关于GD机组小包喷码控制系统开发与应用
2015-12-30 03:26曾燕云
中国设备工程 2015年12期
陈 晓 简 文 曾 杰 曾燕云
(湖南中烟工业有限责任公司郴州卷烟厂,湖南 郴州 423000)
关于GD机组小包喷码控制系统开发与应用
陈 晓 简 文 曾 杰 曾燕云
(湖南中烟工业有限责任公司郴州卷烟厂,湖南郴州423000)
在GD机组原配MICROII电控系统平台上开发小包喷码控制系统,提高了设备控制精度与小包喷码机运行稳定性,提升了产品质量和设备保证能力及运行效率。
标识技术;喷码机;MICROII控制系统;控制精度;运行效率
为配合“芙蓉王”品牌的引进,卷烟厂在用GD机组需加装喷码防伪系统,并配套相应的小包喷码控制系统,以完成产品的标识工序。然而据了解,其他厂广泛采用的外挂式小包喷码控制系统存在运行不稳定,控制精度低,维护成本高等缺点,相对而言,GD机组原配MICROII微机控制系统工作更稳定,检测精度更高,并对输入输出点有诊断功能,操作者可通过OPC实时了解机器的控制和机器运行状况。综上所述,有必要在GD机组原配的MICROII控制系统平台上开发1套小包喷码控制系统,以确保小包喷码机稳定运行,保证产品质量。
一、喷码防伪系统的设计方案
通过多年的学习研究,在对GD机组原配的MICROII微机控制系统熟练掌握的基础上,决定采用新增小包喷码控制系统与原机控制系统融合的设计方案,这样不但可发挥原机外围电路简洁,检修方便,检测精度高,运行稳定的优点,而且喷码控制的相关参数可在OPC上进行修改,喷码故障信息和统计信息可及时显示,甚至通过数采系统可对小包喷码控制系统的相关数据进行采集,便于设备管理与系统分析。具体的工作实施要根据小包喷码机的控制要求,在MICROII电控制系统平台上开发1套小包喷码控制系统,并通过编写相应的小包喷码控制程序源代码,实现如下功能。
1.小包喷码自动剔除功能
当系统捕捉到小包喷码机检测系统发出剔除信号时,需跟踪此剔除信号的烟包工位,使该烟包到达剔除口时完成自动剔除,系统控制程序具有统计每个班次对应的剔除数量功能,如出现连续剔除烟包过多时,则发出停机指令,并在OPC显示屏上显示“小包喷码剔除烟包过多”的红色提示信息。
2.小包喷码机联机功能
当系统捕捉到小包喷码机发出停机信号时,设备自动停机,并显示“小包喷码检测引起停机,请检查喷码检测识别系统是否正常”红色提示信息。
3.机器同步触发功能
由MICROII控制系统根据透小包编码器的角度准确提供小包喷码及喷码检测触发信号,且能够在OPC上对相应的相位参数进行修改,满足生产需求。
二、外围电路原理图设计
为保证与原机控制系统的一致性。设计原理图时采用与原机相同工艺,并利用原系统连接电缆中多余的导线及原机控制系统数字量输入、输出电子板上未用的通道进行整体设计。
1.电器原理图设计
弹性波传播速度计算式为:式中q为胶带、货物及托辊单位长度的质量之和,kg/m;计算得,承载分支满载时,j1=1 145 m/s;承载分支空载时,回程分支j2=2 103 m/s。承载分支满载时,弹性波传播时间t1=0.764 m/s;回程分支传播时间t2=0.415 m/s。
根据GD主控制柜内IO点的设计要求,结合GD机组原电器原理图的设计特性,以及小包喷码系统的接口电路特点,对小包喷码控制系统的电器原理图展开设计工作。最终设计出的电路原理图如图1、2所示。
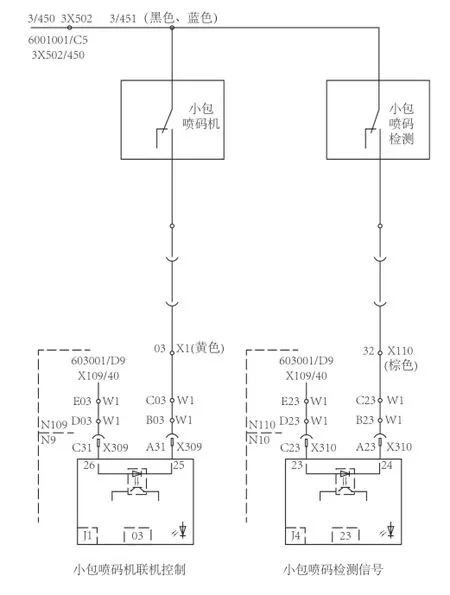
图1 电配输入信号(小包喷码系统)原理图
2.原理图上电柜两路输入信号功能说明
(1)小包喷码检测发出的剔除信号:通过电柜10号输入板的第23号通道对小包喷码检测器发出的剔除信号进行捕捉。当喷码检测系统检测到喷码不合格的透明纸,检测系统的触点将闭合,此时23号通道的电路内将产生信号流,输入板的23号指示灯被点亮。剔除信号将被主控制程序捕捉。
(2)小包喷码的联锁信号:通过电柜9号输入板的第3号通道对小包喷码系统的故障信号进行捕捉。当喷码系统发出停机指令时,检测系统的触点将闭合,此时3号通道的电路内将产生信号流,输入板的3号指示灯被点亮。剔除信号将被主控制程序捕捉。
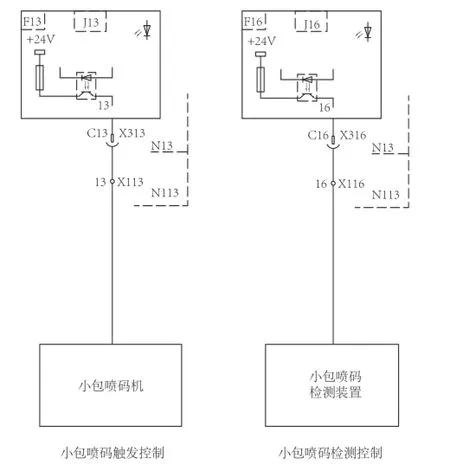
图2 电配输出信号(小包喷码系统)原理图
3.原理图上电柜两路输出信号功能说明
(1)小包喷码触发控制信号:通过电柜13号输出板的第13号通道对小包喷码机发出触发信号。当此输出板的13号通道有触发信号输出时,此电路内将产生信号流,此通道的指示灯被点亮,触发信号将被小包喷码机捕捉。
(2)小包喷码检测控制信号:通过电柜13号输出板的第16号通道对小包喷码机发出触发信号。当此输出板的16号通道有触发信号输出时,此电路内将产生信号流,此通道的指示灯被点亮,喷码检测信号将被小包喷码检测系统捕捉。
三、软件设计部分
喷码控制程序通过调用原控制系统中透小包编码器的处理程序来完现小包喷码触发控制与小包喷码同步检测信号功能。主要的软件设计工作是增加喷码剔除功能与喷码联机停机功能相应控制程序的源代码编写与调试。
根据小包喷码剔除功能的要求:检测器检测到小包喷码、给出剔除信号时,需跟踪此剔除信号的相位,当对应烟包到达剔除口时给予剔除,并统计每个班次对应的剔除数量,如连续剔除烟包过多则停机,且卷包操作显示屏上显示对应信息。
结合GD机组整个MICROII控制系统的控制工艺与逻辑。设计出如图3所示程序控制流程图。
2.小包喷码的联锁信号
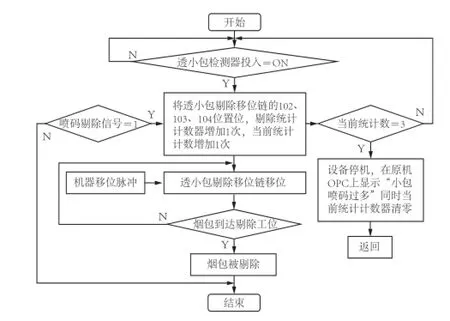
图3 小包喷码剔除程序控制流程图
根据联机控制的要求:当检测到停机信号输入端有信号时停机,并显示相应停机信息。同时结合GD机组整个MICROII控制系统的控制工艺与逻辑。设计出如图4所示程序控制流程图。
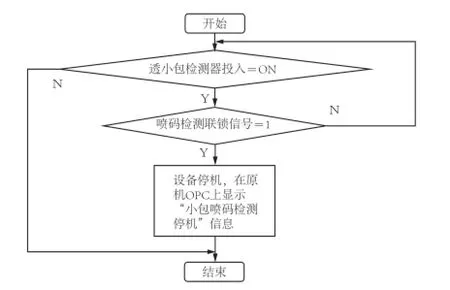
图4 小包喷码机联机程序控制流程图
3.程序编写
通过对以上的两个流程图的分析,结合GD控制系统的GD编程语言特点与要求,对小包喷码控制程序的源代码进行编写,并让程序实现在OPC上显示小包喷码机调整的参数项、故障指示灯、红色信息等功能。具体程序略。
四、样机的安装与效果验证
当电路原理图与小包喷码控制程序设计完成后,将所需的零配件、软件、控制程序准备好后,组织在“芙蓉王”生产区的13#GD机组上实施。安装调试时多次根据现场调试情况对喷码控制程序进行了修改。为了对小包喷码控制系统进行效果验证,还制定了相应的实验方法与实验目的。
1.喷码控制功能实验方法
检查包装机主控制柜上小包机检测器投入开关状态,并选择投入。查看OPC透小包机参数设置项,查看原机OPC上透明纸包装组下面的小包喷码防伪功能项,找到新增加的小包喷码触发相位与检测相位设定参数是否正确。再检查小包功能喷码功能是否投入,同时检查小包喷码剔除步数的设定参数是否正确。将透小包辅料准备到位,盘车查看小包防伪喷码位置是否正确,观察小包喷码检测器的检测图像,对OPC上相应的相位参数进行精细调整。设备运行时,喷码检测系统强制输出停机联锁信号,设备应停机,同时OPC上显示“小包机喷码检测错误”的红色信息。
2.喷码功能实验目的
当设备运行时,小包喷码的位置准确,同时喷码检测图像的位置准确。用小纸片挡住喷头,模拟喷码不合格烟包,当喷码不合格的烟包到达剔除工位时,该烟包应当被正常剔除。同时在小包喷码剔除统计数上增加1次统计,边续挡住3包烟包时,设备应停机,并在OPC上显示“小包喷码剔除过多”红色信息。再次启动设备,小包喷码不合格的烟包在剔除工位被正常剔除。
3.效果认证
组织相关人员对改进后的小包喷码控制系统进行了连续多日多班的现场模拟实验。实验结果表明,改进后的小包喷码控制系统运行稳定可靠,达到了设计的效果。于是对B区其余5台设备进行推广,以保证“芙蓉王”品牌能按原计划组织生产。
五、结论
在MICROII控制系统平台上成功开发的小包喷码控制系统通过样机的安装、调试,以及生产现场试验和生产的运行实践,证明该设计方案比较完美,实现了对小包喷码设备的同步信号触发、检测信号同步控制、喷码不合格烟包自动剔除、故障自动停机、红色信息提示、分班数据统计等功能。保证了烟厂小包喷码控制系统的稳定可靠运行和小包喷码质量的提升,能方便对小包喷码产品质量情况进行分析与管理。使得“芙蓉王”品牌能顺利在烟厂转移加工。
[1]初嘉鹏,贺凤宝.机械设计基础[M].北京:中国计量出版社,2002.
[2]机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2004.
[3]刘贺阳,张建勋等.GDXI包装机组铝箔纸自动拼接系统的设计应用[J].烟草科技,2010(2):20-22.
[4]谭浩强,张基温,唐永炎.C语言程序设计教程[M].高等教育出版社,2003.
[5]徐科军,马修水,李晓林.传感器与检测技术[M].电子工业出版社,2004.
TF273
B
1671-0711(2015)12-0087-03
(2015-11-03)
猜你喜欢
作文小学中年级(2022年11期)2022-12-25
包装工程(2022年9期)2022-05-13
锻压装备与制造技术(2021年1期)2021-03-24
装备制造技术(2020年4期)2020-12-25
智族GQ(2020年8期)2020-09-06
重型机械(2020年3期)2020-08-24
学苑创造·A版(2019年8期)2019-08-15
中国食品工业(2018年5期)2018-11-02
意林·全彩Color(2018年7期)2018-08-13
中国检察官·司法务实(2017年1期)2017-02-16