智能化,设计了较好的人机界面;绘制了主电路和PLC控制电路,对系统主要程序进行了总体设计。
关键词:真空管烤消打标;PLC控制;人机界面;自动控制系统
0 引言
太阳能真空管在生产过程中有两个重要的工艺流程,就是吸气剂的烘烤(即烤消)和商标的激光打码(即打标),目前生产企业,在两个工艺流程大都采用单机作业,重复劳动多,生产效率低,由于烤消与打标不同步,工作复杂性增加,不能构成生产线自动完成运行,而且由于吸气剂焊接位置各个太阳能管有差异,在高频线圈烤消的位置不相同,导致烤消温度不同,吸气剂起蒸时间往往要靠人工经验,造成产品质量不稳定,次品率高。
本文设计的集热管烤消、激光打标自动化生产线,采用三菱FX-3UPLC控制,有效实现烤消打标的柔性控制,具有良好的人机界面,提高工作效率,增强经济效益。
1 总体结构与运行过程
1.1 总体结构
传输装置由电气控制、动力驱动、感应加热、喷码计数、机架体等组成;电气设备安装在电气控制柜内,由PLC、空气断路器、移相触发器、中间继电器、变频器、触摸屏等部件组成。动力驱动装置由伺服电机、减速器、带轮、同步带、同步带轮等组成,安装在机架体一端;传输装置由主、从动端组件、链条、托架、链条张紧装置等组成,安装在机架体上;链条组件由链条、管卡、支架、横撑组成;烤消加热装置由气动滑台、感应加热器组成,与机架体固定连接;打标计数装置由打标机、位置传感器、计数器组成。如图1所示。
通过伺服电机连接减速机,驱动带轮、同步带、同步带轮、链条传输带,选用伺服电机作为动力,便于控制,适合频繁启停慢速运行,采用PLC作为控制器,方便调节电机运行速度,调整烤消打标时间,统一烤消打标节拍。
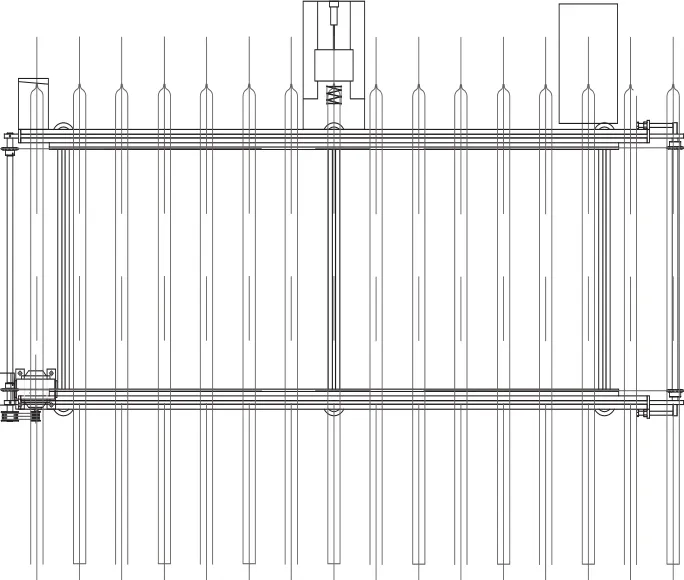
图1 真空管烤消打标自动线结构示意图
1.2 运行过程
系统启动,伺服电机运行,减速器、带轮、同步带、同步带轮及主动端组件转动,传输线开始转动运行,放置在传输线链条管卡上的太阳能集热管随之移动;当集热管移动到烤消工位时,传输带停止,气压滑台作进给运动,气压滑台上的高频感应圈也随之移动,套上太阳能真空管的烤消部位,进行烤消(同时,激光打标机可对相应工位上集热管进行打标);烤消完毕,高频感应圈退回到原始位置(同时打标也应完毕),传输带启动、行走,当下一根集热管到达烤消工位时,重复烤消过程。在集热管烤消的同时,打标工位上集热管同时进行打标。
2 电气控制系统的设计
2.1 设计要求
1)伺服电机。在集热管由上料系统进入传输带后,启动电机,工作完毕停止,在工作过程中如发生过载、定位不准、短路等故障时可自动停机;在工作过程中,由控制系统决定电机的启停和速度。系统由PLC作为控制器,根据要求,产生信号,通过变频器驱动伺服电机运行,可以调速,可以准确启停。
2)烤消。当集热管到达烤消工位时,立即停止移动,系统启动气压滑台移动,感应线圈伸出,感应线圈套上集热管烤消部位进行烤消,烤消完毕,气压滑台向后滑动,感应线圈复位,同时系统启动步进电机继续运行。
3)打标。当太阳能管到达打标工位时,传输带停止,启动打标机进行打标,打标完成关闭打标机;在打标的同时,也可以对到达烤消工位的集热管同步进行烤消。步进电机的启停由烤消时间决定。烤消和打消完毕,输送带继续运行。在设计的时候,通过工位距离的调节让打标与烤消开始时间同步,因为打标时间节拍比烤消时间节拍短,所以打标结束的集热管要在原地停顿,等待烤消结束。然后传输线将集热管送至出料口。
4)人机界面。以触摸屏为上位机,以PLC为下位机,通过触摸屏以PLC进行控制,显示系统运行的一些重要参数和故障。
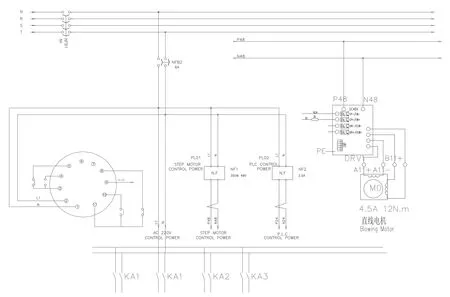
图2 真空管烤消打标控制系统主电路图
2.2 电气控制系统结构设计
电气控制系统的结构设计如下:空气开关、PLC、开关电源、中间继电器、伺服电机驱动器、变频器等安装在电气控制柜内;高频感应炉的感应线圈固定在气动滑台上,可以沿着太阳能集热管轴线前后移动,光电开关A固定在传输线另一侧,与烤消工位上的太阳能集热管在同一条轴线上,光电开关B与光电开关A的同一侧,与打标工位上的太阳能集热管在同一条轴线上,打标机接受启停由中间继电器KA1控制。
控制原理如下:启动,PLC输出脉冲信号,启动步进电机,拖动传输线运行,固定在传输线上的集热管随之移动;当集热管到达烤消工位时,光电开关A检测后输入信号给PLC, PLC输出停止信号,步进电机停车;同时PLC输出驱动中间继电器KA2闭合,电磁阀A工作,高频感应线圈随气动滑台作进给运动,到达太阳能集热管烤消位置止,启动感应线圈进行烤消;同样,光电开关B在打标工位上也检测到集热管,通过PLC输出信号让步进电机停车(与光电开关A作用相同,同时产生作用),集热管打标;烤消完毕,PLC输出信号驱动中间继电器KA3闭合,电磁阀B工作,感应线圈随气动滑台退回,恢复原位;PLC驱动步进电机启动行走,下一根集热管到达烤消工位,系统重复烤消过程,同时,进行打标工位上的集热管打标。如果烤消工位上没有要加工的太阳能集热管,那么光电开关A不起作用,当光电开关B检测到信号时,将信号送至PLC输入端,通过PLC输出端Y4产生输出信号让步进电机停止。
同时通过中间继电器KA1送至计数器计数。两工位上都有工料时两光电开关都起作用,双重信号确保电机停止;当烤消工位无物料时,光电开关B起到停车打标的作用。
2.3 主电路的设计
图2是电气控制的主电路。本电气柜使用交流电220V电源,由空气开关引出分别送给开关电源、变频器、PLC、触摸屏;开关电源输出端分别接入PLC的电源端子;再由中间继电器KA0送给高频炉,由中间继电器KA1送给打标机、由中间继电器KA3送给电磁阀A、由中间继电器KA4送给电磁阀B。当电光开关B检测到集热管时,发送信号经PLC产生脉冲,A1闭合计数;伺服电机停止。
2.4 控制电路的设计
1)PLC选择
根据生产线的控制要求分析,整个生产线主要控制系统有4~6个开关量输入,子系统4~5个开关量输入,约有和5~8个开关量输出,我们选择FX3U-32MR-ESAPLC作为系统核心控制器。FX3U系列PLC是第三代微型可编程控制器,容量大速度快,能在RUN状态下修改程序,具备丰富的指令,支持程序的远程调试。
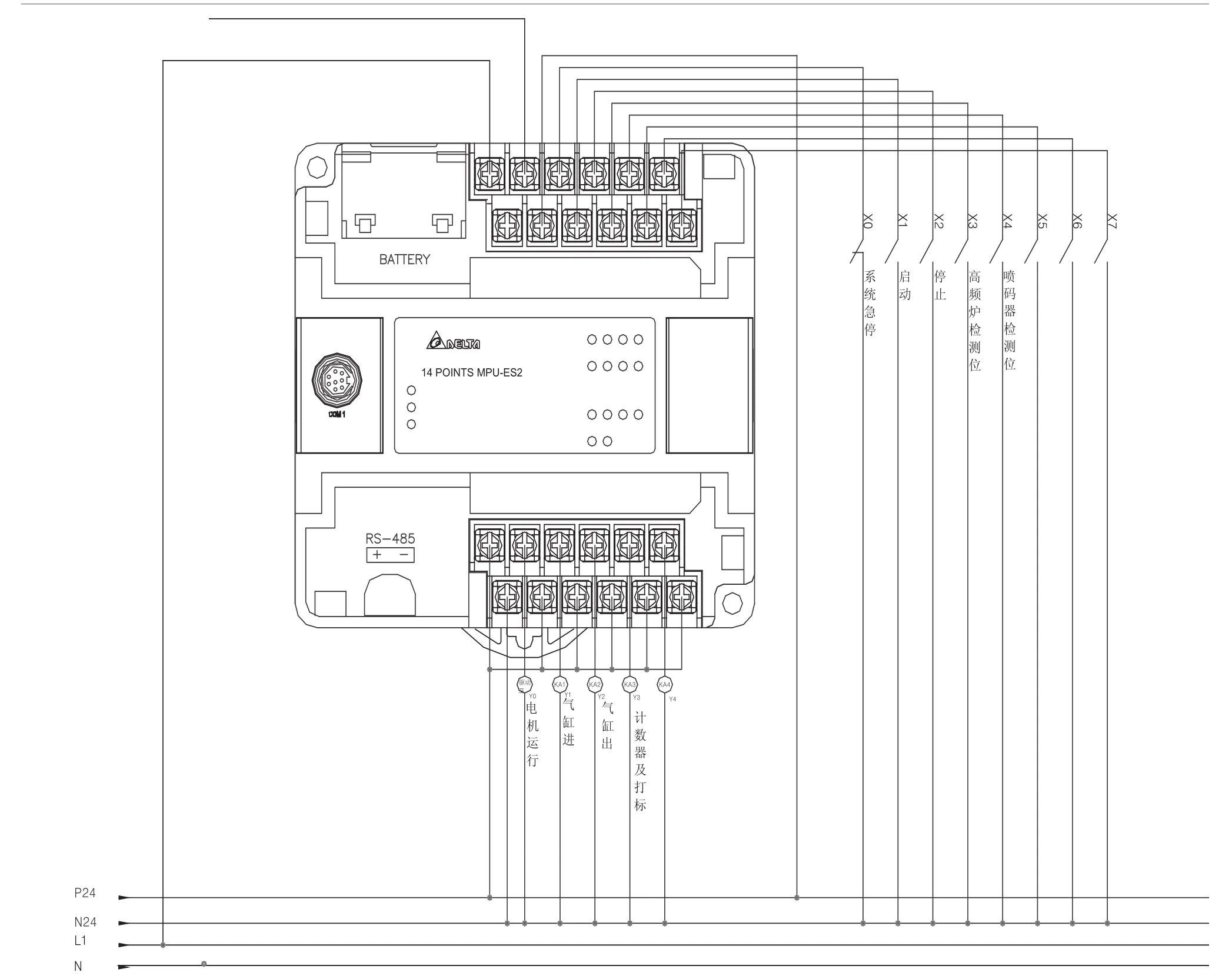
图3 真空管烤消打标控制系统PLC硬件结构示意图
2)PLC硬件接线
PLC的控制电路。如图3所示,从开关电源引出24V电源接到PLC的电源端;开关电源公共端和PLC公共端相连;PLC输入端X0接启动按钮;PLC输入端X1接停止按钮;输入端X2接光电开关A;输入端X3接光电开关B;PLC输出端Y0,接中间继电器KA0,至高频炉;PLC输出端Y1,接中间继电器KA1至打标机;PLC输出端Y2, 接中间继电器KA2,至电磁阀A;PLC输出端Y3,接中间继电器KA3,至电磁阀;PLC输出接线端子Y4,接变频器的输入端;中间继电器KA0、中间继电器KA1、中间继电器KA2、中间继电器KA3线圈分别接到开关电源的P24和N24端。
2.5 PLC程序设计
根据生产线的工艺和控制要求,确定了传输线、气动滑台、烤消感应圈、打标装置等动作的先后次序和相互关系,确定PLC各输入与输出间的逻辑关系。程序分主机程序和子程序两部分,也有一些设备调试和故障处理程序。本系统主程序的流程图如图4所示,太阳能管烤消温度控制系统的相关设计在以下章节中说明,其他子系统程序不再说明。

图4 系统主程序的流程图
3 人机界面
为使得本系统操作简单,且能直观显示系统的运行状况,所以本系统使用了北京昆仑通态研发的TPC7062K型人机界面。它是一款在实时多任务嵌入式操作系统Windows CE环境中运行,使用MCGS嵌入式组态软件进行组态。
通过触摸屏的操作界面,可以方便地控制和显示本控制系统伺服系统和变频器的运行参数的变化,如伺服控制系统运行的速度以及位置,也可以通过手动调节伺服驱动器的运行速率以及变频器运行时候的电压,电流以及频率等参数。显示的画面色彩柔和、图案清晰,所有操作界面和提示信息可全部中文显示,操作过程一目了然。触摸屏的设计包括创建画面和信息,并将它们和PLC程序相配合,根据系统功能要求,设计了状态显示、参数设定、报警控制和加密处理等界面组成。运行监控画面,按照系统运行要求实时检测和显示伺服驱动器和变频器的工作状态以及故障状态显示在触摸屏上。如图5触摸屏组态所示,可以把系统故障报警以及控制的各类信息组态到触摸屏上进行集中管理和控制。

图5 触摸屏组态信息
4 结论
本文设计了真空管烤消打标自动线的电气控制系统,进行自动化流水线作业,节省了劳动力,减低了工人劳动强度;可以根据不同太阳能集热管的烤消时间,采用PLC控制电机传输速度,提高了产品质量,提高生产效率;产品结构紧凑,通过触摸屏设计的人机界面,可以方便地控制和显示本控制系统伺服系统和变频器的运行参数的变化,直观形象,操作方便,提高了烤消质量好,生产效益高,使用维护方便,安全性能高。
通过设计,制作成样机,在运行时又作了多次调试,如烤消和打标工位位置的调整,光电传感器位置的调整,整机运行动作协调,特别是前后两光电开关要相互统一,在真空管上机试验时将程序也作了一定的调整,这样整机运行才符合设计要求。如图6所示是电气控制柜部分实物图。
【下转第147页】
作者简介:杨怀林(1967 -),男,江苏淮安人,副教授,高级工程师,硕士,研究方向为电气与PLC控制技术、自动化控制技术和机电一体化技术。
基金项目:淮安市科技支撑计划(工业)(HAG2010057)
收稿日期:2015-10-30
中图分类号:TH39
文献标识码:A
文章编号:1009-0134(2016)01-0133-04
猜你喜欢
企业技术开发·下旬刊(2016年11期)2016-12-27 10:26:50
电子技术与软件工程(2016年22期)2016-12-26 21:36:26
科技创新与应用(2016年34期)2016-12-23 18:52:54
科学与财富(2016年18期)2016-12-22 17:51:16
电子技术与软件工程(2016年19期)2016-12-19 18:49:35
数字技术与应用(2016年9期)2016-11-09 22:09:07
中国科技博览(2016年18期)2016-10-19 06:57:16
铁道通信信号(2016年1期)2016-06-01 12:10:17
科技视界(2016年11期)2016-05-23 11:08:57
广东石油化工学院学报(2016年6期)2016-05-17 05:17:33
