
浅析发电机转子磁极软连接头多片断裂原因和处理对策
2016-03-03 14:41梁燏
中国高新技术企业 2016年6期
关键词:发电机
摘要:发电机转子磁极接头断片在运行中危害很大,有可能造成严重事故。转子磁极接头断片是隐蔽性故障,一般的检查手段很难发现此类故障。文章对转子磁极软连接头多片断裂的原因进行了分析,并总结了某水力发电厂6号发电机大修发现转子磁极软连接头多片断裂隐患采取的检查手段和处理方法。
关键词:发电机;转子磁极接头;引线接触电阻;转子在线监测装置;接头多片断裂 文献标识码:A
中图分类号:TM312 文章编号:1009-2374(2016)06-0072-02 DOI:10.13535/j.cnki.11-4406/n.2016.06.036
1 运行状态及问题
某水力发电厂是1948年破土动工,1952年第一台机组投产发电。该厂6号发电机组由哈尔滨电机厂生产,于1975年6月投产发电,水轮机型号为HL220-LJ-410,发电机型号为TS854/190-44。6号机组上次大修为2005年11月23日~2006年1月19日,本次6号发电机组大修是2014年9月开始,在转子磁极接头检查中发现31~32号、25~26号磁极接头有断片现象。因为转子磁极接头断片故障隐蔽性强,发生事故危害性大,为了采取有效措施防止故障形成,及时发现故障,本文对故障产生原因、检查方法、应对策略进行探讨。
2 转子磁极接头断片原因分析
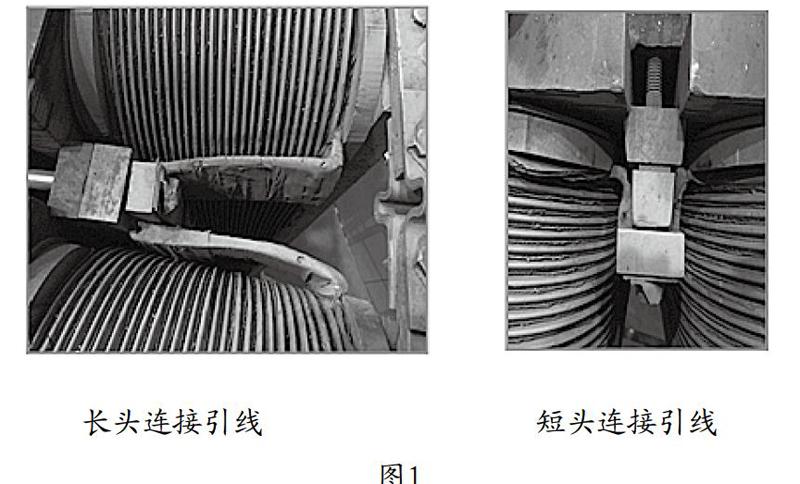
2.1 转子磁极接头结构及工艺
6号发电机转子磁极长接头采用11片厚0.5紫铜片叠压经超音频感应加热焊机进行银铜焊接而成。接头与磁极之间先用铜铆钉铆接,再采用锡焊。磁极长接头一头压紧后钻孔,磁极线圈接头与磁极之间先用铜铆钉铆接,再采用锡焊。另一头连接时每片相互交叉,然后进行锡焊接。施工工艺要求:铆接接头错位不超过接头宽度10%,接触面电流密度符合设计要求,锡焊确保质量,严防焊锡任意流淌,锡焊接头焊接饱满、外观光洁。
2.2 断片原因分析
因施工工艺复杂,施工工艺不符合标准,会造成软连接头多片断裂。采用锡焊时如发生焊锡流淌会使接近线圈处连接线变脆变硬,机组运行中受到机械力、电磁力作用容易断裂。以下原因也可导致转子磁极接头断片:(1)接头接触面有毛刺,导电体弯曲扭转角度不正确均可能造成接头片断裂;(2)软连接头材料有质量问题,达不到长期运行要求;(3)机组运行振动大,磁极连接片因疲劳发生断裂;(4)机组运行时间过长,磁极连接片因老化发生断裂;(5)检修维护超周期或没有按规程执行,机组检修时没有注重接头部位详细检查处理,导致接头长期运行,在长期机械、电磁、热力作用下,出现接头变形、断裂。
3 转子磁极接头断片故障危害性分析
转子磁极接头断片在运行中危害很大,有可能产生严重事故:(1)磁极接头电阻增大,产生高温,烧断连接片,产生瞬时开断高电压,击穿定、转子绝缘,造成发电机保护动作切除机组;(2)磁极接头电阻增大,产生高温,连接片间烧断拉弧,发电机起火;(3)磁极接头全部断开,发电机失磁,机组有过速风险。
例如:某抽水蓄能B电厂5号发电机组(容量300MW)2008年5月发生转子1号磁极、2号磁极间连接片烧损,修复时间用了22天。1996年7月,某电厂5号发电机组(容量75MW)因转子引线在运行中断裂,引起发电机失磁,机组失步后引起阻尼环过热,阻尼环断裂后扫膛,造成定子相间短路,后来发展到三相短路,加上因直流消失,保护不能正确动作,最后5号发电机起火。国内也还有其他大中型电厂发生过同类故障,曾造成机组起火停运。所以转子磁极接头断片是很严重的故障,必须引起高度重视。
4 检查方法
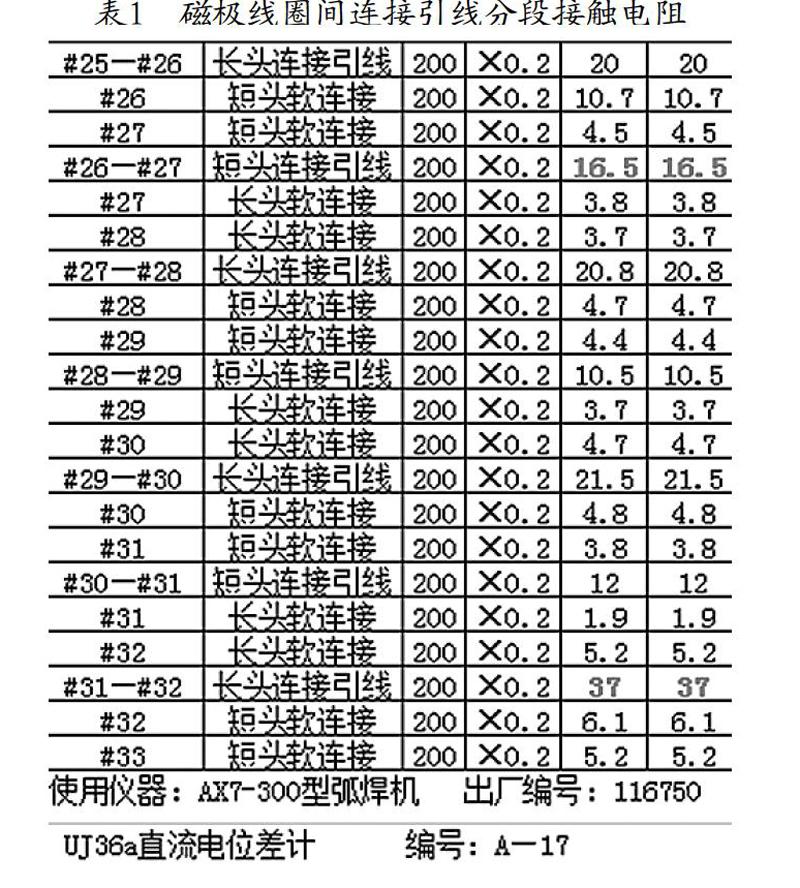
转子磁极接头断片是隐蔽性故障,一般检查手段很难发现此类故障。转子磁极引出连接线使用浸过胶的玻璃丝带包扎,检修停运后也不能直接观察到连接头的状态,只能使用直流电阻测量的方法进行检测。但测量整个转子绕组直流阻数据无法反映单个磁极连接接头的接触状态,因为转子绕组直阻约200多毫欧,而单个磁极连接接头直阻约10微欧,即便单个磁极连接接头直阻增加100倍,对整个转子绕组直阻影响不会超过1%,是在《电力试验预防性规程》允许范围内。在此次6号发电机组大修中,试验人员增加了转子磁极引出接头直流电阻测量试验项目,采取的方法是在每个磁极引出线相同位置上钻孔刺破绝缘,用直流电阻测量仪对转子绕组施加恒定电流,用数字毫伏表在每个磁极接头测量压降,然后比较每个磁极接头直流电阻,对异常值进行比较。表1为该厂6号发电机组转子磁极引线直流电阻:
5 处理方法
拆下断片缺陷的磁极,吊至检修场地,平放在枕木上,按磁极线圈分解工艺将主绝缘、线圈与磁极铁芯脱开,然后处理线圈部分。处理接头时防止导线平面变形过大。清扫干净解开的磁极,用加热装置烫掉接头部分焊锡,用手枪钻头钻开铆钉头,取下旧铆钉,取下原磁极接头。新接头尺寸现场量取制作。换上新的接头,用铆钉铆紧,再采用锡焊。采用此方法将#31磁极拆卸,长头重新更换。拆卸#26、#27磁极,长、短头重新更换,对其他接触电阻偏大的磁极也进行了拆卸,长、短头也进了更换。更换后接头接触电阻经过试验均合格,短接头单个接触电阻不超过2μΩ,长接头单个接触电阻不超过2μΩ。处理后的磁极检查试验均符合要求。
6 采取对策
为了防止转子磁极软连接头断裂,并减少隐患发生和及时发现隐患,根据以上分析可采取如下对策:(1)进行有针对性的重点检查。对于平时机组运行振动大、运行时间久远的机组进行重点关注,在机组检修中应打开绝缘套进行检查,观察连线是否有断裂迹象,材质是否变脆。某厂机组开停机次数统计。(2)机组大修项目要进行转子磁极引出接头、连接引线等部位专项测试。在机组检修的预防性试验中,在转子绕组试验中增加转子磁极引出接头、连接引线等部位的测试。测量磁极之间的直流电阻,进行相互之间的比较,发现数值偏大的部分应立即进行检查。在机组检修时对每个磁极的连接引线进行直流电阻测量,进行横向比较,对于数值偏大的位置应打开绝缘层进行检查,发现有断裂现象的立即进行更换。(3)在机组小修时,对发电机转子部分进行详细检查,检查磁极接头外包绝缘是否有因高温产生的老化情况。(4)发电机转子是一个封闭高速旋转部件,无法对转子采用常规的红外线测温等监测手段,对发电机转子进行温度等的在线监测一直是一个技术难题。随着技术发展,国内部分电厂已采用了转子在线监测装置,我们要关注这方面技术的发展,在适当时机引入技术成熟的产品。(5)合理安排机组运行方式,减少机组开停机频度,避开振动区运行。
7 结语
发电机转子是旋转部件,转子引线、磁极、阻尼环、磁极间连接线在机组运行中受到机械力、电磁力、热力多种力作用,工作条件复杂,又是封闭运行,运行中不能进行有效监测,一旦发生事故,将导致严重后果。对转子磁极连接头断片等转子部件缺陷要引起重视,通过多种手段杜绝事故发生。本文通过该厂6号发电机转子磁极软连接头多片断裂原因分析,叙述了处理方法,提出了加强标准化检修,严格按规定工序作业,确保安装质量;探讨了加强转子磁极引出接头、连接引线等部位专项测试,及时发现异常情况等多项对策,总结了某厂2014年6号发电机组大修的宝贵经验,在发电机组检修工作中可以推广执行。
作者简介:梁燏(1998-),男,湖南益阳人,身份证号:430923199806150812,研究方向:电力系统自动化。
(责任编辑:黄银芳)
猜你喜欢
电子制作(2019年7期)2019-04-25
兰台世界(2017年12期)2017-06-22
大电机技术(2017年3期)2017-06-05
军事文摘(2016年16期)2016-09-13
广西电力(2016年6期)2016-07-10
通信电源技术(2016年5期)2016-03-22
智能建筑电气技术(2015年5期)2015-12-10
电测与仪表(2015年13期)2015-04-09
电测与仪表(2015年2期)2015-04-09
水电站机电技术(2014年6期)2014-09-26
