
滚切式双边剪交流变频传动系统设计研究
2016-02-23 02:24冯展国
电气自动化 2016年6期
冯展国
(宝钢工程技术集团有限公司,上海 201999)
滚切式双边剪交流变频传动系统设计研究
冯展国
(宝钢工程技术集团有限公司,上海 201999)
通过介绍宝钢集团八一钢铁公司滚切式双边剪传动系统的组成,阐述了SIMOVERT MASTERDRIVES 6SE70变频调速装置的硬件组态、参数设置以及通讯功能的实现。介绍了多电机传动系统结构、矢量控制原理,以及利用DriveMonitor软件对传动进行配置和调试的方法。实践证明,该多电机传动系统功能强大,控制精度高,响应速度快,具备良好的性能,维护调试方便,是理想的传动控制系统。
6SE70;多电机传动;矢量控制;DriveMonitor;SIMOLINK
0 引 言
某集团2011年装备了一套滚切式双边剪[1-2],替代原有摆切式双边剪[3],用于中厚板的宽度定尺、碎边收集等精整处理。从功能上分类,可分为主剪、夹送辊、碎边导卫、碎边剪、剪刃间隙调整及更换、激光划线、磁力对中、液压站、稀油站等子系统。为了确保钢板剪切效率和效果,八台夹送辊和两台主剪的控制为机组的核心部分,通过采用德国西门子交流变频多电机传动装置,利用Profibus现场总线和SIMOLINK技术,设计了一套成熟稳定高效的传动控制系统,达到了满意的驱动性能。
滚切式双边剪代替了摆切式双边剪和人工定尺切割焊机对钢板切边的模式。某中厚板厂滚切式双边剪主剪和夹送辊选用Siemens公司的6SE70型多电机传动(Multi Drive)整流变频装置。6SE70变频器采用脉宽调制方式,结合矢量控制技术,能够精确控制普通交流电动机的速度和转矩,并能最大程度发挥电动机的设计能力。
1 系统组成
1.1 传动定位
6SE70变频器按照适用电动机类型不同分为VC(矢量控制)和MC(运动控制)两种,VC用于标准/紧凑感应电动机、磁阻电动机、部分同步电机,MC用于同步伺服电动机、异步伺服电动机、标准感应电动机。本系统属于VC,可以覆盖2.2 kW~6 000 kW功率输出范围,按照电压等级不同,和功率的对应关系如表1(频率50 Hz/60 Hz±6%)。通过选取660 VAC~690 VAC电压等级,相同的功率下可降低电流,减少线损,同时更高电压等级的电动机体积更小,便于布置。6SE70 VC装置功率范围和电压等级对应关系如表1所示。

表1 6SE70 VC装置功率范围和电压等级对应关系
1.2 传动系统具体构成及说明
双边剪传动控制采用多电机传动,是一种使用公共直流母排的工业传动形式。由整流单元、逆变单元、控制单元组成。双边剪多电机传动系统结构如图1所示。
1) 整流/逆变单元
SIMOVERT MASTERDRIVES 整流器有两种,一种为直流母线电压不可调的R/R型,回馈电网时断电会击穿整流回馈单元,另外一种是直流母线电压可调型(AFE),可以在100%~200%额定电压范围内调节,电流曲线为正弦波,无谐波污染,在回馈方式和电源断电的情况下不会出现逆变颠覆。受限于成本,采用了第1种整流单元,并配备制动单元,通过PLC自动化系统检测母线电压,一旦电压超过设定保护值,即刻切断电源保护设备。在调试过程中参数设定未优化,加之夹送辊的加减速及其剧烈快速,在高速剪切时对直流母线冲击超限屡有发生。

图1 双边剪多电机传动系统结构
6SE70整流/回馈单元均可四象限运行,具有灵活多变的系统配置方案:有三相交流供电的变频器用于单电动机传动方式(可实现成组传动和单机传动);也有公共直流母线系统的多逆变器结构,实现能量均衡,更可使能量回馈到电网。
2)传动控制单元
每个逆变器带一个传动控制主板CUVC(实现自动优化、多种控制功能、复杂的诊断、限幅控制等)、工艺板(T300/T400,可实现同步、卷曲、定位、多电动机驱动和其他特殊控制任务)、通讯板,以及可选I/O板(可扩展EB1/EB2)、现场总线通讯板CPB2、编码器接口模块SBP/SBM/SBR、SIMOLINK通讯模块SLB等。PMU控制面板接口使用专用电缆可与OP1S控制盘连接,PMU和
OP1S利用该控制盘可以对逆变器进行调试、参数设定、故障复位和实际值显示等功能。OP1S界面更友好,可存储8套逆变器参数,功能更强大。
3) 基于SIMOLINK网的主从控制
如图2所示,SIMOLINK光纤网用于数据传输,每个站点的作用如同信号放大器,从传输方式上分为“主从”方式和“点到点”方式,“主从”方式需要SIMADYN或SIMATIC S7作为主站管理数据报文,我们在双边剪系统中采用了“点到点”方式,四台主剪、入口四台夹送辊、出口四台夹送辊分别组成4个SIMOLINK网,网内的四个传动装置物理上完全对等,可根据需要在逻辑上定义一个为发送器,管理控制全部报文数据,其余三台定义为收发器,做到一主三从,实现四台电动机的同步运行。本系统中所有整流器、逆变器均配置CPB2通讯卡,通过Profibus-DP通讯电缆连接到SIMATIC S7的Profibus-DP通讯卡(CP443-5EXT)上,传动调试工程师站或者PCS7站通过SIMATIC 416-2 DP 处理器进行访问。
DP网络站号说明:0:S7-400主机架,配置CPU和通讯卡件;DP mastersystem(4)的8/9/15/17:机组控制需要的ET200M远程IO站;DP master system(4)的11~14/18~21:为电动机旋转轴配置的绝对值编码器,把数据采集到PLC中用于控制,另外每个电动机还配有增量型编码器直接接入传动装置作为闭环控制反馈;DP master system(5)的20/21:整流单元;DP master system(5)的8~19:夹送辊和主剪传动;DP master system(5)的22:剪房移动传动。

图2 双边剪传动及自动化硬件配置示意图
4)矢量控制(VC)原理及其同直接转矩控制(DTC)比较
矢量控制基本原理是通过测量和控制异步电动机定子电流矢量,根据磁场定向原理分别对异步电动机的励磁电流和转矩电流进行控制,从而达到控制异步电动机转矩的目的。具体是将异步电动机的定子电流矢量分解为产生磁场的电流分量(励磁电流)和产生转矩的电流分量(转矩电流)加以分别控制,并同时控制两个分量的幅值和相位。矢量控制方式又有基于转差频率控制的矢量控制方式、无速度传感器矢量控制方式和有速度传感器的矢量控制方式等。6SE70具备异步电动机参数自动检测、自动辨识、自适应功能,这样在电动机正常运转之前根据辨识结果调整算法中得有关参数,从而对普通的异步电动机进行有效的矢量控制。对比直接转矩控制(DTC)控制方法,DTC在控制模型上不需要旋转坐标变换,在静止坐标系上控制转矩和磁链,转矩响应快,但DTC控制变频器的稳态指标要比VC差。
1.3 主要电动机参数
主剪电动机采用国内某电动机厂生产电动机,额定功率475 kW,额定电压AC690,额定转速990 r/min,基频50 Hz,最大转矩为2.5倍额定转矩,工作制S1,防护等级IP54,绝缘等级F级,冷却方式IC414(带冷却风机,强迫风冷)最低使用频率2.5 Hz,允许2.25倍20 s过载。接线盒位于电动机上部,出口方向2左2右。电动机配编码器。电动机绕组带3个Pt100传感器。
夹送辊电动机采用西门子产品,型号:1LG63136AA61-Z 订货代码:H78 参数:(6) 400 VD/690 VY,50 Hz;Pe=90 kW;ne=990 r/min;Tn=868 N·m;Ie=160 A/92.75 A;制动转矩2.9 N·m;起动转矩2.7;效率95.3%;功率因数0.85;IP55;IC411。 接线盒位于电动机侧面,4左4右。电动机带编码器-1024 轴套型16 mm,1024脉冲,推挽输出。
2 使用DriveMonitor软件对传动系统进行调试
在DriveMonitor中输入电机的基本参数,使用动态辨识或者静态辨识,对6SE70变频装置的参数进行优化,并通过Trace(跟踪)功能对电动机运行时状态进行监控,根据实际需求对参数进行微调满足生产的需要。我们对夹送辊传动装置进行微调后,得到图3所示曲线,从图中看出,速度曲线规则平滑,反应到实际生产效果上也得到印证。电流和转矩为实现速度控制,曲线有着剧烈的波动,这种极端情况下,6SE70变频装置运行平稳,证明了其可靠性。
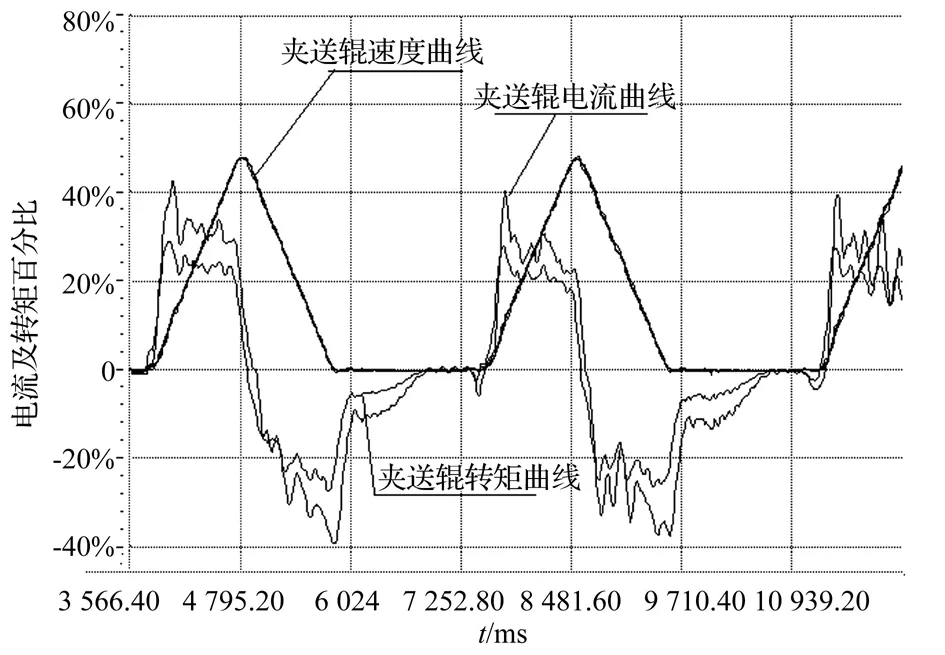
图3 夹送辊运行状态记录曲线
对于双边剪夹送辊同步性这一关键性问题,普遍设计采用总线通讯来实现[4~7],如济钢双边剪电气同步采用6RA70直溜装置间的RS485串行接口进行主从通讯的方式[8],但是在每分钟剪切28次,每次剪切1 300毫米长度时,偶会出现钢板跑偏现象。宝钢厚板部刘飞等人从传动控制方面进行了研究,提出一种优化措施[9],宝钢工程的吴多智对该问题进行了研究,提出了一种初步的机械调整解决方案[10]。
3 本传动系统同国内同类设备的对比
通过分析研究国内滚切式双边剪的装备水平,传动装置部分相当一部分采用直流传动[11],直流电动机存在需要定期更换电刷的特点,增加了维护量。近年建造的双边剪开始采用交流传动,有条件的还配备了PDA(数据采集分析)系统[12]
传动及自动化控制部分,济钢中厚板厂有西门子方案采用两套S7-400(分别为工艺PLC和传动PLC)的控制方式[13],也有罗克韦尔Logix5000系统的控制方式[14];对于夹送辊速度主令控制,有的采用了FM458专用处理器模块[15]。
就传动和控制系统来说,选取并比较国内几台知名双边剪,具体如表2所示。
通过分析可知,本传动系统采用良好维护性的交流变频传动,在拥有媲美直流传动功能效果的同时减少了维护量,同时通过采用690 VAC的电压等级,在低压交流传动系统中属于顶级配置,实际使用中体现了优良的机械电气性能,加之八一钢铁滚切式双边剪采用高效的PLC程序和精简的硬件,不但保证了自动化控制水平,还维持了较高的可维护性和效费比。使得八一钢铁双边剪的整体电气控制水平属于国内顶级水平,为后续的滚切式双边剪工程项目提供了一个极好的样板。
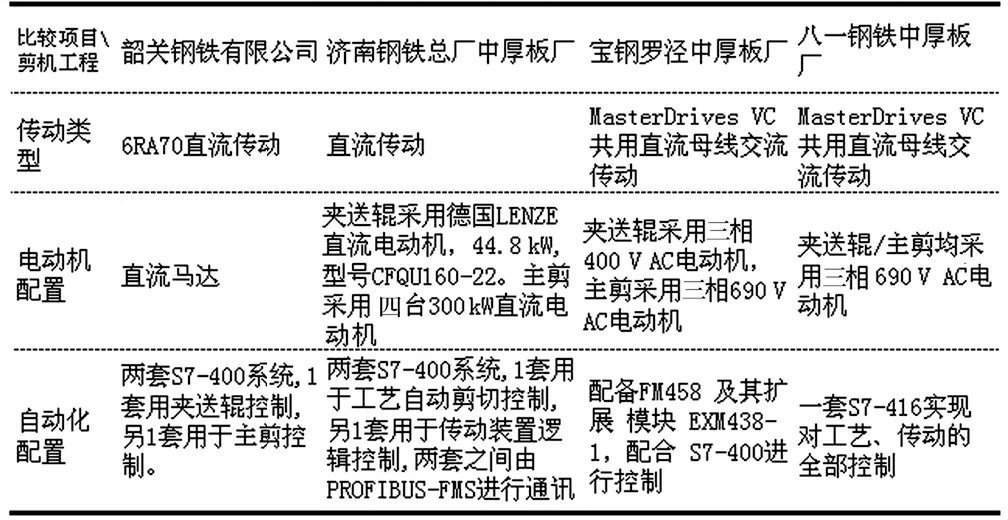
表2 同国内主要滚切式双边剪传动水平对比
4 结束语
6SE70变频装置的矢量控制方法理论成熟,控制效果显著,且因其高可靠性的设计,实际应用中故障率极低,达到了变频装置的性能高峰。作为继任的S120系列变频装置,主要在通讯和软件接口上做了更新,同时在架构上作了优化,比如设置独立的控制单元等,降低了生产成本。但是S120变频装置未能在控制理论和控制效果上超越6SE70,但凭借西门子公司的大力推广政策,目前在新项目中已逐渐取代6SE70变频装置。
在本项目中我们在电动机的选择上作了大胆尝试,四台主剪电动机采用了国内某电机厂产品,使用中从未出现故障,功能达到要求。对于8台夹送辊电动机在设计时考虑到较高的响应控制要求,为稳妥起见采用了捷克生产的西门子电动机,计划未来还是要在夹送辊电动机选型方面和国内厂家协作,用国内产品替代进口品来降低成本和备件获得难度。
出于投资限制,本系统采用了共计6组的200 kW的制动单元加制动电阻,未使用能量回馈单元,这种设计对剪机本身功能影响不大,但显然不符合环保节能要求,剪机工作时启动停止极其频繁,制动能量有相当一部分白白消耗掉,这也显示了当时的设计局限性,以后将对这方面进行建模分析,对节省的电能做出量化估计,为可能的技术改造提供理论支持。另外传动设计时未对在考虑变频装置距离电动机连接电缆长度在100米左右的情况下,为提高电动机响应速度,未设置出线电抗器和出线滤波器,在调试和试生产时发生了两次电动机(不同的夹送辊电动机)被击穿烧毁的状况,虽然在乌鲁木齐当地维修厂进行了维修复原,但这对调试生产却造成了一定的影响。为了解决这个问题,在不更换电动机和变频装置情况下,在逆变器和电动机之间增加了出线电抗器,到目前未出现该类击穿事故。这也显示出在电动机绝缘成本和响应速度匹配上要做取舍或统筹考虑。作为进一步研究,未来应对变频装置输出波形对电动机绝缘冲击程度进行定量研究,确定电动机的绝缘水平,从而合理确定设备成本和性能之间的平衡。
[1] 苗劲蓬.PCS7在滚切式双边剪控制系统中的运用[J].电子世界, 2012,34(2):23-25.
[2] 冯展国.滚切式双边剪的自动化控制[J].冶金设备, 2014,36(5):35-38.
[3] 李伟波.中厚板摆切式双边剪控制要点[J].新疆钢铁, 2011, 17(2):52-54.
[4] 付智贤,宋志良.基于Profibus-DP的双边剪夹送辊控制系统[J].可编程控制器与工厂自动化, 2006,12(11):71-74,62.
[5] 李致富,周国荣,魏伟.基于现场总线的分布式双边剪夹送辊监控系统[J].计算机测量与控制, 2006, 14(3):333-334,342.
[6] 宁玉珊,陈章泉,罗庚兴.双边剪夹送辊全数字直流调速装置通讯设计及实现[J].南方金属, 2007, 28(3):18-21.
[7] 徐冰,王春泉,颜世康.西门子现场总线在中板精整设备中的应用[J].网络与信息, 2008,22(7):28-29.
[8] 孙清泉,孙德宏,郭靖.济钢双边剪夹送辊的同步性控制系统与应用[J].轧钢,2002,19(5):46-47.
[9] 刘飞.宽厚板双边剪夹送辊同步控制研究及优化[J].轧钢,2012,29(2):52-55.
[10] 吴多智.中厚板滚切式双边剪夹送辊的楔形块调整机构设计[J].冶金设备,2012,34(6):38-41.
[11] 李晓辉.公共直流母线在双边剪系统中的应用[J].电子世界,2013,35(10):45.
[12] 孙金柱,孙伟.PLC在双边剪控制系统中的应用[J].科技资讯, 2009,6(9):82.84.
[13] 孙清泉,刘广友.PLC在济钢双边剪工艺过程控制中的应用[J].山东冶金, 2002, 24(4):36-37
[14] 周涛,李晓虎,段文宇,等.Rockwell自动化技术在中厚板双边剪控制系统中的应用[J].电工技术,2012,33(5):48-50
[15] 马燕鹰,曾远.西门子FM458在中厚板剪切控制系统中的应用[J].冶金自动化, 2010,35(增2):538-541
Design & Development of AC Frequency Conversion Transmission System for Roll-cut & Doubled-edge Trimming Shears
Feng Zhanguo
(Baosteel Engineering & Technology Group Co., Ltd., Shanghai 201999, China)
By introducing the composition of the transmission system for roll-cut double-edge trimming shear in Bayi Iron & Steel Company of Baosteel Group this paper sets forth the hardware configuration, parameter setting and communication features achieved in SIMOVERT MASTERDRIVES 6SE70 frequency control device. It gives an introduction on the structure of multi-motor drive system, vector control principle and configuration and commissioning method for the drives by use of DriveMonitor software. Practice has proved that the multi-motor drive system is an ideal drive control system featuring powerful functions, high control accuracy, fast response speed, good performance, and easy maintenance & commissioning.
6SE70;multi-motor drive;vector control;DriveMonitor;SIMOLINK
10.3969/j.issn.1000-3886.2016.06.003
TM921.51
A
1000-3886(2016)06-0008-03
冯展国(1979-),男,山东五莲人,毕业于北京科技大学,硕士,高级工程师,主要从事工厂电气、电气传动和自动化技术的应用、研究工作。
猜你喜欢
中国造纸(2022年8期)2022-11-24
青少年科技博览(中学版)(2022年1期)2022-03-28
一重技术(2021年5期)2022-01-18
防爆电机(2020年5期)2020-12-14
防爆电机(2020年4期)2020-12-14
电子制作(2018年10期)2018-08-04
中国资源综合利用(2017年4期)2018-01-22
电子制作(2017年7期)2017-06-05
智富时代(2017年4期)2017-04-27
智富时代(2017年4期)2017-04-27
