冷却水控制系统改造方案设计研究
2016-03-12 05:59山东钢铁股份有限公司莱芜分公司型钢厂
电子世界 2016年23期
山东钢铁股份有限公司莱芜分公司型钢厂 桑 宁
冷却水控制系统改造方案设计研究
山东钢铁股份有限公司莱芜分公司型钢厂 桑 宁
可编程序控制器(PLC),作为一种为工业控制设计的控制器,其设计和制造过程采用了多种抗干扰措施,从而实现系统能在恶劣的工业环境下正常工作。本文阐述了PLC在冷却水控制系统改造方案中的应用,详细叙述了型钢厂小型轧钢车间冷床区域冷却水控制系统的具体设计方案和实现方法,改造满足生产要求的良好应用效果及配电系统的安全运行要求。
PLC;编码器;冷却水控制系统改造;方案设计
0 前言
型钢厂小型线矫直机调整系统2005年安装调试完成。经过这几年生产,为保证生产采取了许多权宜之法、图纸与实物存在不符,设备情况也进一步劣化。面对严峻的市场形势,型钢厂小型线不断进行产能挖潜攻坚,电气设备的可靠运行已显的越来越重要。小型线矫直机调整系统部分电气设备因设备元件老化、故障率高、已不能与车间快速的生产节奏匹配,成为影响车间生产高效运行的一个设备隐患。因此,本文将PLC控制系统合理利用于冷却水控制系统改造中,以达到小型线冷床区轧件冷却系统安全稳定运行,提高设备精度的成效。
1 可编程序控制器(PLC)介绍
可编程序控制器,作为一种控制器,随着计算机技术发展越来越快,PLC也具备了越来越强大的功能,其使用便捷性逐渐增强。整机可靠性是系统正常工作的前提条件,还需要在PLC设计过程和安装过程采取一些手段,才能真正保障系统可靠性。在PLC工作的过程中,如遇工作环境恶劣的情况,例如出现温度和湿度异常、震动和冲击过强、电磁强干扰等情况时,整个控制系统的正常、安全和可靠运行会受到较大的影响。所以,在进行系统设计时,要充分考虑软硬件的配置,进一步防范系统故障的发生。在企业的安全生产和正常运行过程中,PLC系统的抗干扰能力影响整个系统可靠性的关键。
2 PLC控制系统的可靠性设计
就电子控制系统而言,对其可靠性设计的目的是预测和预防系统所有可能发生的故障,并找到潜在的薄弱部分,通过一定的预防和设计改进措施,对隐患和薄弱部位进行有效改善,从而使系统达到满意的可靠性要求。PLC是一种可靠性较高的控制装置,在其所组成的控制系统中,系统的可靠性主要取决于与它的输入、输出端相连接,处于生产现场的输入信号元件、输出执行元件的可靠性。在提高PLC控制系统可靠性时,可采取一些措施:针对故障率高的元器件,可对其运行状态进行监控并对其故障进行诊断,在对系统关键部分进行设计时,可进行冗余设计,这样也能提升系统工作的可靠性。
2.1 设计故障检测程序,提高系统工作可靠性
2.1.1 时间故障检测法
在控制系统工作循环中,每一个工步的正常运作都有时间上的严格限定。在检测工步动作之初,启动定时器来对其工作状态进行监测。对定时器的值进行设置,其时间设置为工步可能需花费的最长时间。假设动作完成的时间均在规定的允许范围内,那么就可以通过发射信号使定时器初始化,这时,可表明监控对象处于正常运行状态;否则,发出信号报警,使系统停止工作。
2.1.2 逻辑错误检测法
当PLC控制系统处于正常工作状态时,输入信号、输出信号以及中间记忆装置这些因素之间的逻辑关系是确定的,一旦它们之间的逻辑关系发生不正常现象,就可以判定可能是系控制系统出现了故障。所以,可以通过前期编写一些常见故障的异常状态下的逻辑程序,将这些程序增添到用户程序,当设备出现故障时,系统输出故障信号,实现报警、停机等控制。
2.2 合理配置PLC及其硬件和软件资源冗余
在对大型PLC系统或者对PLC系统关键部分进行设计时,可进行冗余设计,这样也能提升系统工作的可靠性,从而保障系统运行可靠性。比如,在核电站、有毒有害的化工生产环境中,中央处理器的双机热备、双机冷备冗余,这是比较常用的方式之一。除此之外,双系统冗余即中央处理器和全部输入/输出、组网通信完全冗余,这些也是可采取的手段之一。在设计大型系统的时候,要保障硬件和软件资源留有一定的冗余,在硬件上,最好保留15%以上的冗余空间。
3 应用实例
本节阐述PLC控制系统在型钢厂小型轧钢车间冷床区域冷却水控制系统中的应用案例。因小型轧钢车间轧件定尺不同,在轧制短定尺时,需关闭部分喷嘴,以降低能源消耗,现无法保证供水压力稳定,并且供水泵未采用变频控制,无法实现恒压供水;同时,水箱液位必须无法实现自动补水,经常出现缺水故障。
3.1 改造方案设计与实施
3.1.1 供水泵恒压供水
在7#台配电室安装变频柜,由变频器控制供水泵运行;在供水管道上安装压力变送器,并将4-20mA反馈信号就近采集至冷锯PLC系统中,经PLC将设定值和反馈值比较运算后,将频率设定值发送给变频器,以实现水泵恒压供水。
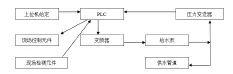
图1 型钢厂小型轧钢车间冷床区域冷却水控制系统流程图
3.1.2 水箱自动补水
在水箱内安装投入式液位计,液位信号采集至冷锯PLC系统中,根据液位变化,由PLC系统控制水箱补水管道上的电动球阀的开启与关闭,已保证水箱水位控制在安全范围之内。
3.1.3 将冷锯PLC系统中的7#台从站扩容
将冷锯PLC系统中的7#台从站扩容,新增模拟量输入模块1块,模拟量输出模块1块,开关量输入输出模块1块。同时在冷锯监控画面上新增供水泵监控画面,以进行供水压力设定及供水系统运行状态监控。
3.2 改后效果
项目实施后,保证了小型线冷床区轧件冷却系统安全稳定运行,提高设备精度。并且有效降低了职工劳动强度,预计效益显著。
4 结束语
冷却水自动控制系统改造后,实现了PLC自动控制,提高了系统的可靠性;维护简单,运行稳定,运送效果良好,圆满地完成了高效运行的控制要求,消除了设备隐患,经济效益和社会效益显著。
[1]马金莲.PLC的干扰源与抗干扰措施[J].石油化工化,2001(2).
[2]熊幸明.提高PLC控制系统可靠性的探讨[J].机床电器,2003(1).
[3]赵中敏.PLC控制系统的可靠性分析及其关键技术研究[J].机床电器,2006(4).
[4]王宏.PLC控制系统设计的要点[J].矿山机械,2004,32(6):59-60.
[5]熊幸明.PLC控制系统的可靠性设计[J].自动化与仪表,2004(82).
猜你喜欢
模具制造(2022年3期)2022-04-20
昆钢科技(2022年1期)2022-04-19
模具制造(2022年1期)2022-02-23
石油化工建设(2020年1期)2020-08-24
冶金设备(2019年6期)2019-12-25
山东冶金(2019年1期)2019-03-30
能源(2016年2期)2016-12-01
现代冶金(2016年6期)2016-02-28
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
橡胶工业(2015年6期)2015-02-24