海底电缆软接头导体快速焊接方法
2016-03-01 05:36陈龙啸杨黎明朱智恩
电线电缆 2016年6期
高 凯,陈龙啸,杨黎明,朱智恩
(南京南瑞集团公司(国网电力科学研究院),江苏南京211106)
海底电缆软接头导体快速焊接方法
高 凯,陈龙啸,杨黎明,朱智恩
(南京南瑞集团公司(国网电力科学研究院),江苏南京211106)
介绍了一种海底电缆软接头导体快速焊接方法,其焊接速度快、电阻较小、操作简便,可应用于各种电压级别、不同截面的电力电缆导体焊接,并通过接头电阻、最大拉断力测量和温度仿真手段验证其可靠性。
海底电缆;导体快速焊接;软接头;电阻;强度;温度
0 引 言
目前交联聚乙烯绝缘电力电缆的中间接头一般采用硅橡胶或三元乙丙橡胶材料的预制式接头[1],而海底电缆的工厂接头以及挤出式修补接头采用挤出式模压接头(Extrusion Molded Joint,简称EMJ)[2]。预制式中间接头导体连接一般采用压接或栓接方式,欧美如ABB等企业采用栓接,国内一般采用压接,而EMJ接头一般采用焊接方式,焊接方式主要有整体银钎焊[3]、分层银钎焊[4]、分层氩弧焊[5]等。
导体的整体银钎焊操作简便,但由于焊接过程中长时间对导体加热,温度可达600~1 000℃,对焊接位置附近屏蔽与绝缘性能有较大影响,且焊接处导体完全退火,强度下降明显;而分层银钎焊和分层氩弧焊需分层焊接,焊接接头长度较大,焊接时间较长,操作过程较为繁琐,对焊接工人要求高,而且由于焊接点较多,可能会出现局部焊接不牢的现象。此外由于需先将导体分层处理,焊接时再恢复原样,导致导体表面不平,需多层打磨,致使表面不够光滑圆整。本文受国家电网公司科技项目“高载流量柔性直流电缆绝缘料及电缆系统核心技术研究”(2014320001510110)资助,提出了一种导体快速焊接技术,并通过接头电阻、最大拉断力测量和温度仿真手段验证其可靠性。
1 导体快速焊接
1.1 快速焊接方法
金属焊接主要有熔化焊、压力焊、钎焊等三大类。熔化焊包括电弧焊、气焊、氩弧焊、电子束焊、激光焊等;压力焊包括电阻焊、摩擦焊、超声波焊、冷压焊、爆炸焊等;钎焊包括硬钎焊和软钎焊两大类。
电工铜焊接存在难熔合、易氧化、易产生气孔和裂纹等问题。由于铜导热性好,焊接时母材难以局部熔化。铜高温时易氧化,氧化生成的氧化亚铜和铜形成低熔点共晶物,导致焊接接头机械性能降低。铜液可溶解大量氢气,随着温度的降低,溶解度下降,铜焊缝的凝固速度较快,氢来不及逸出便要形成扩散气孔。高温时铜与氧亲和力较大而形成Cu2O,在1 200℃以上可溶于液态铜中,低于1 200℃便要游离出来,与氢发生如下反应:

所形成的水蒸气不溶于液态铜,若来不及逸出也会形成气孔,这就是反应气孔。铜的线膨胀系数较大,液态铜冷却过程中产生较大内应力,而且焊接过程中产生低熔点共晶物、气孔以及其他杂质导致接头易出现裂纹[6]。因此,铜导体焊接宜采用热量集中的焊接方式,为避免铜氧化,建议使用气体保护。
通过综合分析发现,钨极氩弧焊具有能量集中,局部可达3000℃,变形与应力较小,电弧稳定,惰性气体对熔池保护效果好,焊缝质量高等特点,因此最终采用钨极氩弧焊[7]。
1.2 材料与设备
1.2.1 焊接材料
钨极氩弧焊的焊接材料主要是钨极、Ar气、焊丝。钨极具有电流容量大、损耗小,引弧和稳弧性好等特点,常用的钨极有纯钨极、钍钨极、铈钨极等三种,其中铈钨极WCe20最好。氩气为无色、无味的惰性气体,与金属反应,也不溶于金属,Ar比空气重25%,使用时气流不易漂浮散,纯度应≥99.99%。焊丝应选用与铜的化学成分或力学性能相当的材料,为确保焊接接头电阻较小,选择银铜合金焊条。
1.2.2 钨极氩弧焊设备
手工钨极氩弧焊设备包括焊机、焊枪、供气系统、冷却系统、控制系统等。焊机需包含引燃电弧高频振荡器和保证重复引燃电弧,并稳弧的脉冲稳弧器。由于焊接电流较大,选择水冷式焊枪[9]。
1.3 操作步骤
将紧压圆形铜导体的A、B端部,见图1,分别沿竖直中心线向两侧切割或打磨,A和B端部的端面均呈锥形,且沿竖直中心面对称,各端面的锥角为60°~90°之间。如有导体阻水,应先除去导体阻水材料,用钢丝刷刷去铜表面的氧化膜,然后用无水乙醇分别清洗A、B端部的端面,并在焊接处附近通冷却水对导体降温,在A、B端部采用氩弧银焊竖焊,选择银铜合金焊条,氩弧焊机,焊接电流为100~200 A,氩气纯度为99.99%,焊接接头长度为2~5 cm,接头仅需一次焊接即可完成。根据焊接导体截面不同,该焊接方法仅需约1 h,较常规分层焊接所需一天时间,大大缩短。冷却至室温后,用角磨机打磨焊接接头,使外径与原始导体一致,表面光洁[10]。

图1 导体焊接预处理示意图
2 试验验证
以最高工作温度90℃、±200 kV 1×1 000mm2柔性直流海底电缆结构为基础[11],绝缘线芯结构参数如表1所示,柔直海缆工厂接头结构如图2所示。

表1 ±200 kV 1×1 000 mm2柔直海缆电缆绝缘线芯结构尺寸表

图2 柔直海缆电缆软接头结构示意图
由于海底电缆导体均为紧压圆形导体,因此我们分别选取6根1.5 m的1 000 mm2紧压圆形铜导体和0.5 m的500 mm2紧压圆形铜导体,并分别将其中的三根用往复锯截为等长的两截,按照焊接工艺焊接。
2.1 导体直流电阻
将3根未焊接的1 000 mm2紧压圆形铜导体和3根焊接的1 000mm2导体试样置于20℃恒温试验室内24 h,使之达到温度平衡后,用数字电桥分别测量1 m焊接导体和原始导体的直流电阻。
2.2 导体焊接接头拉断力
室温下,用万能试验机分别测量各3根500 mm2的原始导体和焊接导体的最大拉断力,如图3,并计算其抗拉强度,测量前所有导体两端都要进行处理。

图3 焊接导体最大拉断力试验
2.3 导体焊接温度仿真
根据IEC 60287中载流量计算公式,计算出电缆的额定载流量I为:

式中:Δθ为导体与外界环境的温度差;R为最高运行温度下导体单位长度直流电阻值;T1为绝缘热阻;T2为PE内护套的热阻;T3为外被层热阻;T4为外部热阻。
用Comsol仿真软件对导体焊接温度进行仿真。步骤如下:添加二维轴对称模型,分别定义铜导体和柔直电缆绝缘料两种材料属性,导体一端施加额定电流,另一端接地,定义环境温度为20℃,传热系数为3.4W/m2·K,对模型进行剖分,并计算得到电缆中温度分布情况云图。
3 结果与讨论
3.1 焊接导体直流电阻
在20℃下,分别测量3根电缆原始导体和快速焊焊接导体1 m的直流电阻,结果如表2所示。焊接导体与原始导体的直流电阻比,如图4所示。
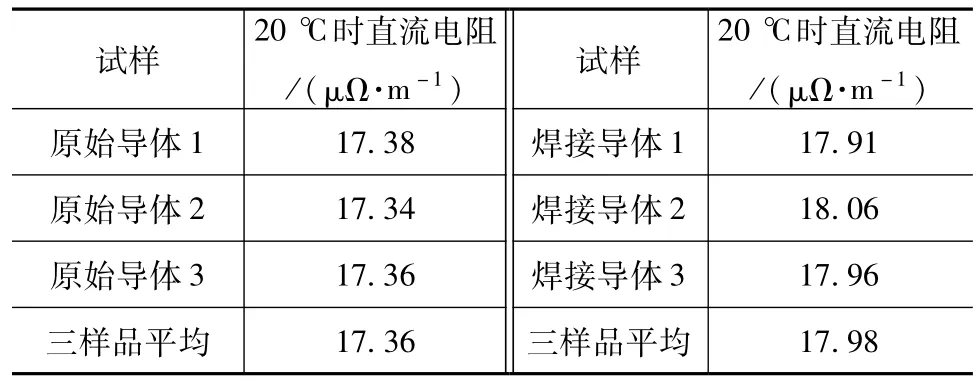
表2 电缆导体直流电阻
从表2可以看出,焊接导体直流电阻测量数据平均为17.98μΩ/m,较原始导体直流电阻平均值17.36μΩ/m稍大,而且焊接导体直流电阻测量数据较为接近,数据波动较小,焊接导体直流电阻稳定性较高。
从图4可以看出,海缆软接头导体快速焊接接头的直流电阻比电缆原始导体增加约4%,电阻增加较小。

图4 焊接导体与原始导体直流电阻比较
3.2 焊接接头最大拉断力
在室温下,用万能试验机分别测量导体截面为500 mm2的原始导体和焊接导体各3根的拉断力,并计算其抗拉强度。
表3为导体焊接接头最大拉断力。从表3可以看出,焊接导体平均最大拉断力为112.7 kN,较原始导体平均拉断力115.8 kN下降3.1 kN,即下降2.7%,降低幅度较小。

表3 导体焊接接头最大拉断力
3.3 海缆软接头温度仿真
经测量,导体焊接接头长度为3 cm,根据表2数据可以得出,焊接接头电阻约为原始导体电阻的2倍。因此仿真时定义接头电阻率为原始导体的2倍。
图5a是软接头温度分布,深色部分为导体,导体中间两个矩形为焊接接头,导体右边为绝缘部分,绝缘厚度为15 mm,仿真电流为额定载流量,1 424 A。在该条件下,导体最高温度为90.3℃,绝缘的最高温度也为90.3℃,绝缘最外层温度为78.6℃。图5b为软接头焊接导体轴向温度分布,导体中间的接头处温度最高,为90.28℃,而导体接头两边的本体最高温度为90℃。可见该焊接方法焊接的接头在额定载流量条件下,最高温度仅提高0.3℃。
CIGRE TB496规定,预鉴定试验中长期电压试验要求试验回路中导体温度应不低于Tc,max(电缆设计的导体最高运行温度)[11]。GB/T 22078—2008要求预鉴定试验中的热循环电压试验在导体温度为90~95℃条件下进行[12]。因此,该种焊接方法的软接头导致的温度升高仅为0.3℃,对绝缘的影响几乎可以忽略,对电缆长期稳定运行影响也不大。
4 结 论
(1)本文提出的导体等径焊接方法,接头一次焊接即可完成,焊接速度快,接头长度仅为2~5 cm,接头结构紧凑、可操作性高,可用于各种电压级别、不同截面的交直流电力电缆的导体焊接,特别适用于海底电缆软接头和挤出型修补接头的导体焊接。
(2)导体快速焊接接头的电阻增加较小,最大拉断力降低幅度较低,并且由此引起的温升较小,其对绝缘温度的影响几乎可以忽略,满足要求。

图5 软接头温度分布
[1] 张雅春,赵志强,周长城,等.硅橡胶在高压电缆附件中的应用[J].有机硅材料,2013,27(5):365-367.
[2] SATORU M,NOBORU I,MICHIHIROS,etal.Developmentof a 500kV DC XLPE cable system[J].Furukawa Review,2004(25):47-51.
[3] 祁登权,姜黎黎,刘洋洋.电缆导体接头技术探讨[J].科技致富向导,2014(35):124.
[4] 周厚强.含软接头的220 kV光纤复合海底电缆的研制[J].电线电缆,2012(6):4-7.
[5] 张建民,谢书鸿,薛建凌.大长度220 kV光纤复合海底电力电缆的开发[C]//全国第九次电力电缆运行经验交流会论文集,上海:中国电力科学研究院,2012.
[6] 孔祥明,胡广林,熊爱华.纯铜导体的TIG焊接工艺[J].长江大学学报(自然版)理工卷,2007,4(4):108.
[7] 王知.高强高导铜合金的焊接性能研究[D].合肥:合肥工业大学,2010:5-8.
[8] 孙景荣.氩弧焊技术入门与提高[M].北京:化学工业出版社,2008:23-58.
[9] 南京南瑞集团公司.一种用于全规格电缆导体的高强度等外径整体焊接方法[P].中国专利:CN201510112235.4,2015-06-17.
[10] 杨黎明,朱智恩,杨荣凯,等.柔性直流电缆绝缘料及电缆结构设计[J].电力系统自动化,2013,37(15):117-124.
[11] TB 496—2012 Recommendations for testing DC extruded cable systems for power transmission at a rated voltage up to 500 kV[S].
[12] GB/T 22078.1—2008 额定电压500 kV(Um=550 kV)交联聚乙烯绝缘电力电缆及其附件第1部分:试验方法和要求[S].
A Conductor W elding M ethod Applied to Soft Joint of Submarine Cable
GAO Kai,CHEN Long-xiao,YANG Li-ming,ZHU Zhi-en
(NARIGroup Corporation(State Grid Electric Power Research Institute),Nanjing 211106,China)
This paper introduces a conductorweldingmethod applied to soft jointof submarine cable,which also can applies to conductor welding of all kinds of voltage and section cables.Thismethod is rapid,efficient,and easy and simple to handle,while thewelded jointhas low resistance.Thisweldingmethod was tested bymeasuring resistance,strength,and simulating temperature of joints applied thismethod by the Comsol.
submarine cable;rapid conductor weldingmethod;soft joint;resistance;strength;temperature
TM722;TM247
:A
:1672-6901(2016)06-0014-04
2016-05-19
高 凯(1985-),男,硕士研究生.
作者地址:江苏南京市江宁区诚信大道19号[211106].
猜你喜欢
兰州理工大学学报(2022年1期)2022-03-05
湖北农机化(2020年4期)2020-07-24
石油化工建设(2019年6期)2020-01-16
机械制造文摘(焊接分册)(2018年3期)2018-08-08
科学与财富(2017年35期)2018-01-29
制造技术与机床(2017年3期)2017-06-23
海峡科技与产业(2017年2期)2017-03-22
电子制作(2017年19期)2017-02-02
新乡学院学报(2016年6期)2016-12-01
科技创新导报(2016年9期)2016-05-14