基于煤矿刮板输送机使用现状提高其耐磨度方法
2016-02-15 06:23:36贺振国
同煤科技 2016年6期
贺振国
基于煤矿刮板输送机使用现状提高其耐磨度方法
贺振国
分析介绍了当前同煤集团塔山矿使用刮板输送机现状,提出使用二氧化碳气体保护焊焊接方法对刮板输送机溜槽进行堆焊后,提高了溜槽的耐磨性和使用寿命。
刮板输送机;二氧化碳气体保护焊;耐磨性
0 引言
近年来同煤集团塔山矿所使用的世界上较为先进的比塞洛斯公司生产PF6/1142,1342前后刮板输送机及PF6/1542转载机。尽管对溜槽的使用性和耐磨度得以提高,但从经济节约性考虑,使用寿命还是不足,导致相对投资大,收益少的结果。针对上述问题,经过研究与实践,采用二氧化碳气体保护焊焊接工艺,使得溜槽的使用寿命得以加强,从而提高经济指标。
1 PF6/1142 刮板输送机在塔山矿的使用情况
PF6/1142是比塞洛斯公司生产的大功率重型刮板输送机,输送能力达到2 500 t/h以上。溜槽使用轧制钢材,采取四节式槽帮设计,四节槽帮完全相同。每一节槽帮用两条焊缝焊接在选定厚度和宽度的溜槽中板之上,其上板采用德国蒂克虏伯公司生产的XAR400高耐磨性的特殊结构钢,其化学成分如表1:
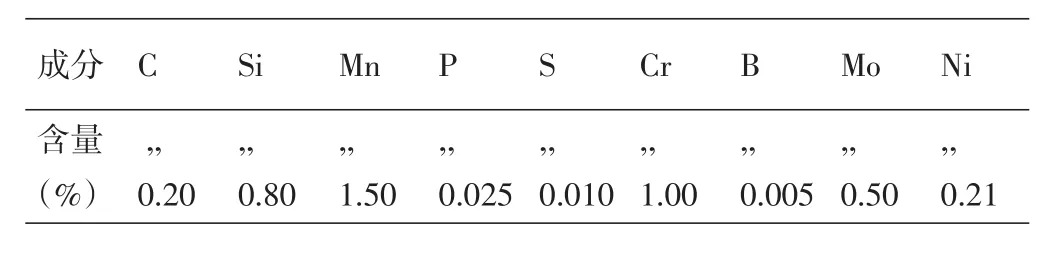
表1 XAR400钢的化学成分和含量
从表1中可以得到XAR400钢具有很高的耐磨性。通过硬度计测量出XAR400钢的硬度为360~440 HB(室内温度)。XRA400作为耐磨特制结构钢,平均硬度值具有较高硬度和良好的韧性,用这种钢建成的结构更加坚固,轻便,能承受冲击载荷。经过试验,XAR400钢屈服强度为1 000 MPa,抗拉强度为1 200 MPa。尽管在国内已经是比较好的刮板输送机,但在塔山矿的使用过程中,仍然不是很理想,在使用一个工作面后就得出井。不仅前期经济投入大而且后期维护费用较高,基于此种情况我们需要改进设备,提高生产率。
2 二氧化碳气体保护焊在刮板输送机上的应用
溜槽磨损相对严重,经过分析,磨损严重的地方主要在靠近槽帮处。通过焊接方式,在溜槽上进行焊接焊缝,使得刮板磨损焊缝,这样可以减少对溜槽的磨损。考虑到焊接对溜槽产生的变形性影响,所以溜槽底板采用机器人式的二氧化碳气体保护焊焊接,中板采用手工焊方式对溜槽进行焊接。这样溜槽产生的变形较小,总体上焊接性好,效率高。
2.1 二氧化碳气体保护焊介绍
二氧化碳气体保护电弧焊是利用二氧化碳作为保护气体的熔化极电弧焊方法。这种方法以二氧化碳气体作为保护介质,隔离熔池和电弧与周围空气。防止大气中的氧、氮、氢对熔滴和熔池金属产生有害作用,从而保证优良的机械保护性能。生产过程中一般采用专用的焊枪,保证通入一定纯度二氧化碳,通过焊件和焊丝之间产生的电弧热,进行半自动或自动熔化及气体保护的焊接。它的优点在于:焊接效率高,由于焊接时焊接电流的密度较大,较高的利用电弧热量,同时焊后不用清渣,所以提高了生产率;适用范围广,可实现结构件全方位焊接,并且对薄板、中厚板甚至厚板都可以焊接;焊接成本相对较低,由于CO2气体保护焊电量消耗相对少,同时CO2气体来源广泛,价格便宜,促使焊接成本降低。通常CO2气体保护焊的成本只有埋弧焊的40%~50%;操作简便,焊后不用清渣,且产生明弧,便于监测监控,有利于实现自动化和机械化焊接;焊接质量较高,CO2气体保护焊对铁锈的敏感性小,由于隔离空气,焊缝含氢量少,使得抗裂性好[1]。
所以采用CO2气体保护焊对刮板输送机溜槽进行焊接处理来提高其耐用度。
2.2 溜槽焊接工艺控制
2.2.1 焊前预热
由于XAR400钢的碳含量较大,同时溜槽上板厚度较大,抗拉强度大,通过预热有防止冷裂纹、降低冷却速度、减少焊接应力的作用。故应在焊前进行适当预热。XAR400为低碳合金钢,根据其晶体组织和对力学性能要求采用预热温度为120℃~150℃。由于中部溜槽长度为1 756 mm,尺寸相对不大,同时考虑经济性,可采用氧气-乙炔气体进行预热处理。注意预热时温度不能过高,加热后停留时间不能过长,否则将会增加温度等待时间,导致组织晶粒粗大,容易出现脆性裂纹。
2.2.2 焊缝尺寸的确定和焊接变形控制
根据溜槽尺寸和溜槽磨损情况,确定焊缝长为1 700 mm,宽为80~110 mm,厚5~8 mm,在焊接过程中,有效的防止结构件在焊接过程中的变形是保证焊接质量的另一关键所在。焊接热量大小对液化裂纹的形成起着至关重要作用。热量越大,过热区的晶粒长的越大,晶界熔化结果越严重,而且液态晶间层停留时间也越长,液化后的裂纹产生的倾向就越大。因此在焊接时要严格控制焊接热量的输入[2]。保证适当的焊接工艺参数,从而有效防止焊接变形。
2.2.3 焊后热处理
为了有效提高结构件的稳定性,获得结构件应有的力学性能,消除内应力,根据实际情况结合表2分析决定采用550℃整体高温回火进行焊后热处理。焊后溜槽如图1所示:

表2 回火温度
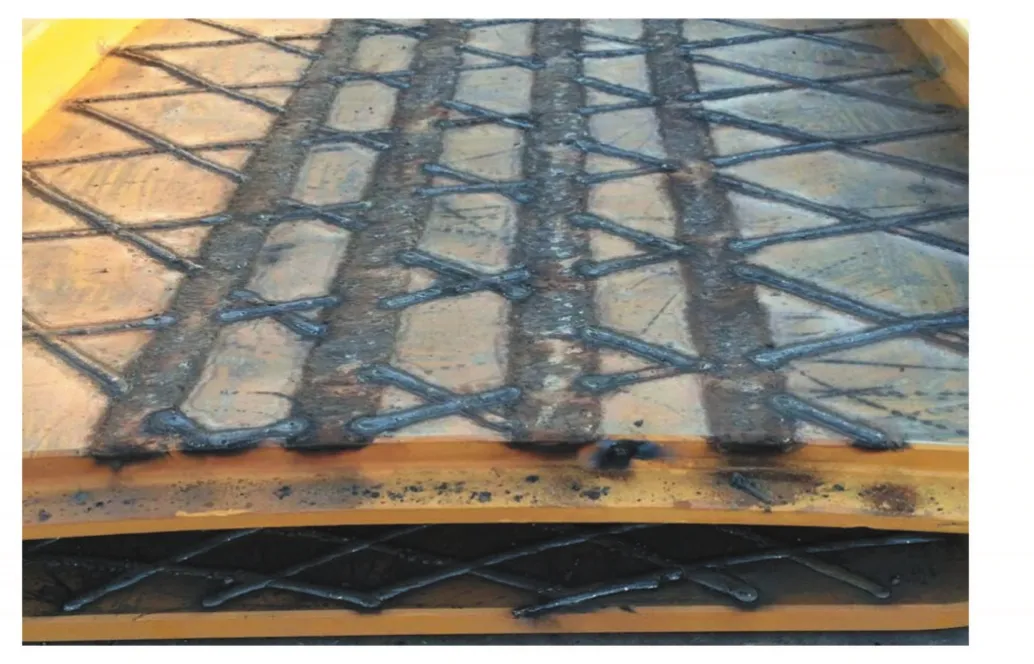
图1 焊接后溜槽
2.2.4 焊后分析
通过观察分析,虽然对溜槽中板本身晶体组织结构有一定的破坏,同时产生了少量的焊接热裂纹和冷裂纹,但总体影响不大。溜槽经过高温回火后的组织是低碳马氏体或下贝氏体,有较高的韧性,因此不会产生脆化现象。与此同时,经过前期的准备,控制焊接热输入量和预热温度,使得溜槽热影响区软化不明显,总体达到了预期效果。
3 结论
通过使用二氧化碳气体保护焊对溜槽焊接处理,使溜槽被磨损的部分得以填充,增加了刮板与溜槽的接触面积,降低了刮板对溜槽的二次磨损。经检测焊缝的硬度为400~450 HB,基本与刮板的硬度相适应。通过使用二氧化碳气体保护焊对溜槽进行焊接,使溜槽的耐磨度增加,从而提高了溜槽的使用寿命。经过验证,按塔山矿综采正常的工作日和产煤量来考虑,焊接后的溜槽可以提高3到5年的使用年限,大大提高了生产率和节约生产成本,增加了社会经济效益。
[1]雷世明.焊接方法与设备[M].北京:机械工业出版社,2004.1.
[2]李荣雪.金属材料焊接工艺[M].北京:机械工业出版社,2008.1(2009.8重印).
Method of improving their wear resistance based on the current using situation of scraper conveyors
HE Zhen-guo
(Dadougou Coal Industry Company,Datong Coal Mine Group,Datong Shanxi 037026,China)
In this paper,the current situation of scraper conveyor used by Tashan Mine of Datong Coal Mine Group is analyzed and introduced,using the weld method of CO2 shielded welding to carry on overlaying for the chute of the scraper conveyors is proposed,this improves the abrasive resistance and service life of the chute.
Scraper conveyor;CO2 shielded welding;Abrasive resistance
TD538
B
1000-4866(2016)06-0035-02
10.19413/j.cnki.14-1117.2016.06.010
2016-11-4
贺振国,男,1987年1月出生,毕业于太原理工大学阳泉学院,机械设计制造及其自动化专业,助理工程师,现工作于同煤集团大斗沟煤业公司综采一队。
猜你喜欢
陶瓷学报(2021年4期)2021-10-14 08:57:44
少儿美术(快乐历史地理)(2019年3期)2019-07-23 01:21:22
经济技术协作信息(2018年8期)2019-01-14 03:06:36
纤维复合材料(2018年4期)2018-04-28 08:45:46
制造技术与机床(2017年6期)2018-01-19 02:41:09
制造技术与机床(2017年3期)2017-06-23 08:11:24
上海金属(2016年1期)2016-11-23 05:17:29
橡胶工业(2015年8期)2015-07-29 09:22:32
橡塑技术与装备(2015年7期)2015-07-03 12:17:56
军事历史(1989年2期)1989-08-16 02:27:12