攀钢1#方坯连铸结晶器液位控制系统改造
2016-01-01 15:52李永超
四川冶金 2015年3期
李永超
(攀钢提钒炼钢厂,四川攀枝花617062)
攀钢1#方坯连铸结晶器液位控制系统改造
李永超
(攀钢提钒炼钢厂,四川攀枝花617062)
通过采用Cs137替代Co60检测结晶器液位,对攀钢1#方坯连铸机结晶器液位控制系统进行了改造。结果表明,采用Cs137检测能有效地消除Co60检测存在的缺陷,取得了很好的效果。
连铸;结晶器液位控制;Cs137;Co60
1 引言
攀钢1#方坯连铸机是从奥地利VAI公司引进的一台全弧形6机6流大方坯连铸机,设计年产量为120万吨。而连铸机结晶器钢水液位自动控制是实现连铸设备自动化的关键设备,是保证连铸正常生产操作,防止浇铸事故,减少和避免漏钢、溢钢,提高铸坯质量的有效技术。2009年4月开始,在攀钢1#方坯连铸机上进行了改造试验,采用Cs137替代Co60进行结晶器液位检测,液面检测稳定,实现了对重轨等高品质钢的质量稳定控制,使用效果较好。
2 原结晶器液位控制系统及存在的缺陷
攀钢1#方坯连铸机于2003年9月投产,1#方坯连铸机结晶器液面检测系统原采用德国berthold公司生产Co60型LB352液面计,控制系统采用SEIMENS C7控制器,液位控制精度在稳定工作状态时约±3mm,性能稳定。然而Co60的半衰期短,仅5年半,每5年就得更换一次放射源,这不但增加设备成本,而且Co60的生产、储存、办证、回收等工作也非常繁琐;且Co60放射源的办证和采购周期长(半年以上),手续繁琐,维修不便,对生产冲击大;同时,备件价格高,Co60液位检测接受器(闪烁计数器)的价格为6~7万,二次仪表十多万一台;Co60放射剂量较高,对环境影响较大。
目前,国内外结晶器液位检测的主要方法有:放射性同位素法(Cs137或Co60)、热电偶法、激光法、电磁法、涡流法等[1]。其中涡流法、浮子法主要用于板坯连铸机,热电偶法、激光法、电磁法、红外摄像法目前国内应用较少。
3 结晶器液位控制系统构成和工作原理
3.1 系统构成
结晶器液位控制系统由放射源、传感器、二次仪表、控制系统和执行机构组成。如图1所示。
图1 系统构成图
3.2 工作原理
结晶器液位检测系统用于测量结晶器内钢水的实际液位,该检测方法是一种放射测量方法。该测量方法利用放射射线穿透物质被吸收的物理原理(如图2),产生的检测结果由比例I/IO关系得出,该比例关系是被待测物料衰减了的辐射强度I与未衰减的辐射强度IO之比。基本的测量结构如图2所示。辐射强度计算方法根据以下数学方程式:I= IO*exp(-μρd)(μ为物质的总衰减系数),该方程式表明在一定的放射源强度和相应的质量衰减系数条件下,检测结果仅仅依赖于产品密度ρ和检测路径d。既然检测路径d是不变的,物质密度可能随着某种检测路径变化,但由于是指数函数的原因它不会有很大影响。该检测方法不会受被检测产品化学和物理特性影响。基于以上所述原因,辐射检测原理保证了检测的高可靠性。
图2 结晶器液位检测系统原理图
4 结晶器液位控制系统改造内容
通过对各种结晶器液位检测方法的比较,针对攀钢1#方坯拉速较快,控制精度要求高(±3mm)的特点,结合国内外结晶器液位检测的经验,攀钢1#方坯铸机结晶器液位控制系统本次改造选用镭目公司RAM型Cs-137钢水液位控制系统。该系统具有信号集中,灵敏度高,半衰期长,液面有较少波动的特点,使用与维护方便,符合我厂实际生产的需要[2]。
本次改造内容包括对放射源、传感器、二次仪表的改造,控制系统及执行机构采用原有设备,充分利用原控制系统稳定、故障率低的特点。
5 Cs137液位检测控制系统
5.1 系统特点
RAM型Cs-137钢水液位控制仪是镭目公司液位控制系列化产品之一,采用以Cs-137代替Co-60的技术,使照射剂量降低22倍,寿命延长6倍,熔点提高575℃,源罐重量轻3~5倍,极大地方便了仪器的装拆和保护。同时,仪表接受器采用新型高灵敏度晶体,使灵敏度提高40倍,与国外Cs-137的同类产品比较,铯源活度减小33倍,即使用的铯源更小。
二次仪表采用智能化和集成化技术,通过键盘人机对话设置参数,大屏幕彩屏液晶实时跟踪现场情况,具有高度的可靠性、精确度,可储存四组不同的断面数据,使用更加方便。
该系统可连续测量结晶器的钢水液面,并能在线切换不同钢坯断面参数,输出随液面高度线性变化的电压或电流模拟量,送给液位调节系统,从而实现自动控制拉坯或浇钢速度,并且使钢水液面稳定地保持在预定的高度上,因此可提高连铸机作业率,保持钢锭质量,并且减轻浇铸工人的劳动强度,同时大大减轻了维护人员的工作强度。
5.2 二次仪表工作原理
Cs-137源发射的γ射线通过水套和铜管射到接受器上,产生电脉冲。电脉冲通过屏蔽电缆输入到二次仪表,经放大、分析之后送主机(参看图3),形成脉冲计数N,N值随结晶器内实际的液面高度成比例变化。因此,可通过N值,计算出液面高度H及与H成线性的电压或电流模拟量,送到二次仪表后面板,用于控制塞棒位置或拉矫机的拉速,保持结晶器中的钢水液位稳定。控制仪的工作参数可根据现场的实际情况,通过二次仪表前面板上的键盘进行修改。
图3 电路方框图
5.3 放射源
5.3.1 放射源特征
放射源采用铯137同位素,具有良好的穿透性。在采用超灵敏脉冲传感器后,所用铯源活度小。
放射源经屏蔽防护后,放射辐射剂量当量水平在国家安全标准范围内,所以无需防护部门定期检查。
5.3.2 放射源的防护
工业应用的放射源总是严格密封的放射源。它们通常被紧紧焊在稳固的不锈钢容器中,因此放射源不会泄漏,也不会污染环境。而且根据物理学原理,由放射源照射激活被检测的产品是不可能的。
5.3.3 铯137与钴60特性对比(见表1)
5.4 传感器
5.4.1 传感器特征
传感器采用高灵敏度脉冲传感器,其传感器主体部分是由高灵敏的晶体和光电倍增管组成。输出为数字脉冲信号,抗干扰能力强。采用BGO晶体作为传感器的晶体(专利技术/目前世界最先进技术),灵敏度较NaI晶体(国外目前所用)高3~8倍(包含传感器采用特殊的接受方式而提高的灵敏度)。
5.4.2 传感器组成及各部分功能
传感器组成包括晶体、光电倍增管、前放、高压电路板。铯137发出的射线打在晶体上,晶体就产生荧光,这些荧光又打在光电倍增管的光阴极上,光阴极发出电子并被放大成电脉冲。脉冲经前放放大后送入二次仪表。高压板产生直流高压(600V~800V),给光电倍增管提供工作电压。
5.4.3 传感器与其他同类产品的对比(表2)
表1 铯137与钴60特性对比

表2 不同接受体的传感器检测测灵敏度对比
6 改造后系统使用效果
2009年4月,对1#方坯连铸机一流实施改造,通过近6个月的试验观察,到2009年10对2-6流液位检测全部改造完成,通过近4年的使用,实践证明,改造后Cs-137使用情况比较好,液面检测稳定。其改造后系统与改造前系统控制精度相当,能满足生产要求。
为比较改造前后的解决器液位控制效果,于2009年5月21日,对1#方坯连铸机结晶器液位控制系统改造后与改造前控制曲线进行对比分析,情况如下(1流为改造后CS-137放射源,2流为改造前CO-60放射源)。
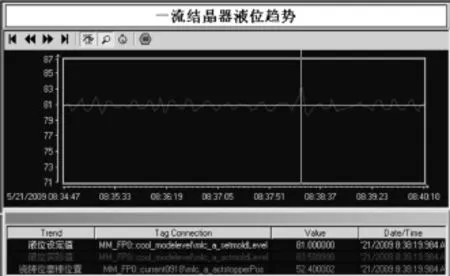
6.1 改造后系统波动范围曲线从图中看出,改造后液位控制系统正常波动范围在±2mm,最大波动为2.6mm。
6.2 改造前系统波动范围曲线
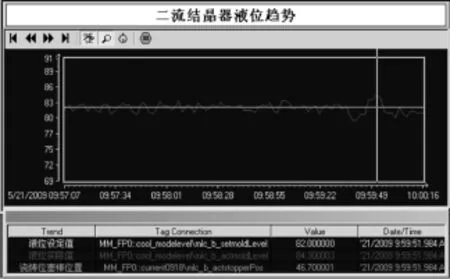
从图中看出,改造后液位控制系统正常波动范围在±2mm,最大波动为2.3mm。
6.3 改造后系统长时间控制曲线
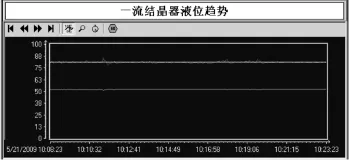
从控制曲线看出,改造后系统长时间控制稳定,液位波动较小。
6.4 改造前系统长时间控制曲线
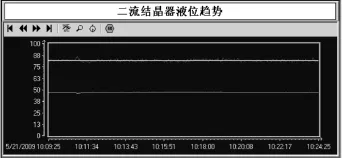
从控制曲线看出,改造前系统长时间控制稳定,液位波动较小,曲线毛刺稍多。
7 结语
(1)通过控制曲线对比看出,改造后液位使用情况较好,液面检测稳定,改造后系统与改造前系统控制精度相当,达到了钢液面波动控制在±3mm内,液面能够保持长期稳定;正常投运率≥99%,系统响应时间≤0.1秒的目标。
(2)通过劳研所提供的环境检测报告,铯137放射源辐射剂量(在距源容器1米处的剂量当量率限值)<2.5μSv/h。采用CS-137代替CO-60的技术,使照射剂量降低22倍,寿命延长6倍,溶点提高575℃,达到了安全和环保的要求。
(3)铯半衰期为30年,钴半衰期为5.27年,源罐重量减轻3-5倍,仪器的装拆方便,减轻浇铸工人的劳动强度,设备成本和维护成本大大降低,提高了连铸机的作业率。
[1] 王维.连续铸钢500问.北京,化学工业出版社,2009.04:84-85.
[2] 宋东飞.方坯连铸结晶器液位控制系统.冶金动力,2004(5):80-82.
Transformation of the Mould Level Control System of PZH Steel 1#Conticaster
LI Yong-chao
(Vanadium Recovery&Steelmaking Plant of PZH Steel,Panzhihua 617062,Sichuan,China)
By substituteing Cs137 for Co60 to detect the mold level,Had remoulded the mould molten steel level control system of the 1#continuous casting plant of PZHsteel.The results shows,It had effectively eliminated the limitation that using Cs137 instead of Co60 to the mould level detection,Good results have been achieved.
continuous casting;the mould level control;Cs137;Co60
TF341
:A
1001-5108(2015)03-0036-05
李永超,工程师,主要研究炼钢及连铸工艺设备。
猜你喜欢
山东冶金(2022年2期)2022-08-08
核安全(2022年3期)2022-06-29
核安全(2022年3期)2022-06-29
核安全(2021年6期)2021-12-31
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
山东冶金(2019年2期)2019-05-11
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
天津科技大学学报(2015年4期)2015-04-16