主变压器有载调压开关吊检工具的设计与制作
2016-01-20 06:38彭汉华
科学家 2015年12期
关键词:主变压器
彭汉华

摘要:主变压器有载调压开关的吊检工作日益频繁,而吊检工作普遍存在一定的难度,需要使用到吊车等大型器械,存在较大的作业风险及较高作业成本。本文研制了主变压器有载调压开关的吊检工具,轻便灵活、操作简单,大大节约了作业成本并降低了作业风险。
关键词:主变压器;有载调压开关;吊检工具
中图分类号TM4 文献标识码A 文章编号2095-6363(2015)12-0051-02
1.研究背景及意义
随着电力设备规范化检修工作的有效开展,变电设备从以往的状态检修改为定期检修,逐步建立预防性检修的概念,而不是设备出了问题才进行检修,主变压器的A、B修有了严格的规定,有载调压开关吊检工作是当中极为关键的环节。按《电力设备检修规程》规定有载分接开关吊芯检修周期:500kV、220kV变压器为9年,110kV变压器为15年,对地方供电局而言,每年都有多台变压器行有载开关吊检工作。
目前主变压器有载调压开关的吊检需要用到吊车作业,由于吊车的进场作业,存在一系列的安全隐患,而户内变电站,甚至无法使用吊车而直接使用人力,危险性大且工作效率低。因此,设计并制作出一套简易的有载调压开关吊检工具是非常有必要的。该工具的推广和运用,不仅能够保证吊检过程安全可靠,风险可接受,而且效率高、节约大量人力物力,给企业带来一定的经济效益。
2.工具的设计
所设计和制作的吊检工具能够起吊重量约为50kg的有载开关芯子,并且方便拆装、操作简单、灵活安全。
2.1工具的原理结构
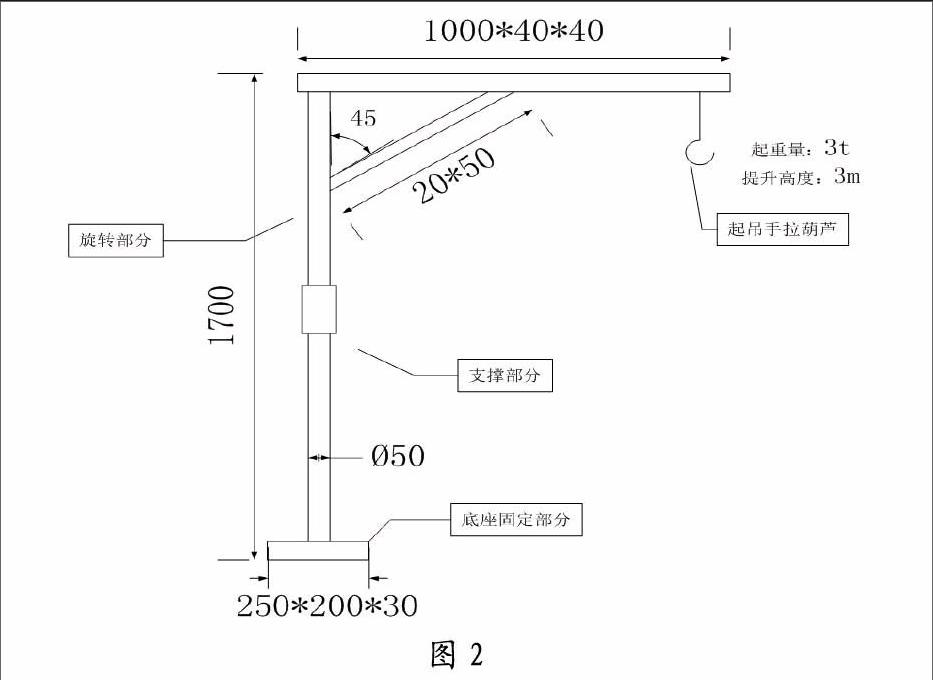
工具由底座固定部分、支撑部分、旋转部分和起吊部分组成。其中,旋转部分和支撑部分之间使用轴承连接,其他各连接部分先使用螺钉加固并加以铝焊。底板有两个条形开孔,用于使用螺栓将工具固定在主变上。
工作原理为底座固定在主变外壳预留固定螺栓处,以支撑部分为轴心,转动旋转部分,使起吊手扳葫芦至有载调压开关上方,将有载调压开关吊起后,转到旋转部分,将有载调压开关放落至地面,原理图如图1所示。
2.2工具的材质及尺寸
材料选择上,使用进口7075型铝合金,7075铝合金是一种冷处理锻压合金,强度高、结构紧密、耐腐蚀效果强,并且相对大部分金属而言重量较轻。尺寸的设计,充分考虑了工具所需的强度,在此前提下尽量减轻工具的重量,以便适合人工操作。最终工具的各部分尺寸如下图所示,整体重量约为30kg,并可分为上下两部分搬运,整体最高为1700mm,宽为1000mm,两个人完全可以操作。
3.工具的制作及测试
3.1工具的制作
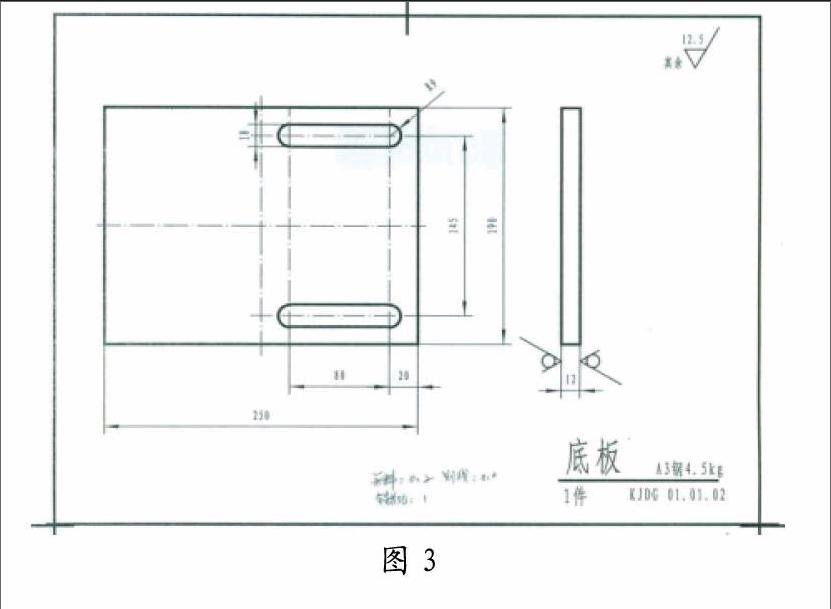
1)工具的底板是整个工具的支撑点,按照变压器上的有载开关机构传动轴固定板的孔位加工,并适当延长孔长,以便调节底板与起吊物的距离。
2)支撑部分和旋转部分的连接使用轴承和钢套的配合。其中,轴承安装在旋转部分垂直杆的下端,在使用铸铁套(高:200mm,外径:70mm,内径:51mm)将支撑部分和旋转部分连接起来。作业过程中,将下端螺母锁紧,上端的旋转部分就能很轻松的全方位旋转,也可通过锁紧下端螺母进行旋转部分的定位。
3)起吊部位u型环和手拉葫芦组成。其中u型环安放在旋转部分水平横杆的凹槽中,可作水平微调;手拉葫芦卡扣在u型环下部,起吊过程方便速度控制,保证设备顺利、安全调离主变并吊落到地面。
工具加工完成后,如图5所示。
3.2工具的测试
工具制作完成后,通过了专业检测机构的测试,按照起吊重量的1.2倍,持续15min,满足了工具无变形的要求。后经现场检验,完全满足现场应用要求。
4.结论
本文研制的主变压器有载调压开关的吊检工具,使用了高强度、轻量化的材料,设计尺寸非常合理、适合人工操作,加工过程精细巧妙,满足了现场使用轻便灵活、操作简单的要求,大大节约了作业成本并降低了作业风险,在规范化检修深入开展的当前,该工具非常值得推广,对检修班组开展主变压器有载调压开关自主检修起到了很大的推动作用。
猜你喜欢
科学与财富(2016年28期)2016-10-14
科技与创新(2015年23期)2015-12-08
现代电子技术(2015年5期)2015-03-31