
包钢薄板厂炼钢计划与时序管理系统开发
2016-03-03 13:36郭凯张晓琳
中国高新技术企业 2015年36期
郭凯 张晓琳

摘要:包钢薄板厂炼钢计划与时序管理系统的控制目标为:按照生产和工艺的要求,对炼钢、精炼、连铸三道工序进行有效的操作与控制、调度与监控,通过计划优化与调度排程方面的信息化建设提高设备作业率和生产效率。具体研究内容包括算法设计、软件设计、接口设计以及现场实施。文章对包钢薄板厂炼钢计划与时序管理系统开发进行了探讨。
关键词:包钢薄板厂;炼钢计划;炼钢-连铸;计划排程;时序控制 文献标识码:A
中图分类号:TP39 文章编号:1009-2374(2015)36-0014-02 DOI:10.13535/j.cnki.11-4406/n.2015.36.006
1 概述
包钢薄板坯连铸连轧工程采用现代成熟CSP技术建设的二机二流薄板坯连铸连轧生产线。转炉-连铸的工艺流程包括两座210吨转炉、一座LF钢包精炼炉和一台两机两流薄板坯连铸机。其产品物流状态就是简单的串连式,而影响产量的瓶颈是精炼→连铸工序生产时序问题。
连铸二级计算机系统可以通过对当前铸速、铸坯规格和钢包中钢水的重量进行实时计算得出目前状态下该连铸机维持不断浇的剩余时间,通过生产经验的积累可以设定钢水从精炼到连铸所需的运输时间,因此上述连个时间之差即为精炼工序所剩余的最大处理时间。同理,再考虑到精炼工序在线处理的钢水重量(两个钢包车)及从转炉到精炼所需的运输时间,又可以计算出转炉工序所剩余的最大处理时间。根据上述原理薄板厂开发出了一个简单的冶炼区域生产时序动态显示系统,如图1所示:
该厂在原有CSP生产线的基础上新增了一条宽厚板生产线,新增了一座LF精炼炉、一座RH炉和一台宽厚板连铸机,使得两座转炉对应两台连铸机。
新增的宽厚板生产线使得两座转炉同时向CSP和宽厚板提供钢水,由于两个生产线的产量不同,大致为1.3∶0.7。薄板厂冶炼区域设备共包括两座转炉、两座精炼炉、一座RH炉,一台CSP连铸机和一台宽厚板连铸机。钢水一般冶炼路径为转炉-精炼(RH)-铸机,由于两台连铸机的产能不同,生产工艺路径复杂,各设备冶炼时间不同,因而会导致调度难度的增加。
2 系统所实现的基本功能
解决这样的问题,关键在于如何按生产和工艺的要求,对复杂工业过程不同工序进行有效的操作与控制、调度与监控。因此综合以上情况薄板厂冶炼区域所要建立的系统,应该是一个具有串接转炉、精炼和连铸工序,可以实现炼钢生产计划编制、调整和炼钢工序间时序信息相互传递等功能的管理信息系统,即《包钢薄板厂炼钢计划与时序管理信息系统》。
通过本课题的研究,在冶炼区域建立起一套集生产计划管理、出钢计划管理、实绩管理、数据管理和系统管理等诸功能于一体的系统,起到冶炼区域的生产组织严密、工序紧凑合理和各工序间信息贯穿的作用,并能够实现下列功能:(1)接收轧钢作业区MES系统下达的板坯连铸生产计划,进行状态管理;(2)详细记录冶炼区域所有工序在生产过程中的各种实绩数据;(3)跟踪各工序每炉钢水的生产状态,包括关键节点的时间数据,可以将各炉次钢水根据设备的工作状态做相应的调整;(4)原则上,下工序L2系统所需要的前工序必要的实绩数据应由前工序L2系统直接传送。考虑到冶炼区域现有个别L2系统的特殊原因,直接传送可能有技术难度,因此本系统对这部分实绩数据负责中转,以确保前后工序衔接;(5)本系统根据收集的生产实绩数据,可以根据生产现场的实际情况生成各类管理
报表。
3 通信功能的实现
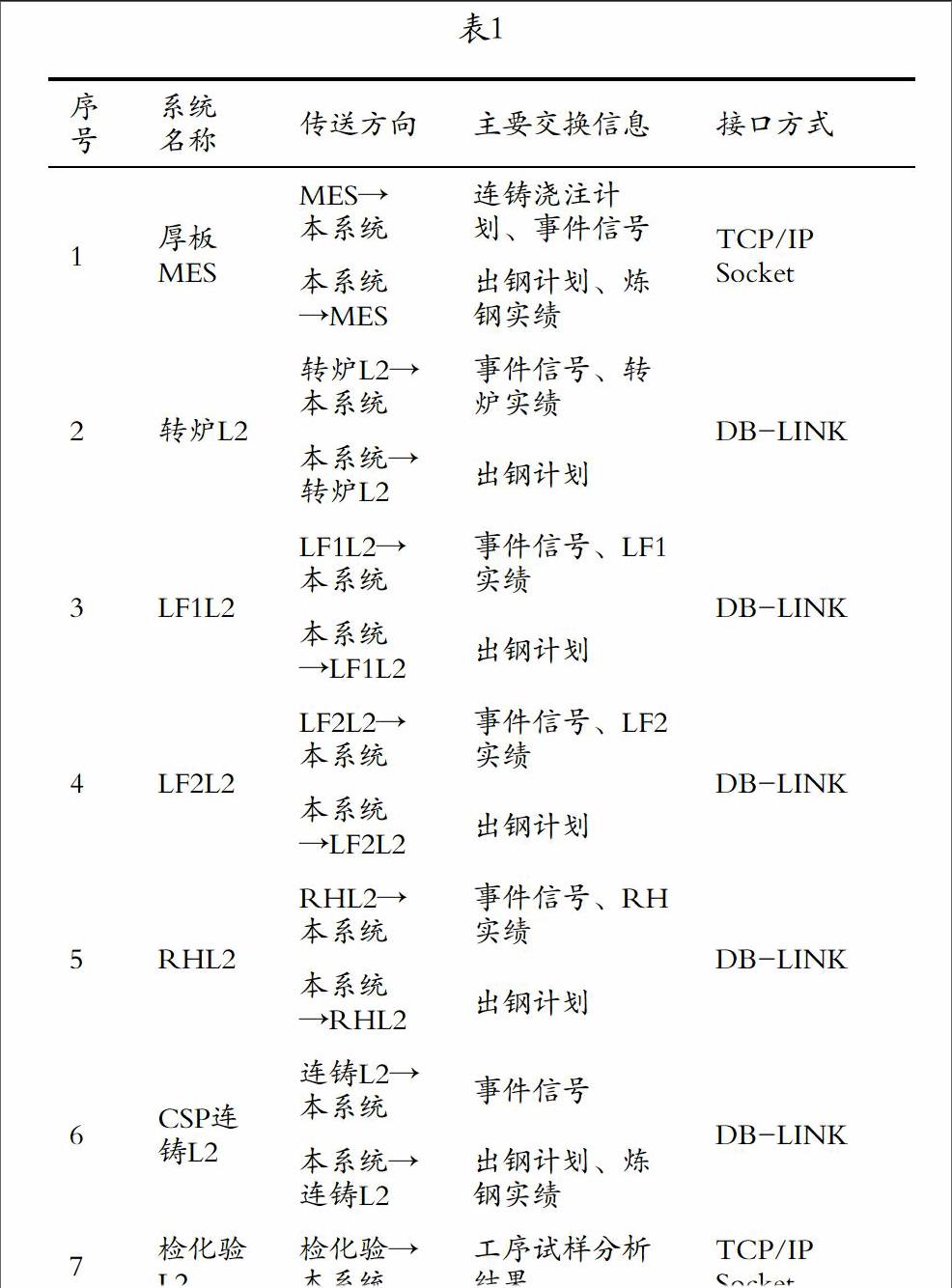
根据本系统的定位和功能需求,炼钢计划排程系统必须与周边系统建立通信接口,以确保功能得以实施。
本系统是在宽厚板MES系统即将投运的基础上考虑构建的,因此本系统的主体设计思想与宽厚板MES系统的主线相吻合。为此,我们对炼钢及CSP区域原有各二级计算机系统的数据交换模式要作适应性调整,以符合生产的总体组织模式,换言之即原有炼钢区域及CSP连铸各二级计算机系统系统的功能和接口均做出了相应的改造。
4 系统功能的实现
程序采用C#语言编写,为了更直观、更简单地给予调度人员或者生产管理人员进度控制指导,系统设计了炼钢-精炼-连铸进度控制一览表,表中仅仅包括当前生产中的钢水,并给出当前生产中的钢水的预期开始时间、预期完成时间、建议路径以及当前铸速的
状态。
由于进度优化系统属于人机交互式,并不能直接参与生产现场的调度,需要操作人员根据排程结果做出判断,调整生产节奏,因而系统仅需要给出生产控制建议。由于浇铸速度不够直观,因而进度控制系统通过计算出的建议最早开工时间、最晚完工时间,在一个范围内给予操作人员决策建议,让操作人员有很大的决策空间。系统的排程特点包括给出建议的冶炼路径、各设备上建议冶炼时间、浇铸最晚结束时间等,进而实现系统的目标,即生产效率最大化的目的。
5 结语
为了高效地跟踪和管理冶炼区域的物流,完善各环节间的信息沟通,并调控好两条下游生产线的生产节奏,设计中的炼钢计划与时序系统,将在薄板厂冶炼区域推行一体化的生产管理,形成规范、有序的生产组织和数据采集、精细的生产计划控制和物料跟踪。借助该系统,生产管理者能够合理地组织钢水供应下游工序并使原L2系统间因缺乏计划和实绩信息沟通而形成生产难以控制的局面彻底改变,也必将为企业创造良好的经济效益。
参考文献
[1] 唐立新.基于智能优化的钢铁生产计划与调度研究
[J].管理学报,2005,2(3).
[2] 厚福英,郭凯,王爱君.包钢薄板厂炼钢计划排程系统的开发与应用[J].包钢科技,2009,1(5).
[3] 郭冬芬,李铁克.基于约束满足方法求解炼钢-连铸生产调度问题[J].信息与控制,2005,34(6).
作者简介:郭凯(1979-),男,内蒙古科技大学信息工程学院在读硕士,内蒙古包钢钢联股份有限公司薄板坯连铸连轧厂工程师,研究方向:生产过程计算机系统的维护和开发。
(责任编辑:周 琼)endprint
猜你喜欢
疯狂英语·初中版(2023年5期)2023-06-01
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年1期)2022-04-19
四川冶金(2021年6期)2021-02-15
中学生数理化·中考版(2020年12期)2021-01-18
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
山东冶金(2019年2期)2019-05-11
中国工运(2018年8期)2018-08-24
上海金属(2016年2期)2016-11-23
