浅谈特殊零件的刨削加工技巧
2016-01-27 00:45马国强
沈阳工程学院学报(自然科学版) 2015年1期
马国强,王 超
(沈阳工程学院 机械学院,辽宁 沈阳 110136)
浅谈特殊零件的刨削加工技巧
马国强,王超
(沈阳工程学院 机械学院,辽宁 沈阳 110136)
摘要:在刨削加工中经常遇到薄壁零件、直齿圆柱齿轮等特殊零件的加工问题,这些零件普遍存在着刚性差、易变形、定位和装夹困难等技术问题。针对以上问题,通过结合实际工作进行了一些研究,提供了相对应的解决方案。
关键词:刨削加工;薄壁零件;直齿圆柱齿轮;加工方法。
随着机械制造工业的发展,刨床作为一种工作母机,是广为应用的一种机床,因为它的功能的广泛性,除了可以加工平面外,还可以加工曲面和圆柱直齿齿轮等,在刀架上安装立铣头后还可作为铣床使用。
1薄壁零件
1.1薄壁零件加工容易产生的问题
1)薄壁零件刚性差,如果夹装方法不当,在夹压力的作用下,容易产生形变。
2)薄壁零件壁厚很薄,加工时产生的切削热容易导致零件形变,使得零件的尺寸难以控制。
3)在切削力的作用下,薄壁零件容易产生振动和变形,影响工件的尺寸精度、形状、位置精度和表面粗糙度。
1.2解决薄壁零件加工易产生问题的措施
1.2.1选择正确的定位方法
为了减少因夹压力导致的变形,除了必要的主要支撑外,还需采用可调的辅助支撑。薄壁零件的定位应采取两面定位的方法,即将工件迎着走刀方向和刨削主切削力的方向的两侧紧靠定位件,而另外两侧留适量的间隙,不对零件的四侧面都加以限位。
1.2.2选择正确的装夹方法
1)薄壁零件的装夹原则和要点
薄壁零件装夹的原则是零件不因压紧力而产生变形,对于基础不平的零件,不易强制压平,而应在翘曲处垫平。薄壁工件的正确装夹必须满足下列条件:
①工件的定位基准面必须可靠地压贴在工作台面或平口钳的垫板上,并在工件前端应该加装低于工件加工面的挡块。
②对工件的卡压力必须对称、均衡,其力的大小既不能引起工件的弹性变形,即上鼓或下凹,又不能使工件在刨削过程中产生移动。
③各夹装压板、紧固螺栓等均不能妨碍刨刀的切削运动。
2)窄而长的薄壁零件的装夹方法
对于窄而长的薄壁零件的装夹一般采用斜口挡板侧挤夹紧的方法,在工件两侧安装斜口挡板。安装时斜口挡板水平向下倾斜8°~10°,在迎着进给方向上安装定位挡板,如图1所示。
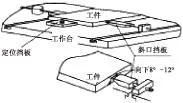
图1 斜口挡板侧挤夹紧薄壁零件
3)薄而大的薄壁零件的装夹方法
对于薄而大的薄壁零件的装夹一般采用楔铁夹紧的方法。楔铁斜度为1:100,零件安装时工件两面应轮流翻转,适当调整楔铁间距,多次定位和装夹,使得零件两面的受力均衡,如图2所示。
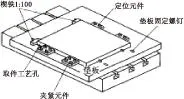
图2 楔铁夹紧薄壁零件
1.2.3减小和防止切削力和切削热引起的零件变形
1)选择合适的切削用量
合理地选择切削用量,可减小切削力,降低切削热,防止零件变形,从而保证零件的尺寸精度。
①薄壁零件加工切削速度的选择
切削速度对薄壁零件的尺寸精度和表面粗糙度都有较大的影响,刨削不同材料薄壁零件的切削速度推荐值如表1所示。

表1 不同材料薄壁零件的切削速度推荐值
②薄壁零件加工进给量和切削深度的选择
薄壁零件的刨削加工一般采用粗加工、半精加工和精加工3道工序进行,刨削钢及铸铁材料时的进给量和切削深度的推荐值如表2所示。
2)正确磨锐刨刀各角度
为了尽可能减少切削力,以减少切削发热导致的形变,切削薄壁零件用的刨刀,其前角和后角都应比刨削一般平面的刨刀要大些,且主偏角应小些,这样在刨削时的走刀阻力较小,工件不易变形。吃刀阻力较大,有助于将零件紧压在工作台面或平形垫板上,零件不易产生振动,从而保证加工质量。
①刨刀前角的选择
刨削薄壁零件的刨刀前角推荐值如表3所示。根据所加工零件材料的拉伸强度选择相应的前角,零件材料的拉伸强度大选择推荐值里的较小值,反之选较大值。
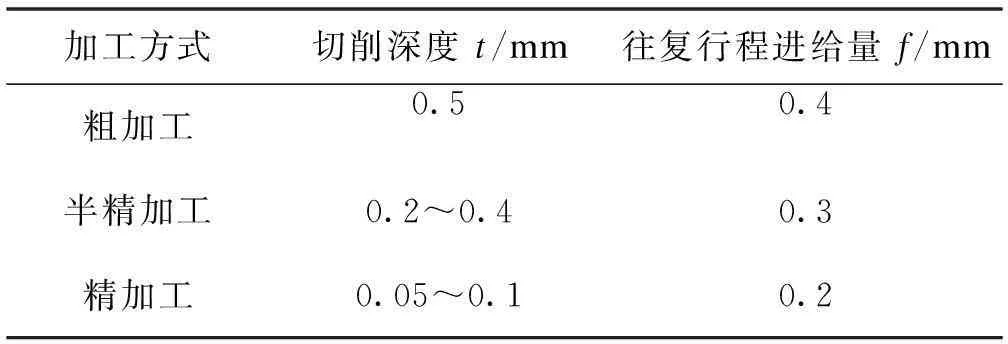
表2 刨削钢及铸铁材料时的进给量和切削深度推荐值

表3 刨削薄壁零件的刨刀前角推荐值
②刨刀后角的选择
刨削薄壁零件的刨刀后角推荐值如表4所示。根据薄壁零件的工序选择相应的后角值,粗加工选择较小值,精加工选择较大值。
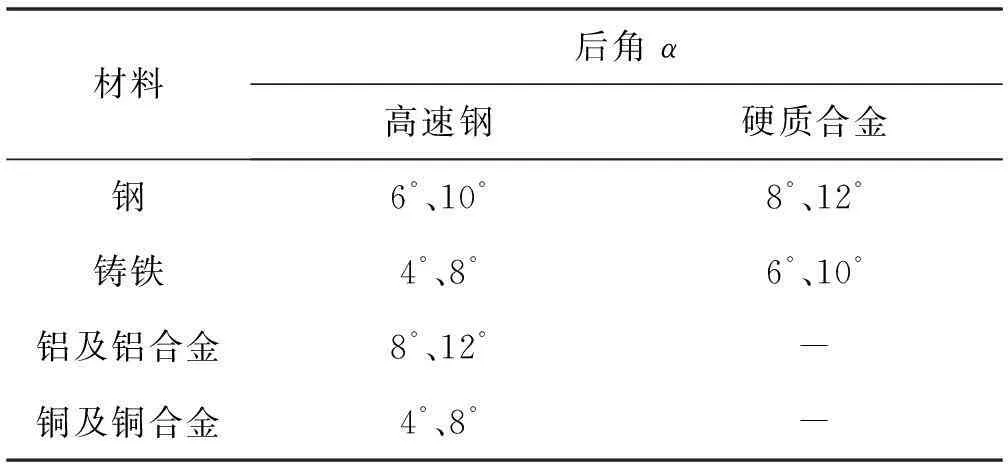
表4 刨削薄壁零件的刨刀后角推荐值
③刨刀主偏角和副偏角的选择
薄壁零件加工时刨刀的主偏角和副偏角应选择的大一些,这样可以利于减小切削力,减少切削热并防止发生振动。主偏角一般选取60°~90°,副偏角一般选取5°~10°。
2直齿圆柱齿轮
在实际生产中,由于场地、机床种类的限制,使用刨床修补直齿圆柱齿轮是一种比较经济的加工方式,在机械修配中有着广泛的应用。下面以模数6、齿数120、齿宽75、压力角20°的直齿圆柱齿轮为例介绍加工方法。
2.1直齿圆柱齿轮的夹装方法
由于该直齿圆柱齿轮的尺寸较大,使用刨床工作台装夹是无法实现的,所以必须拆卸工作台,采用刨床横梁装夹。
将齿轮装卡在横梁前端找正,使用螺栓压板装夹压紧,刀架上装置百分表,移动滑枕,使齿轮的水平面和侧面与滑枕的平行度不超过0.02 mm,压紧后再测量1遍。检测无误后即可进行加工。
2.2直齿圆柱齿轮的修补方法
1)开车将断裂轮齿去掉并在原齿根位置刨出一平面。
2)在这平面上对应相邻两齿划出平行中线,在轮齿任一端面5 mm处划出5个间距为13 mm的线、打上样冲,在摇钻床上钻出孔径为6.6 mm、深15 mm的6个螺纹底孔,如图3所示。

图3 螺纹底孔
3)使用6个M8规范的螺栓固定轮齿齿坯,如图4所示,注意轮齿齿坯必须与刨出的平面紧密贴合。
4)按照齿轮规范,划出轮齿齿形样板及齿形样板刀的样板,如图5所示,在齿坯一侧锉出一个垂直于齿
轮宽方向的平面,并在此平面上将齿形样板对准中心线划出齿形轮廓线,打上样冲,对线,按刨曲面的方法预留0.5 mm余量刨出轮齿外形。

图4 M8螺栓
图5 齿形样板
5)安装齿形样板刀,精刨齿形两侧面及齿根圆。进刀控制以样板、齿轮卡尺和齿轮公法线长度的尺寸公差及测量数据作为轮齿精加工的控制依据,直到加工质量合格为止。
3结语
通过对某些刚性差、易变形、形状特殊零件的刨削加工可以看出,合理的定位和装夹,选择合适的切削用量,对零件的加工质量有着非常重要的作用。以直齿圆柱齿轮加工过程为例,总结了加工经验,为从业人员提供了参考。
参考文献
[1]张君.浅谈刨削加工应注意的问题[J].机械工人,2015(9):32.
[2]郑作涛,周亮.薄壁零件加工工艺研究[J].吉林工程技术师范学报,2011(8):78-80.
[3]国家机械工业委员会.刨工工艺学[M].北京:机械工业出版社,1998.
(责任编辑佟金锴校对张凯)

Introduction to special parts planing processing techniques
MA Guo-qiang,WANG Chao
(School of Mechanical Engineering,Shenyang Institute of Engineering,Shenyang 110136,Liaoning Province)
Abstract:In the planing process,some processing problems of thin wall parts,spur gears and other special parts that there exists poor rigidity,easy to deformation,difficult to positioning and clamping are often encountered.Based on the practical research on the special parts processing method,the corresponding solution was put forward to solve the above difficulties.
Key words:Planing processing;Thin-walled parts;Spur gears;Processing method
中图分类号:TH13
文献标识码:A
文章编号:1673-1603(2015)01-0093-04