
BO包装机小包烟支质量检测系统设计与应用
2016-01-18 12:33邹传庆李强
电脑知识与技术 2015年33期
关键词:质量缺陷
邹传庆 李强
摘要:通过在BO包装机包装转塔前一固定位置安装CCD智能相机并对准包装模盒内烟支滤嘴端进行检测,将检测不合格烟包在BO包装机的废包剔除机构进剔除,改进后的小包烟支质量检测系统统检测准确、使用方便。
关键词:质量检测系统;质量缺陷;CCD相机
中图分类号:TP311 文献标识码:A 文章编号:1009-3044(2015)33-0162-02
BO-500型软盒卷烟包装机是德国斯幕门公司1996年生产制造的设备,其烟支质量检测系统只检测识别模盒内烟支长短、空头和缺支三种烟支质量缺陷,而对于模盒内烟支组受挤压变形或烟支组排列不规范等质量缺陷烟支组则不能识别为缺陷,不满足产品质量控制要求。
1 BO包装机烟支检测系统分析
烟支质量检测器采用的是光电式传感器,在压缩转塔一个固定工位压缩模盒两侧安装有4组烟支质量检测器,单组烟支质量检测器上装有20只传感器,20只传感器分别对应压缩模盒内20只烟的一个端面。当压缩模盒间歇停顿时,4组质量检测器同时检测两个压缩模盒内烟支组的烟丝端和滤嘴端,如某个压缩模盒内烟支有长短、空头和缺烟支时,检测系统发出电信号给废烟支剔除机构,废烟支剔除机构将不合格烟支组剔除。该检测系统存在如下缺陷:
1.1烟支检测系统检测到连续3个缺陷烟支组,烟支检测系统发出停机指令后,可能模盒内有缺陷的烟支组越过烟支检测器,从而造成缺陷的烟包流入下道工序。
1.2 压缩模盒的两端有断残的烟支挡住了模盒内缺烟支的空隙,烟支检测器没有检测到压缩模盒内缺烟支的烟支组,从而造成含有烟支缺陷的烟支组流入下道序。
2 改进方案
2.1总体设计思路
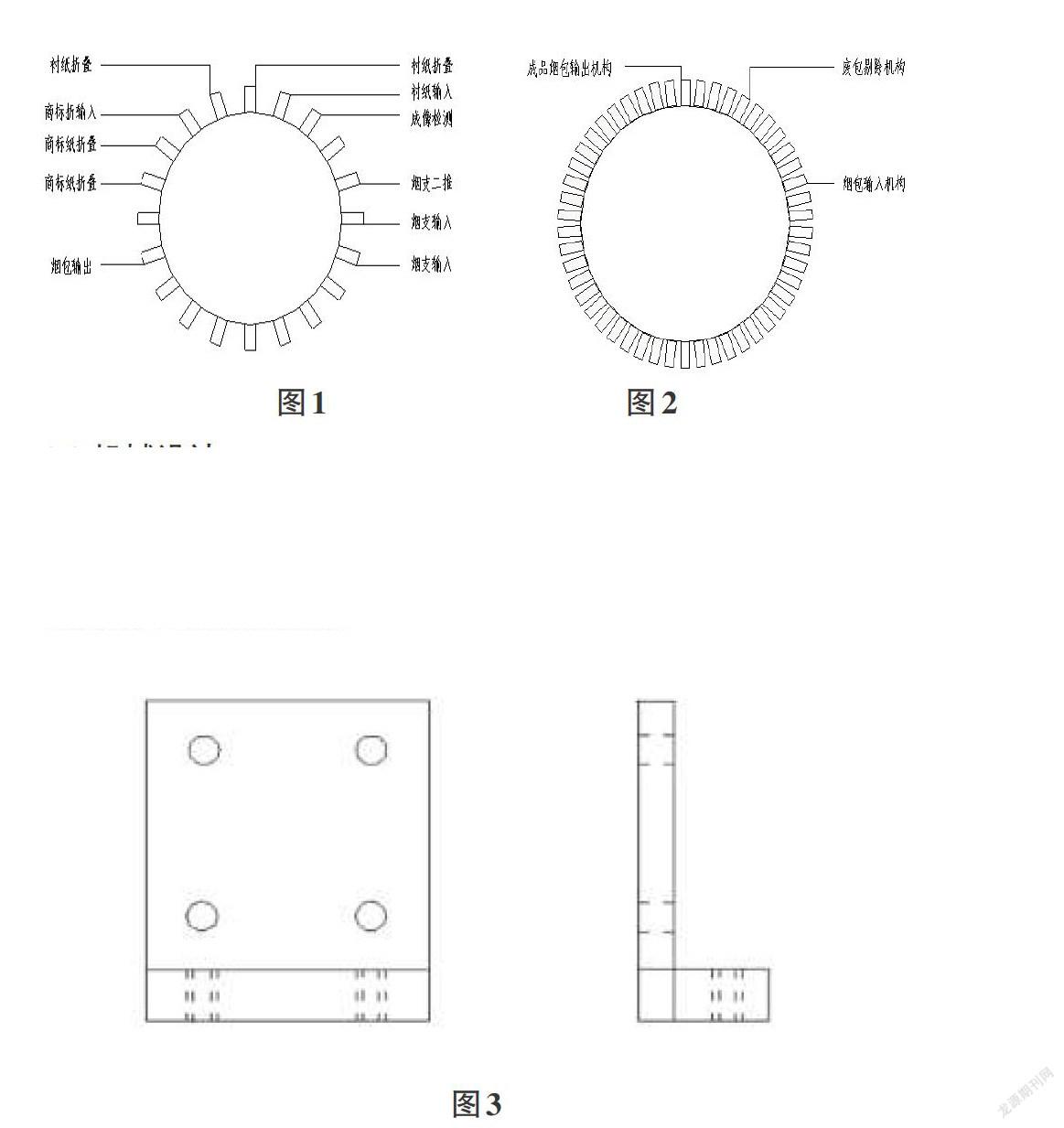
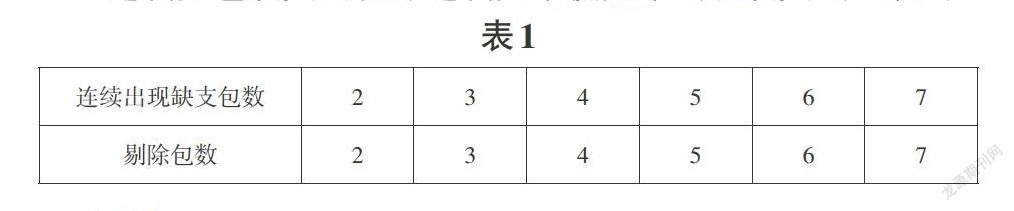
在包装转塔包装模盒前方(烟支的虑嘴端面)安装一台高速CCD智能相机(图1),当待检测烟支组到达高速CCD智能相机正对的检测区域并且整个烟支组进入相机视觉范围时,BO主机PLC给CCD相机发送一个外部触发信号,使CCD相机执行检测工作,CCD相机把检测到的实时图像与预先存入相机的图像进行比对,然后把比对结果回送给PLC主机,PLC主机根据将判定为不合格的烟支组将在干燥转塔废包剔除机构进行剔除。(见图2)该系统的电气部分主要由高速CCD智能相机、光源、BO-500主机PLC三部分组成。
2.2 机械设计
设计CCD智能相机和光源的安装支架,并安装在BO-500主机包装转塔前方齿轮箱上部,相机镜头对准需检测的包装模盒内烟支组的滤嘴端。
2.3 软件设计
1)BO-500主机PLC软件,负责控制相机的使能信号、读取相机的处理结果、发出缺支烟包剔除信号等功能。
2)CCD智能相机检测、数据统计功能软件编入BO-500主机触摸屏软件。
2.4 方案实施
CCD智能相机和发光照明装置安装在一个金属方盒内,金属方盒朝向包装转塔的一面安装一块无色透明玻璃。玻璃对面安装线缆插座,便于电源的输入和数据信号的输出,金属方盒固定于包装转塔前方机器齿轮箱顶部,CCD相机镜头对准包装转塔内衬纸输入工位前一工位的包装模盒内煙支组。将用于CCD智能相机应用程序写入BO-500包装机主机PLC软件。
2.4.1 高速CCD智能相机的选择
从实用、有效、经济性考虑,采用COGNEX智能相机。具有如下特点:金属外壳设计,640 x 480的分辨率,体积小、易使用的视觉系统;相机调试软件In-Sight操作简单。
2.4.2 光源选择
对白炽灯、节能灯、LED灯三种照明设备从价格、使用寿命、照相效果、节能、便于安装、产生热量六个方面综合评测,最终选定LED灯为CCD智能相机的光源。
2.4.3 编写BO主机触摸屏与PLC控制控制程序
分别负责检查功能的打开或关闭,数据统计等功能;控制相机的使能信号、读取相机的处理结果、缺支烟包剔除动作等功能。
3 效果验证
连续多包缺支试验即连续多个模盒中出现缺支:(见表1)
4 结论
设计的小包烟支质量检测系统检测准确、使用方便,有效防止了烟支排列不整齐、烟支挤压变形、烟支倒置、烟支嘴棒端有杂物的烟包流入市场,保证了产品质量,具有较好的使用与推广价值。
参考文献:
[1] BO-500软盒卷烟包装机电器说明书[Z].德国斯幕门公司.
猜你喜欢
科学与财富(2017年5期)2017-03-21
山东工业技术(2017年3期)2017-03-16
农业科技与装备(2016年9期)2017-03-10
中国医药科学(2016年10期)2017-02-05
建筑建材装饰(2016年14期)2017-01-05
商(2016年27期)2016-10-17
科技视界(2015年30期)2015-10-22
科技视界(2015年27期)2015-10-08
科技与创新(2015年14期)2015-08-27
科技与创新(2015年11期)2015-06-16
