
基于AS的旋转式注塑机模具控制
2016-02-20 06:06:13许成琳袁全能
自动化与信息工程 2016年6期
许成琳 袁全能
基于AS的旋转式注塑机模具控制
许成琳 袁全能
(东华机械有限公司)
利用含旋转结构的模具代替转盘实现多物料产品生产,是目前小型注塑机的重要需求之一。在分析内旋转模具工作机理和控制要求的基础上,提炼控制过程中的运动互锁、状态—运动锁定方程;利用限位开关延时监测托盘、回盘、转盘的到位状态,采用Automation Studio软件平台编写非标模具动作要求。经试验:整个生产周期仅需4.1 s,合格品率达100%,可实现安全、可靠、高效的注塑机内旋转模具控制。
注塑机;模具控制
0 前言
典型注塑机需要配合多工位转盘实现2种乃至多种不同组分塑料原材料送入模具内部[1],从而制备生产多色产品[2]。目前,部分注塑机使用内含旋转结构的模具[3],这种注塑机利用型芯实现模具的内部旋转,不需外配转盘,达到多组分产品的制备[4]。基于注塑机控制程序开发内旋转式模具控制程序,并利用Automation Studio软件平台,编写非标模具控制程序。
1 内旋转模具工作机理及控制需求
注塑机内旋转模具3D模型如图1所示,可以看出前、后模正前方分别设置1组驱动托盘和回盘的油缸;前、后模正下方分别设置1组驱动内转盘旋转的油缸;成型产品处有顶针,在产品成型后将产品顶落。
内旋模具工作流程:开模→开模到位→顶针退→顶针退到位→前后模托盘→托盘到位→转盘左转→左转到位→前后模回盘→回盘到位→合模→注射(主副)→开模→开模到位→顶针前→顶针退到位→前后模托盘→托盘到位→转盘右转→右转到位→前后模回盘→回盘到位→合模→循环执行。主要控制的动作有合模、分模、托盘、回盘、旋转和顶针等。为保证内旋转模具运行的可靠性,在托盘、回盘、转盘和顶针4个动作之间应设计互锁条件:
1)托盘、回盘、转盘和顶针动作必须独立进行,不可同时进行;
2)托盘未到位,不可以转盘;
3)转盘未到位,不可以回盘;
4)回盘未到位,不可以顶针;
5)回盘到位,不可以转盘;
6)顶针未到位,不可以托盘、转盘。
其中,托盘和回盘到位使用限位开关或延时检测;转盘旋转到位使用限位开关检测;顶针到位使用限位开关或电子尺检测。
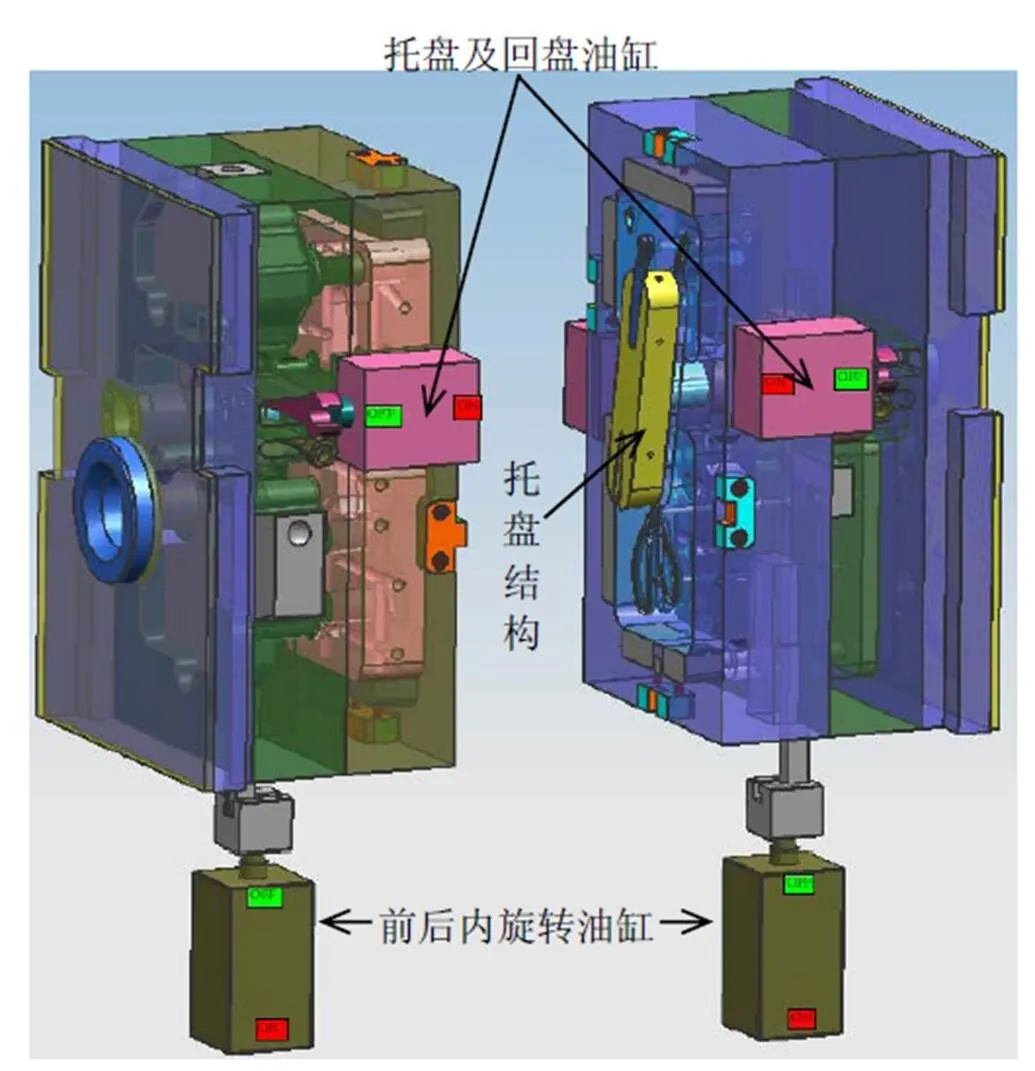
图1 注塑机内旋转模具3D模型
在注塑机运行状态下,必须满足互锁条件:
其中,式(1)为动作互锁控制方程,实现托盘、转盘、回盘和顶针4个动作互锁;式(2)为状态—动作锁定控制方程,实现2)~6)的锁定条件。
表1为主要控制动作状态与检测方法表。
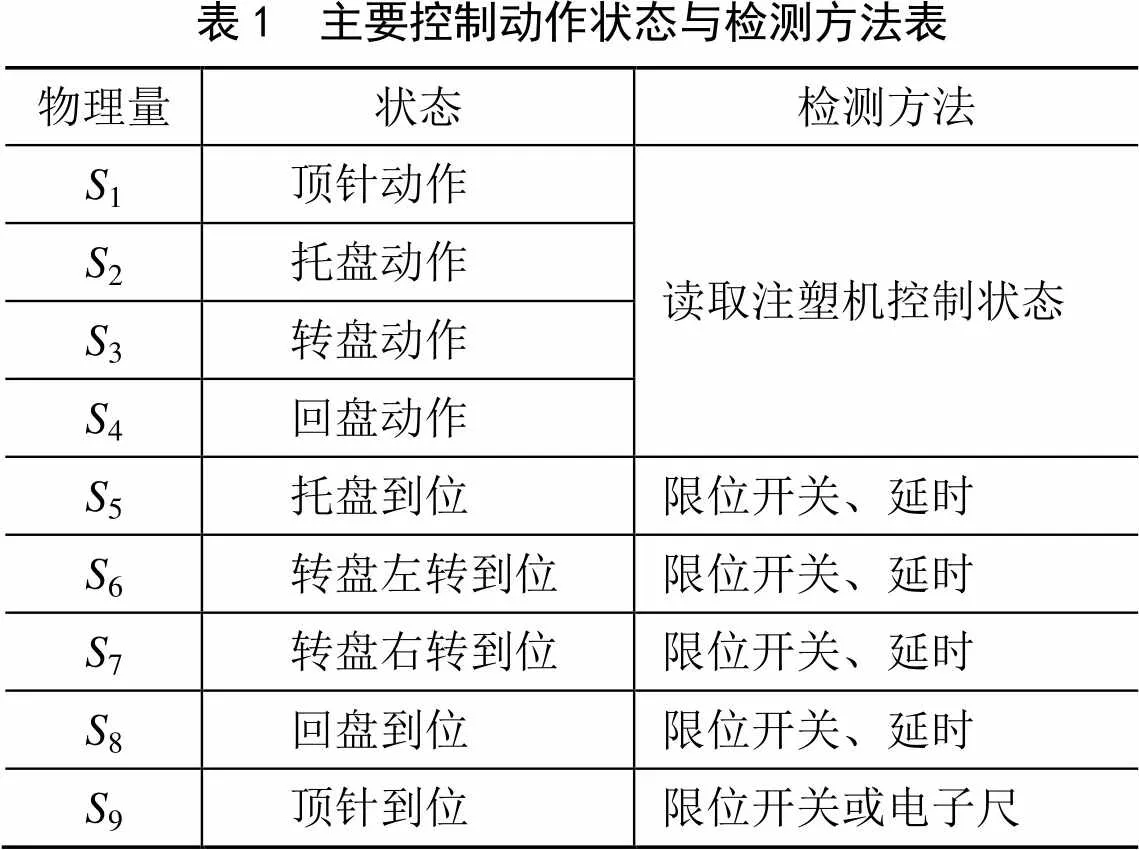
表1 主要控制动作状态与检测方法表 物理量状态检测方法 S1顶针动作读取注塑机控制状态 S2托盘动作 S3转盘动作 S4回盘动作 S5托盘到位限位开关、延时 S6转盘左转到位限位开关、延时 S7转盘右转到位限位开关、延时 S8回盘到位限位开关、延时 S9顶针到位限位开关或电子尺
2 内旋转模具控制程序设计
Automation Studio是集成化的软件开发环境,其中包含所有项目阶段需要的工具。控制器、驱动器、通信和显示都可以在一个环境中完成配置。所有语言都能访问相同的数据类型,并使用相同的库和变量,减少了集成时间和维护成本。
2.1 步进模式软件
由于操作面板上的按键资源有限,所以将托盘和左右转盘使用2个按键控制。按下时分别令=0或1。当=0时要执行转盘动作;当=1时要执行托盘或回盘动作。使用脉冲信号可避免多次执行动作程序。
转盘左转且没有其他动作时,自锁执行转盘左转,如果发现顶针未退到位、托盘未到位、转盘左转到位,则断开手动输出。读取执行机构运动信号1~4,按式(1)实现运动的互锁。
此处的保护包括顶针需要回退到位才可以托盘、回盘和转盘,以及机器模板的安全保护。利用式(2)可实现基于状态的动作锁定。
2.2 自动控制流程
根据全自动流程:转盘当前周期如果左转,则下个周期就需右转,左右不断交叉循环,可利用奇数周期转盘左转,偶数周期转盘右转。全自动每完成一个周期自动+1。若中途切换成手动模式,则判断左转到位还是右转到位。左转到位赋值为0,否则赋值为1。
注塑机内旋转模具AS控制软件界面如图2所示,具有手动控制和自动控制功能。可以利用限位开关、延时监测托盘、回盘、转盘的到位状态,实现安全可靠的注塑机内旋转模具控制。
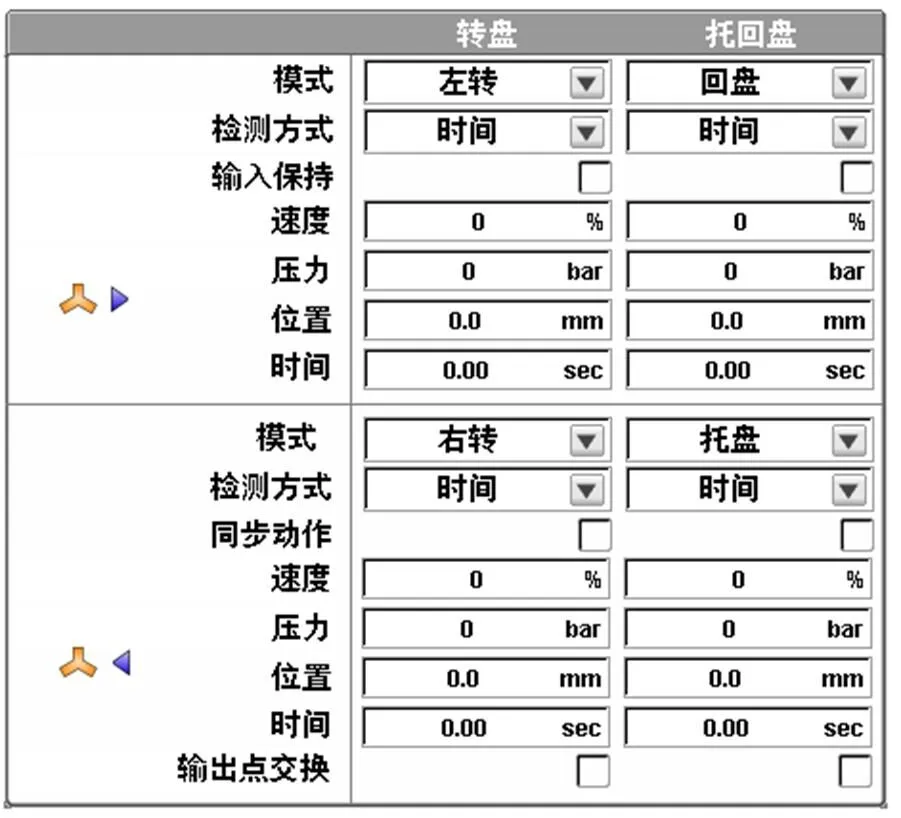
图2 注塑机内旋转模具AS控制软件界面
此程序和模具应用于SEII,并在2016年哥伦比亚橡塑展览会上,配合机器人现场生产二腔无线路由器壳体,整个生产周期仅需4.1 s,合格品率达100%。

图3 SEII内旋转式注塑机
3 结语
在注塑机控制程序的基础上,分析模具工作机理,利用第三方平台提供的控制器、驱动器、通信和显示集成开发环境,实现定制化模具控制程序,达到安全可靠、高效运转效果。
[1] 张伦玠,黄丽,彭李.全闭环控制注塑机的关键技术研究[J]. 机床与液压,2016,44(21):85-88.
[2] 赵志刚.DCS新型配方批量控制应用的研究与实现[J].自动化与信息工程,2016,37(1):33-36,48.
[3] 王传齐,孔令成,孙鹏,等.低成本单伺服注塑机械手控制系统设计[J].测控技术,2016,35(6):82-85,89.
[4] 王锦红.注塑机实现PLC机械控制改造的研究[J].塑料工业,2016,44(6):73-76.
[5] 李丽丽,林明勇,曹永军,等.3自由度高速Delta机器人控制系统设计[J].自动化与信息工程,2016,37(2):25-28,35.
[6] 赵一心.基于模糊自适应PID注塑机电控系统研究[J].塑料工业,2016,44(8):58-62.
[7] 李江源,刘知贵,罗亮,等.基于AMESim和LabVIEW的注塑机控制系统半实物仿真技术研究[J].机械设计与制造,2016 (2):255-257,262.
AS-based for Molding Control of Rotary Injection Molding Machine
Xu Chenglin Yuan Quanneng
(Donghua Machinery Co., Ltd.)
Replacing the rotary table with the revolving mould, to produce multi-material plastics products, is main research field of small injection molding machine. A motion interlock, state motion locking equation were put forward by analyzing working principle and control requirements of internal rotary mould. The tray, plate, and rotary table states were recognize by position limit switch and time delay monitoring. The molding control program was designed under Automation Studio platform, and applying in SEII Rotary Injection Molding Machine of Donghua Machinery Co., Ltd.. In 2016 Columbia exhibition site with rubber robot produced two cavity shell wireless router, the whole production cycle just need 4.1 seconds, qualified rate is 100%. The method made safe , reliable, and efficient internal rotary mould control come true.
Injection Molding Machine; Mold Control
许成琳,男,1981年生,本科,主要从事注塑机电气设计及自动化设计工作。
猜你喜欢
现代青年·精英版(2022年3期)2022-04-06 17:56:06
中国人民公安大学学报(自然科学版)(2020年4期)2021-01-07 01:07:18
装备制造技术(2020年3期)2020-12-25 05:21:56
读友·少年文学(清雅版)(2020年4期)2020-08-24 07:36:28
读友·少年文学(清雅版)(2020年3期)2020-07-24 08:57:06
读友·少年文学(清雅版)(2020年2期)2020-06-15 11:16:42
制造技术与机床(2019年6期)2019-06-25 10:17:46
汽车文摘(2015年11期)2015-12-02 03:02:52
中国塑料(2015年11期)2015-10-14 01:14:23
河南科技(2015年2期)2015-02-27 14:20:27
