G522MnNi5材质锤头铸件裂纹原因分析
2016-01-12 06:34:03卫心宏张晓晖董月华李星月太原重型机械股份有限公司山西030024
大型铸锻件 2015年2期
卫心宏 张晓晖 董月华 李星月(太原重型机械股份有限公司,山西030024)
G522MnNi5材质锤头铸件裂纹原因分析
卫心宏张晓晖董月华李星月
(太原重型机械股份有限公司,山西030024)
摘要:材质为G522MnNi5的上锤头零件,在铸造过程中产生严重裂纹,通过对裂纹部位进行化学成分分析、金相组织分析以及电镜及能谱分析,确定由于冒口下Al含量偏高产生AlN组织,并富集于晶界,形成延迟性脆性裂纹。
关键词:G522MnNi5; AlN组织;脆性裂纹
1 基本情况
材质为G522MnNi5的上锤头铸件是我厂为国外某公司生产的产品备件。铸件重量58.6 t,轮廓尺寸2 700 mm×2 700 mm×2 840 mm。铸件经高温退火及正回火后,在冒口部位产生较大裂纹。经预热清理后裂纹延伸。采用机加工清理裂纹,过24 h后又延迟产生一些脆性裂纹。铸件进行回火后也产生微小裂纹。为了分析裂纹产生的原因,在上锤头铸件冒口部位裂纹区域加工套料取样(见图1),对锤头裂纹进行解剖分析。

图1 套料取样部位Figure 1 Nesting sampling location
2 试验分析
2.1裂纹表面形状
上锤头铸件冒口区域裂纹的表面形状和磁粉
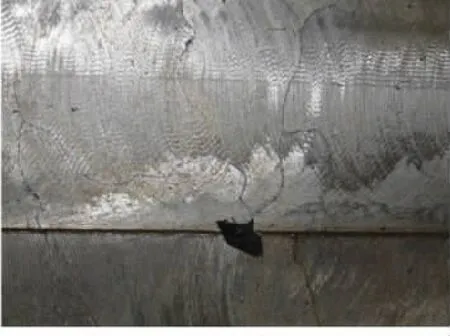
图2 缺陷区裂纹表面宏观形状Figure 2 Macroscopic shape of crack surface in defect area

图3 缺陷区典型裂纹磁粉检测显示Figure 3 Magnetic particle test result of typical crack in defect area
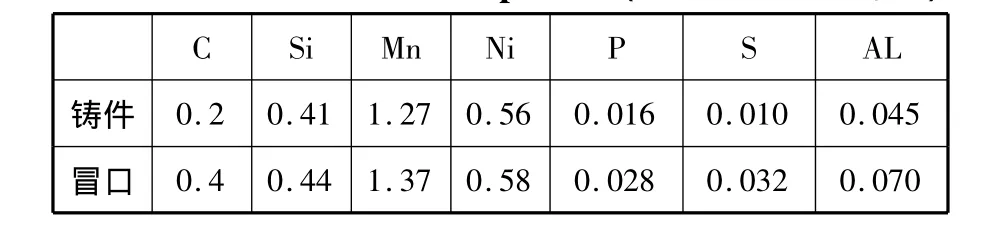
表1 化学成分(质量分数,%)Table 1 The chemical composition( mass fraction,%)
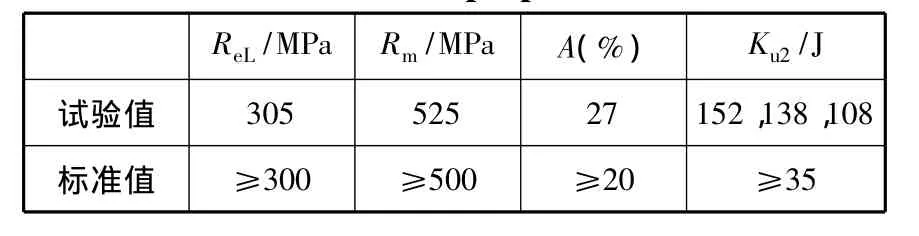
表2 力学性能检测结果Table 2 Mechanical properties test result
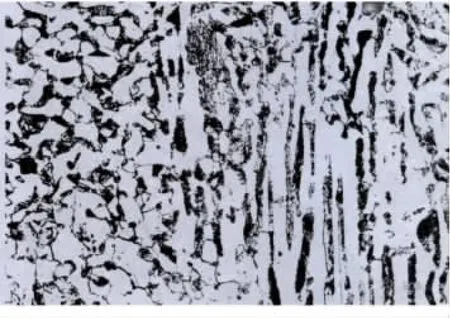
图4 试样显微组(×500)Figure 4 Microstructure of sample (×500)

图5 试样断口形貌Figure 5 Fracture morphology of sample
检测显示见图2和图3。裂纹比较细小,宏观形状呈弯曲形状,象热裂纹,但裂纹细小均匀。裂纹内有金属光泽及轻微氧化,又带有冷裂纹特征,具有明显的脆性裂纹特性。
2.2化学成分分析
对铸件本体、铸件冒口部位进行宏观化学成分分析,见表1。化学分析结果显示,冒口下C、S、P、Al等元素存在偏析,其中Al偏析严重。铸件气体含量分析结果为:[H]= 2.1×10-6,[O]=53×10-6,[N]=109×10-6。其中N含量及O含量较高。

图6 扫描断口形貌Figure 6 Scanned fracture morphology

图7 裂纹内壁夹杂物能谱分析结果Figure 7 Crack lining inclusion spectrum analysis results
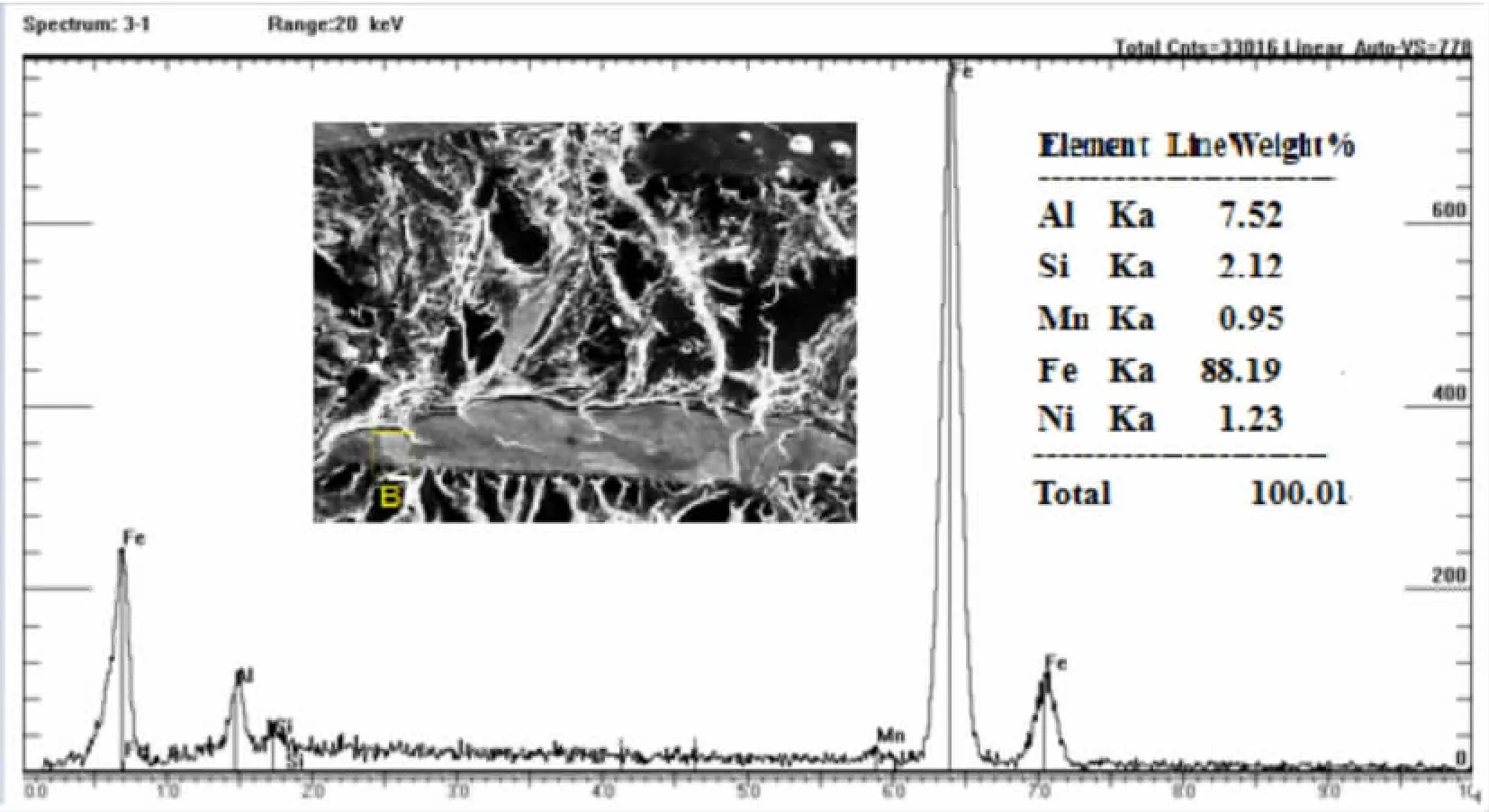
图8 裂纹末端夹杂物能谱分析结果Figure 8 Spectrum analysis results of inclusion at the end of crack
2.3力学性能分析
铸件附铸试验料的力学性能分析结果见表2。拉伸性能、伸长率、冲击性能等指标都符合标准要求,屈服强度值合格但偏低。
2.4拉伸试样金相组织分析
铸件本体附铸试验料取样进行金相分析见图4。组织为铁素体+珠光体,组织分布不均匀,并存在微观孔洞等缺陷,试验面微观组织有流状及撕裂状特征。拉伸断口形貌分析见图5。从拉伸试样断口看,断口组织很细,晶粒度分析8.5级,少量3.0级,形态呈贝壳状形貌,宏观分析为AlN化合物沿晶界析出。
2.5电镜及能谱定性分析
对本体套料试样从裂纹部位压断,采用电镜对断口处进行扫描分析。从图6裂纹区域断口扫描结果看,裂纹断口区域形貌呈贝壳状断口。裂纹区域沿晶界断口韧窝中分布着不同形状的夹杂物颗粒。对断口上的微观夹杂物进行能谱分析,图7裂纹断口内壁夹杂物Al含量较高,达9.32%。图8裂纹末端夹杂物Al含量7.52%。微观定量分析裂纹处Al含量存在严重偏析。考虑气体含量N较高的影响,分析在晶界存在的夹杂物为AlN夹杂物。
3 分析讨论
3.1裂纹原因分析
( 1)从宏观分析结果看,铸件材质的Al含量较高。冒口部位成分偏析,导致Al的含量更高。另外P、S等有害元素较高也是造成裂纹产生的内因。
( 2)通过裂纹断口电镜及能谱进一步微观分析结果看,产生裂纹的主要原因是铸件冒口下局部偏高的Al含量与材质中的N形成AlN化合物,并富集于晶界,形成脆性组织,造成晶界的弱化。在后续加工及处理过程中,增加一定应力后延迟形成裂纹。
( 3)分析裂纹形态,裂纹断口区域形貌呈贝壳状断口。形状宏观上象热裂纹,产生过程象冷裂纹,实际是Al含量高引起的延迟沿晶脆性裂纹。
3.2预防裂纹的措施
( 1)冶炼过程中加强前期扩散脱氧,适当控制终脱氧喂铝量,控制材质残余Al含量。经试验确定一般铸件材质Al含量应控制在0.03%以下,大型重要件Al含量应控制在0.025%以下。
( 2)加强冶炼过程钢液气体含量控制。对重要铸件材质冶炼采用真空脱气精炼,进一步降低钢液中气体含量,提高钢液的纯净度。
( 3)对大型铸钢件,采用多次补浇冒口的工艺措施。提高冒口的补缩效率,减少冒口区域的元素偏析,减少有害元素的影响。
采用以上措施,生产了两套4件上下锤头,无裂纹产生,全部达到用户要求。
4 结论
( 1)材质G522MnNi5锤头冒口下产生裂纹的原因是,Al含量偏高并与材质中的N形成AlN化合物富集于晶界形成脆性组织,造成晶界弱化,产生裂纹。
( 2)裂纹形态不同于热裂纹及冷裂纹,属延迟性晶界脆性裂纹。
( 3)生产过程中,通过提高钢液的纯净度、控制材质的Al含量及补浇冒口等工艺措施,可预防铸件晶界脆性裂纹的产生。
参考文献
[1]大型铸锻件行业协会,大型铸锻件缺陷分析图谱编委会编著.大型铸锻件缺陷分析图谱[M].北京:机械工业出版社,1990.
[2]中国机械工程学会铸造分会编.铸造手册第2卷铸钢[M].北京:机械工业出版社,2002.
编辑肖红原
会员之窗
“中国一重大型铸锻件制造技术创新工程”荣获国家科技进步二等奖( 2015-01-12)
2015年1月9日,中共中央、国务院在北京隆重召开2014年度国家科技奖励大会。“中国一重大型铸锻件制造技术创新工程”科技成果荣获国家科技进步二等奖,参加的“极端条件下重要压力容器的设计、制造与维护”科技成果获得国家科技进步一等奖。
“中国一重大型铸锻件制造技术创新工程”项目是针对我国能源、冶金等重大装备关键大型铸锻件需求,提升产能、质量和国际竞争力而建设的,目标是解决我国能源重大装备关键大型铸锻件依赖进口,受制于人的局面,使我国大型铸锻件的制造能力跃居世界第一,制造水平世界一流。
该工程通过对现有工艺布局从冶炼、锻造、热处理、加工、能源供应、节能环保、信息化控制等各环节全方位进行系统改造与升级,对热加工系统流程再造,关键技术创新,建立了适于先进设备的工艺制度和集设计、工艺、信息、营销于一体的现代管理制度;构建了产学研协同创新的科技部国家“重型锻压设备及工艺”创新能力平台及国家重点领域“重型锻压设备与工艺创新团队”,大幅提升了我国重型装备制造业的核心竞争力。
太原重工TZ-400钻井平台初具雏形( 2015-01-08)
2014年12月末,从太重天津滨海基地传来喜讯。TZ-400自升式钻井平台进入合拢阶段,实现了3个桩靴和6个主船体分段的定位,使整台产品初具雏形,标志着该项目取得了第二阶段的胜利。
TZ-400自升式钻井平台是太重滨海基地的首台大型成套产品,是集团公司“六大领域”之一的海洋装备领域中的关键。它适用于海上石油天然气勘探开发作业,最大作业水深122 m,钻井深度9 000 m,可同时容纳150人生活和作业,具备超深井、丛式井、水平钻井、固井和辅助试油功能,代表了当今国内乃至国际海洋石油钻井平台技术的先进水平。根据不同施工阶段,TZ-400自升式钻井平台的建造分四个主要节点:龙骨安放、合拢、下水、交船。
中信重工80 t电渣重熔炉在公司投产( 2015-01-27)
1月23日上午,国内首台80 t低频单电极气保电渣重熔炉在公司正式投产。
80 t电渣重熔炉既是经国家批准立项的国家重点项目,也是公司打造高品质铸锻基地的一个必备利器。不同于传统的电炉炼钢,电渣炉是一种利用液阻产生热能熔化插入渣池的自耗电极,金属熔滴通过渣液清洗后,在水冷结晶器中结晶成电渣锭的一种特殊冶炼设备。
据介绍,80 t电渣重熔炉采用了1~3 Hz、90 kA的低频电流,微正压惰性气体保护、恒熔速、同相逆并联短网、双炉头车等多项创新技术,可实现重熔全过程的计算机自动控制,具有独特的设计、高端的技术含量、节能环保、安全可靠等特点。不仅可以大幅提升公司锻件产品的性能和质量,降低产品废品率,而且钢锭利用率可比普通锭利用率提高20%~30%,综合效益明显。投用后,可形成年产1万吨各类洁净均匀致密的高品质电渣重熔钢锭的能力,助力公司在核电、航天等高端铸锻件市场领域实现新突破。
大连重工成功签订七台(套)出口核电设备( 2015-01-26)
新年伊始,从巴基斯坦K2/K3核电站项目传来捷报,公司成功签订该项目电动平板车、80 t电动平板运输车、主设备弯道运输用重载车及驱动装置等共计7台(套)设备,核电产品实现了开门红。这是公司继去年签订环吊和闸门区高低跨小车等核电设备出口合同之后,在该项目上再次实现突破,对于提升公司在核电产品出口领域的影响力具有重要意义。
电动平板车、80 t电动平板运输车是公司成熟的常规产品,而主设备弯道运输用重载车为科研试制项目,额定载荷420 t,安装在核反应堆厂房设备闸门处。其作用就是在核电站建造期间,反应堆压力容器、蒸汽发生器、稳压器等重型主设备被提吊到转运平台后,通过行走在弯曲轨道上的重载车运输到翻转位置,在较短的运输轨道上实现主设备转弯,并经设备闸门运入反应堆的厂房内。
本次主设备弯道运输用重载车的签订,是对传统直线电动平板运输技术的一次脱胎换骨式技术升级与创新,实现了运输车的弯道运行;步进式液压驱动机构的首次应用,使得整车运行更加平稳,降低了设备转运的风险性,得到了用户的充分肯定和信任。
大连重工成功中标异型钢轧机设备( 2015-02-13)
近日,从某用户现场传来喜讯,我公司成功中标某钢厂750异型钢改造项目轧机区设备标段,该标段主要包括2架开坯机、6架万能轧机、2台热锯、4台钳式翻钢机等设备。经过近一年时间的持续跟踪和不懈的努力,最终取得了综合排名第一的评标结果,成功中标。
异型钢轧机技术在国内一直很薄弱,具有广阔的市场前景。通过该项目的签订,我公司将全面掌握异型钢轧机的制造技术,同时也强化了和战略合作伙伴的合作关系,对公司开辟更加广阔的轧机市场具有重大意义。
北方重工盾构机将服务于沈阳地铁九号线( 2015-01-08)
2015年1月8日,北方重工盾构机分公司与沈阳盾构设备工程有限公司正式签订沈阳地铁九号线首台盾构项目合同。
经过近一年的多次谈判与评审后,双方最终在供货范围和价格上达成一致,在盾构机分公司会议室举行了该合同的签字仪式,合同总价3 600余万元。该合同的成功签订不仅标志着盾构机分公司在开拓国内市场,特别是本地市场方面取得突破,在家门口用自己的拳头产品为沈城人们造福。同时,这也是盾构机分公司入股沈阳盾构设备工程有限公司后签订的首台盾构机合同,预计明年还将有4台合同订单陆续签订。
沈阳盾构设备工程有限公司成立于2013年,是由沈阳地铁集团有限公司、北方重工集团有限公司、沈阳工业国有资产经营有限公司三家企业成立的合资公司,是东北地区首家专业从事盾构设备租赁、销售和工程技术服务为一体的国有公司。其经营范围涵盖盾构设备的租赁和销售、配件销售、盾构设备安装调试等多种服务。三方企业以合作共赢为基础,以现有业务和市场为依托,共同拓展盾构市场,提供优质产品。
北方重工集团(沈阳)工程设计研究院有限公司成立( 2015-01-21)
为进一步提升企业工程成套能力,加快产品转型升级步伐,近日集团公司党政联席会议决定,由北方重工集团有限公司设计研究院和北方重工集团(沈阳)工程设计研究院有限公司合并重组成立新的北方重工集团(沈阳)工程设计研究院有限公司。
新的工程设计研究院涉及领域更广泛,重点发展散料装卸输送成套装备及技术、冶金成套装备及技术,现代建筑产业成套装备及技术、水泥及矿物加工成套装备及技术,露天开采成套装备及技术等;集团公司其它重大超前新产品的研发;土建工程设计等。同时,新的工程设计研究院为集团公司成套项目提供工程技术支持;根据工程总包项目需要,研究工程项目管理专业技术,逐步形成工程项目管理能力与完整的EPC能力。
东方电气集团新一代高效超超临界机组研制成功( 2015 -01-13)
2015年1月10日,由东方电气集团承担三大主机供货任务的神华重庆万州港电2×1 000 MW项目1号机组一次点火冲转成功。锅炉运行正常,汽轮机、发电机振动、瓦温数据良好,机组运行平稳。该机组的成功点火冲转标志着东方电气集团新一代高效超超临界机组研制成功,在火电产品性能提升上又迈出了坚实步伐。
神华重庆万州港电2×1 000 MW项目三大主机是国内首台套大容量、高参数百万火电机组,具有更高的效率和经济性,锅炉主蒸汽出口温度605℃、压力29.4 MPa、再热温度623℃,汽轮机采用超高压筒形内缸、九级回热系统、1 200 mm末级叶片及其他多项新技术。
哈汽公司生产的天津临港燃机热电联产项目机组正式并网发电( 2015-01-24)
2014年12月30日,由哈汽公司为华能集团天津临港热电厂制造的联合循环热电联产项目首套机组顺利通过168 h试运行,正式商业投产并网发电。
天津临港燃机热电联产项目位于天津市滨海新区临港经济区,厂址与天津IGCC电站毗邻。该项目核准建设2套F级“一拖一”燃气蒸汽联合循环热电联产机组,分步建设,先期建设一套,于2012年12月15日正式开工。
该项目采用哈汽公司自主研发生产的三压、再热、双缸、冲动、抽汽、背压、凝汽式汽轮机。168 h试运期间,机组平均负荷率达100.5%,最高功率达47.7万千瓦,热控保护投入率100%,自动投入率100%,电气保护投入率100%,汽水品质全部合格,性能指标达到同类机组优良水平。
该项目采用天然气清洁能源发电,燃机设有低氮燃烧器,并同步设置SCR脱硝装置,污水处理做到零排放,确保各项排放指标符合国家和天津市环保标准,对改善京津冀地区大气质量具有十分重要的意义。
上海电气与格盟国际能源签订煤电总承包项目( 2015-02-16)
1月16日,上海电气集团与格盟国际能源有限公司签署山西灵石启光2×350 MW低热值煤发电项目总承包合同。格盟国际能源有限公司是集团在国内开展电站EPC项目的首个合作伙伴,堪称集团国内EPC项目的发祥之地。本次签约山西灵石启光2×350 MW低热值煤发电项目,标志着集团与格盟国际的合作得到进一步深化。上海电气海水淡化设备发运( 2015-02-16)
上海电气与宝钢集团战略合作重大项目——国内首个热法海水淡化EPC工程取得重大进展,宝钢湛江钢铁基地海水淡化主蒸发器于日前在上海电气电站设备有限公司电站辅机厂核电车间发运,标志着该项目已进入了设备交货期,为工程后续现场安装和调试按时进行提供了保障。宝钢湛江海水淡化项目采用国际先进的低温多效( MED)蒸馏海水淡化技术,利用钢厂和电厂余热蒸汽进行海水淡化。建成后每天可为钢铁基地提供3万吨高品质淡水。项目采用的EPC工程建设模式在国内海水淡化领域属首创,其成功实施将对国内其他海水淡化项目建设提供借鉴。
中冶陕压总包的两条机组交付用户使用( 2015-02-09)
2月2日,公司总包的湖南有色新材料科技有限公司六辊可逆温、精轧机和和四辊可逆热、温轧机正式签署验收协议,交付用户使用。
这两条机组是公司总包项目,负责设计、制造、安装指导、调试及试车等。四辊可逆热、温轧机于2014年10月底完成无负荷调试工作,2015年1月进行了钨板的多次试轧,轧制厚度最小达到1.8 mm,完全满足用户需求。六辊可逆温、精轧机于2014年11月初第一次负荷试车,2015年1月进行纯钼板温轧,轧制厚度最小可达0.2 mm,最大轧制力500 t,满足用户需求。2月2日,双方对试车结果达成共识,认定两条机组的轧制参数和性能符合双方技术协议,签署验收协议。
在机组设备安装调试期间,公司选派专业技术人员到安装现场,进行整套设备的安装指导,完成了设备现场交付、安装指导、管路冲洗及各种问题的处理工作。
(以上信息摘自各企业网站,请作者来电来函联系领取稿酬。)
栏目编辑杜青泉
专利
专利名称:一种小截面方形大梁及其焊接工艺
专利申请号: CN201210246757.X公开号: CN102773590A
申请日:2012.07.17公开日:2012.11.14
申请人:山西平阳重工机械有限责任公司
本发明公开了一种小截面方形大梁及其焊接工艺,属于焊接技术,解决现有手工焊接在施焊空间小时,焊接质量低的问题。小截面方形大梁,由四块宽度200 mm~220 mm,长度≤10 m的梁板组对形成箱形内腔,内腔内设有加强筋板,梁板两端焊接有法兰,其中梁板之间、梁板与法兰之间均为内外角焊缝。焊接时,首先在焊前将待焊部位清理干净,装焊引弧板、收弧板,采用自动焊接小车实施焊接,焊接时采用内腔、外露焊缝交替施焊顺序,先焊内腔打底焊焊缝,背面严格清根后,再焊外露焊缝打底焊缝,之后依次焊接内腔、外露焊缝,采用分段退焊法。本发明把焊接变形控制在允许的范围内,提高小截面方形大梁的抗扭、抗剪切能力,保证大梁的稳定性及可靠性。
专利名称:大炉膛退火炉
专利申请号: CN201210218936.2公开号: CN102776353A
申请日:2012.06.29公开日:2012.11.14
申请人:大连伯新特钢制品有限公司
本发明公开了一种大炉膛退火炉,加热炉体内安装有炉膛,所述炉膛的两端面设有进出口。本发明炉膛内空间很大,线材不会出现在热处理炉内和炉膛壁摩擦,避免了划伤的出现,保证了表面质量。
专利名称:大断面圆坯的连续铸造装置及其铸造方法
专利申请号: CN201210193677.2公开号: CN102773427A
申请日:2012.06.12公开日:2012.11.14
申请人:中冶京诚工程技术有限公司
一种大断面圆坯的连续铸造装置及其铸造方法,装置包括内、外结晶器,上盖机构,基座机构,断面为实心圆状的圆柱形引锭器,带加热的中间包和铸流分配器。基座机构与上盖机构的内部连通且上下固定,外结晶器固定在基座机构下方。内结晶器为倒置的火箭头状结构,内结晶器固定连接在上盖机构上,且内结晶器的下方穿设于上盖机构和基座机构内部,使内结晶器的下部位于外结晶器的内侧,并被外结晶器同心环绕设置,铸流分配器将中间包内的金属液分配为一流或多流导入上盖机构内,内、外结晶器之间填充有金属液。在开浇初期,圆柱形引锭器设置在外结晶器下方的圆形腔体底部,金属液经过内、外结晶器的冷却形成凝固的圆坯,圆坯位于圆柱形引锭器上。
专利名称:大方坯连铸结晶器用浸入式水口的布置结构专利申请号: CN201220020544.0公开号: CN202527701U申请日:2012.01.17公开日:2012.11.14申请人:中冶南方工程技术有限公司
本实用新型涉及的大方坯连铸结晶器用浸入式水口的布置结构,在大方坯结晶器中心设置一个四孔浸入式水口,浸入式水口四个侧孔的中心线在水平方向对准大方坯结晶器的四个结晶器角部,在浇铸时,使钢液从浸入式水口侧孔流出后先到达结晶器角部区域,再反弹或扩散至结晶器的侧面。通过本方案,可以最大程度的耗散钢液流出的动能,减少高温高流速钢液对凝固坯壳的破坏,保护坯壳的合理生长,还可以减少液面波动和表面流速,防止弯月面破坏和卷渣等问题。流出的钢液先到达处于二维冷却的结晶器角部区域,可以使高温的钢液填充至温度低的区域,大大提高了结晶器横截面的温度均匀性,促进了坯壳的均匀凝固和连铸工艺顺行,减少了裂纹和偏析等质量缺陷的产生几率。
专利名称:一种挖掘机大臂单片拼装模具
专利申请号: CN201220111088.0公开号: CN202527878U
申请日:2012.03.22公开日:2012.11.14
申请人:常州天盛重工机械有限公司
本实用新型提供一种挖掘机大臂单片拼装模具,包括模架、工作台板、压板和螺栓。模架包括基座和圆柱形定位凸台;工作台板包括台面平板和两组固定于台面平板上的定位块,台面平板设有定位凸台孔和4个螺孔,4个螺孔位于台面平板的右部板体的左部且两个一组分前后相对设置,台面平板以其定位凸台孔套在模架的定位凸台上的方式坐落在模架的基座上;压板有4个,压板的主板体开有形状为中间呈长方形、前后两端呈弧形的长条形通孔的螺栓孔;4个螺栓每一个螺栓对应穿过一个压板的螺栓孔后旋合在台面平板的相应一个螺孔上将压板活动连接于台面平板上。本实用新型的拼装模具结构简单实用,制造成本低,维护方便。
专利名称:超大内径电机壳焊接用工装
专利申请号: CN201220194202.0公开号: CN202527886U
申请日:2012.05.03公开日:2012.11.14
申请人:天津市隆诚泰铝业有限公司
本实用新型公开了一种超大内径电机壳焊接用工装,与焊接设备配合完成焊接工作,以解决一次挤压的不足,保障电机壳的致密性。连接轴上与每个焊缝相对应的位置分别连接有支撑板,每个支撑板上连接有与相邻两瓣电机壳接缝处相对应的支撑体,多个支撑体的外缘位于与电机壳内径相对应的同一圆周上,每个支撑体上设置有焊缝槽。本实用新型的超大内径电机壳焊接用工装,能够与焊接设备配合完成焊接工作,以解决一次挤压的不足,保障电机壳的致密性,降低电机壳在使用过程中产生开裂的几率,提高了电机壳的使用寿命,同时,降低了电机壳的生产成本。
专利名称:大型压力容器马鞍型接管自动焊接的通用工装
专利申请号: CN201220155718.4公开号: CN202527839U
申请日:2012.04.13公开日:2012.11.14
申请人:青岛兰石重型机械设备有限公司
本实用新型提供了一种大型压力容器马鞍型接管自动焊接的通用工装,主要包括中心板,四块滑板及销轴所述的滑板上加工有长圆孔,所述的中心板上加工有长圆孔与所述的滑板上的长圆孔配合,所述的销轴外径与滑板上的长圆孔配合,通过螺栓、螺母进行固定。马鞍型接管自动焊机对大直径接管进行焊接在大型压力容器制造业已经广泛应用,实践中大型接管法兰中径往往大于马鞍型自动焊接管焊机的底座,严重制约了其使用。本工装能随不同法兰的中心孔直径的大小不同而改变自身的尺寸;销轴3的内径有多种规格以配合不同法兰的螺栓孔直径,可以满足产品多样性的要求;本工装可操作性强,便于安装及拆卸并且强度、刚度满足设计要求。
专利名称:大方坯连铸结晶器用浸入式水口
专利申请号: CN201220025229.7公开号: CN202527702U
申请日:2012.01.18公开日:2012.11.14
申请人:中冶南方工程技术有限公司
本实用新型涉及一种大方坯结晶器用浸入式水口,包括构成水口本体的侧壁、与侧壁相连的封闭的底部、侧壁与底部围成的垂直且顶端开口的内腔以及侧壁上与内腔相连通的均匀分布的四个侧孔。所述四个侧孔中,相邻两侧孔的中心线相垂直,相对的两侧孔大小形状完全相同且沿水口内腔中心线呈轴对称;四个侧孔的中心线与结晶器四个壁面的中心对称线分别重合。其特征在于:所述四个侧孔四周的壁面均由内向外倾斜、呈外扩的喇叭状;水口外壁面上,布置在结晶器宽面的宽面侧孔的孔面积与布置在结晶器窄面的窄面侧孔的孔面积之比等于结晶器宽面面积与窄面面积之比。采用此方案结晶器内横向温度和成分的均匀性,促进初生坯壳的合理均匀凝固,减少铸坯裂纹和结晶器液面结壳。
专利名称:大吨位单质体落砂机
专利申请号: CN201210318491.5公开号: CN102784906A
申请日:2012.08.31公开日:2012.11.21
申请人:无锡锡南铸造机械有限公司
本发明涉及一种大吨位单质体落砂机,包括机座、弹簧、机体及振动电机。所述弹簧安装在所述机座上,所述机体安装在所述弹簧上,所述机体至少由两个部分连接而成,所述机体的上部也设置有一组所述弹簧,所述振动电机位于所述机体相对的两侧外部。本发明中机体至少分成两个部分,便于拆开分体运输;在机体的上部增设了一组弹簧,可降低落砂机对基础的载荷;振动电机位于机体相对的两侧外部,起吊方便,便于检修。
专利名称:大口径弯头火焰切割夹具
专利申请号: CN201220058328.5公开号: CN202539755U
申请日:2012.02.22公开日:2012.11.21
申请人:扬州市管件厂有限公司
一种大口径弯头火焰切割夹具。其动力机构带动弯头支撑架下的主轴转动,主轴带动弯头支撑架和弯头支撑架内的大口径弯头转动,而火焰割炬固定。由于上述结构,使得火焰割炬在加工大口径弯头时,火焰割炬固定,而转到大口径弯头,可使得大口径弯头端面平整。
专利名称:大油储量引擎式焊接工作站
专利申请号: CN201220017375.5公开号: CN202539757U
申请日:2012.01.16公开日:2012.11.21
申请人:成都熊谷加世电器有限公司
本实用新型公开了一种大油储量引擎式焊接工作站,包括控制柜、发电机、发动机、油箱。所述油箱为矩形结构,油箱下端固定轮子;所述油箱上侧锁固控制柜,控制柜罩扣锁固在油箱上端的发电机和发动机。其结构紧凑,重心低,油箱容量大,加油和放油都很方便,既安全可靠又移动方便,同时能保证野外长输管线的焊接质量和焊接效率。专利名称:能承受较大冲击的模具锁紧装置
专利申请号: CN201220121883.8公开号: CN202539446U
申请日:2012.03.28公开日:2012.11.21
申请人:无锡兆一锻压数控装备有限公司
本实用新型公开了一种能承受较大冲击的模具锁紧装置,包括冲头夹持器及安装于冲头夹持器内的模具。所述模具和冲头夹持器之间设置有锁紧顶丝,所述锁紧顶丝的头部旋合有一个锁紧齿轮,所述锁紧齿轮啮合有一个锁紧齿条,所述锁紧齿条通过支撑杆架设在齿条支座上,锁紧齿条可绕支撑杆旋转。所述齿条支座上旋合有一个限位杆。本实用新型结构简单,锁紧效果非常好。更换模具操作简单。
专利名称:一种大型环类通气装置
专利申请号: CN201120524149.1公开号: CN202543268U
申请日:2011.12.14公开日:2012.11.21
申请人:济南重工股份有限公司
本实用新型公开了一种大型环类通气装置,它包括容器以及容器内设有的冷却液,在容器的底部设有通气装置。所述通气装置包括弯曲成环状的管,所述管的上方设有多个孔;管上还设有进气嘴,所述的进气嘴通过管路与外部压缩空气气源连接。所述的管,采用直径0.1524 m圆管。所述孔直径为2.5 mm,间距100 mm。所述压缩空气气源的压力为1MPa,流量180 m3/h。所述冷却液为盐水。实用新型的有益效果是:通过实施本实用新型,得出本实用新型设计合理,方便快捷,有效提高了工件的合格率。
专利名称:大包长水口
专利申请号: CN201220089709.X公开号: CN202539560U
申请日:2012.03.12公开日:2012.11.21
申请人:董建伟
一种大包长水口,与下水口相适配。大包长水口的进口端内侧设有环形槽腔,大包长水口的进口端外侧设有与环形槽腔相连通的氩气进气口,环形槽腔的上面在大包长水口进口端的内侧面上设有若干缺口,在大包长水口与下水口相配合后,缺口使得环形槽腔与大气相连通。本实用新型对现有稍加改进,增设的若干缺口使得下水口与大包长水口相配合后环形槽腔与大气相连通,当氩气进入到环形槽腔中后,多余的氩气可以经由缺口流通到大气中,从而避免了氩气可能会渗透密封棉环进入中包钢水中现象的发生,效果显著,因此本实用新型具有结构简单、设计合理等特点。
(金专提供)栏目编辑傅冬梅
生产技术
Analysis on Casting Crack of Hammer Head with G522MnNi5 Material
Wei Xinhong,Zhang Xiaohui,Dong Yuehua,Li Xingyue
Abstract:The upper part of hammer made of G522MnNi5 material is occurred serious flaws during the casting process.Through chemical analysis,microstructure analysis,electron microscope and energy spectrum analysis,it can be confirmed that high amounts of Al below the riser causes ALN microstructure generated and concentrated at the grain boundary,which leads to delayed brittle cracks.
Key words:G522MnNi5; ALN microstructure; brittle crack
作者简介:卫心宏( 1963—),男,高级工程师,主要从事铸造材料及工艺研究。
收稿日期:2015—01—09
文献标志码:B
中图分类号:TG245