南京卷烟厂“以卷烟产品质量为导向的设备维保体系”研究及实施
2015-12-30 03:26毛圣荣
中国设备工程 2015年12期
束 晨 陈 亮 毛圣荣 杨 坚
(江苏中烟工业有限公司南京卷烟厂,江苏 南京 210000)
南京卷烟厂“以卷烟产品质量为导向的设备维保体系”研究及实施
束 晨陈 亮毛圣荣杨 坚
(江苏中烟工业有限公司南京卷烟厂,江苏南京210000)
南京卷烟厂生产制造处(卷包线)根据“以卷烟产品质量为导向的设备维保体系”中的从修故障到修质量最终到修状态的具体要求,结合现有的精益化生产、TnPM、SOPS、6sigma、QC等先进的数据统计和管理方法,建立了一套以产品质量为核心的检维修体系及故障数据库、专家诊断库。利用现有的信息化平台,自主开发建立了一套适用于南京卷烟厂生产制造处(卷包线)的“检维修体系集成化系统”,综合利用信息化平台(MES、数据采集系统、SAP、图形集成系统、OA)进行了对所有生产过程、设备故障、维修过程、产品质量的数据采集、交汇和整理。同时卷包线继续完善了KPI指标的覆盖范围,形成了一级、二级产品质量监控KPI指标和一级、二级设备维运KPI指标。并且对支持KPI指标的二级指标利用FMEA及卷包线的检维修信息化系统进行了科学的筛选及评审。对如何将KPI指标运用到平时的生产中进行了探索和研究。
设备维保;信息化;卷包线; KPI
一、项目推进工作的完成情况
“以卷烟产品质量为导向的设备维保体系”主要的推进工作是,首先将整个体系的运行流程进行了固化,同时围绕着如何更加科学的通过一些先进的统计工具对二级指标进行选取和固化,并且利用第二阶段确定的KPI指标和卷包线现有的检维修体系集成系统,做好有机的结合,使建立的KPI指标真正的落到实处,最终应该做到以二级指标为基础,KPI指标为支撑,按照KPI指标的要求进行维修方式方法的确定,形成一个完善的围绕设备质量维修为主体的数据采集储存分析系统库,来更好的指导平时的维修和生产工作,提高设备的总体运行状态(图1)。
1.利用科学的统计工具完善FMEA失效模式,固化二级指标
南京卷烟厂卷包线在先确定了机器各个重要组件的详细运行流程图后,利用SIPOC分析法和树状图分析法找出影响某个质量监控KPI指标的具体潜在失效部位。然后使用由检维修信息化系统所提供的故障维修记录表,筛选出在某一个时间段内对此潜在失效部位的具体维修记录,通过维修记录内的故障现象和故障原因的描述确定潜在失效后果以及潜在失效的起因及机理。并且通过某一时间段内的维修次数来确定它所对应的频度。通过由检维修信息化系统所提供的点巡检记录分析,包括点巡检的作业指导书来确定此次失效部分的现行探测模式及探测度,从而使卷包线的FMEA失效模式表更加具有客观性、科学性和可操作性。最后利用FMEA中的RNP风险值通过PARETO图表形式进行风险值高低的排列,根据二八定律选取关键的部位,最终达到固化关键二级指标的目的。
2.积极使用信息化系统,使二级指标中的各项参数标准得以落地实施
南京卷烟厂卷包线在建立“检维修体系集成化系统”后,就考虑到如何将二级指标内所固化的“设备机械参数标准”、“剔除检测参数标准”、“设备生产参数标准”、“设备维保技术标准”得以更好的使用,指导平时的生产和维修工作,避免形成一纸空文的现象。真正将质量维修的理念落到实处。利用信息化系统中的点巡检模块、保养标准检查模块、操作工报修模块、维修工故障维修记录模块、轮保管理模块的功能实现了二级指标内各项参数标准从单一的文字叙述转化成为了多元的设备管理标准。
3.发动全员参与,加强制度考核,将以二级指标为基础KPI指标作支撑的质量维修深入人心
南京卷烟厂生产制造处(卷包线)为了使以二级指标为基础,KPI指标为支撑的质量维修落到实处,深入人心,从体系建立开始就考虑如何将其与检维修体系集成化系统有机结合。卷包线项目组多次进行项目论证,做好项目前期的规划工作,中期的培训工作,后期的试运行工作,最终形成了以全员参与为落脚点,制度考核为规范点的质量维修体系。将前期固化的二级指标和KPI质量指标作为具体的设备故障部位或名称纳入到设备故障报修模块中,直接实现了操作人员对设备发生的质量故障实时上报的功能,并且实现了维修人员对所上报的故障及时解决或了解的目的,打通所有维修过程中的关键环节,做到维修过程责任到人。制定了“江苏中烟南京卷烟厂生产制造处(卷包线)检维修体系实施细则(试行)”、“检维修体系报修维修点巡检操作规范及考核制度”、“江苏中烟南京卷烟厂生产制造处(卷包线)日常保养、班中保养考核制度(修订版)”等多个考核标准。
二、以质量维修为导向的实用案例分析
2014年1月在使用TOP2法分析维修记录报表时,发现激光打孔系统嘴通风缺陷维修次数比较多,此故障的维修面积覆盖很多机台,后经过筛选后发现6#PROTOS卷烟机维修激光打孔部位通风度不稳定次数较多,而且多次维修后此现象仍然存在。通过调查,按照质量维修的流程对此次故障进行了维修。在维修的过程中充分体现了整套体系的可操作性。
首先考察了6#机南京(红)2013年11月到2014年1月的滤嘴通风度缺陷率,结果见表1。
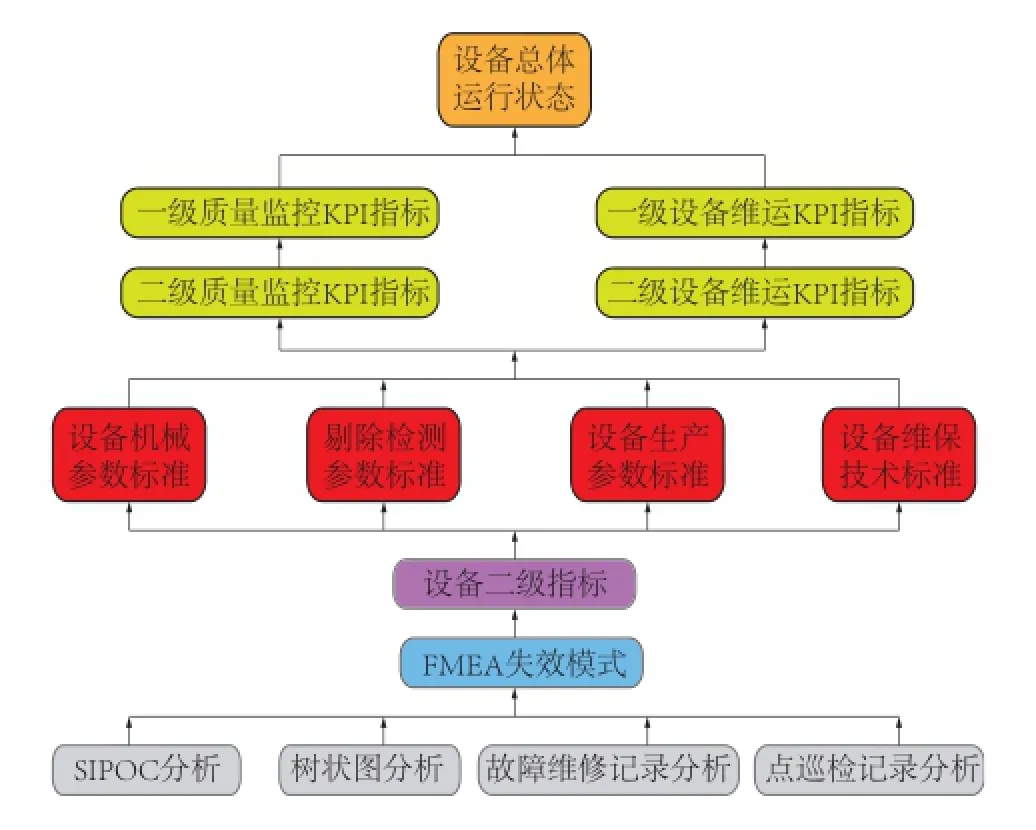
图1 设备总体运行状态
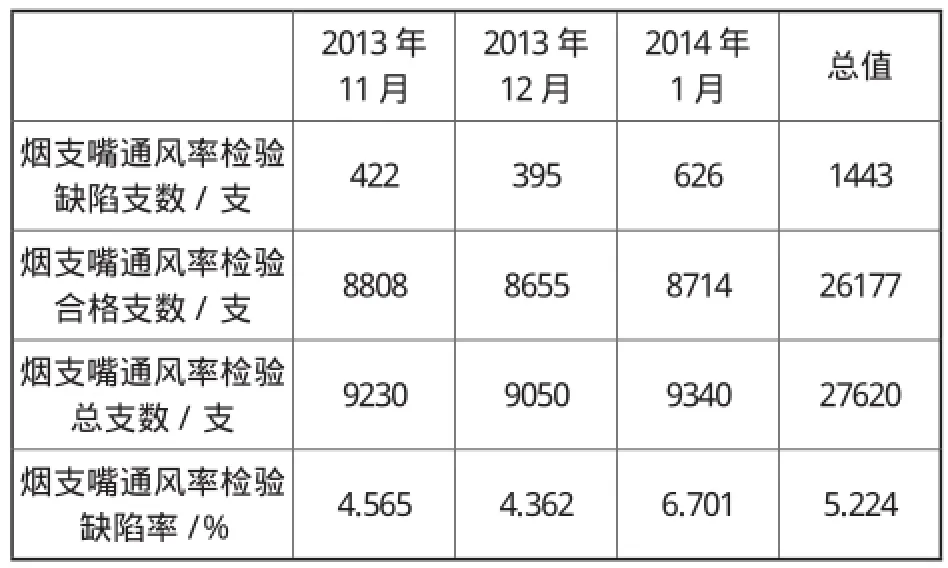
表1 6#机南京(红)2013年11月至2014年1月滤嘴通风度缺陷率
为了进一步了解6#机滤嘴通风度的现状,现选取其2014年1月的100个滤嘴通风度数据进行过程能力分析。由六合一图可以看出整体PPM为61375,转化为缺陷率为6.14%。而后进行了和通风度相关的二级指标分析。
1.工艺流程的分析(图2)
通过对激光打孔流程的分析,可以得到4个关键流程(图中橙色位置),针对这关键流程制做SIPOC图(表2)如下。
2.结合以上关键流程分析,对相关因素制作树状分析图(图3)
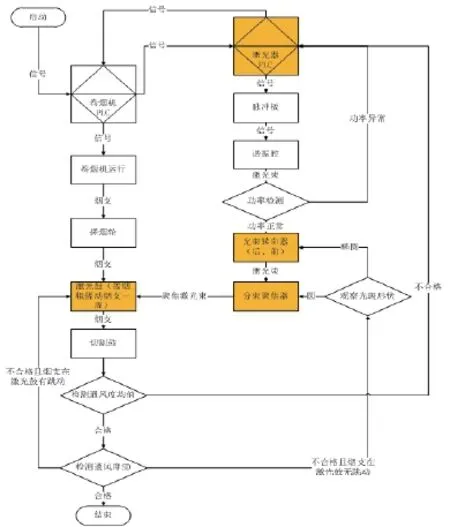
图2 激光打孔工艺流程图
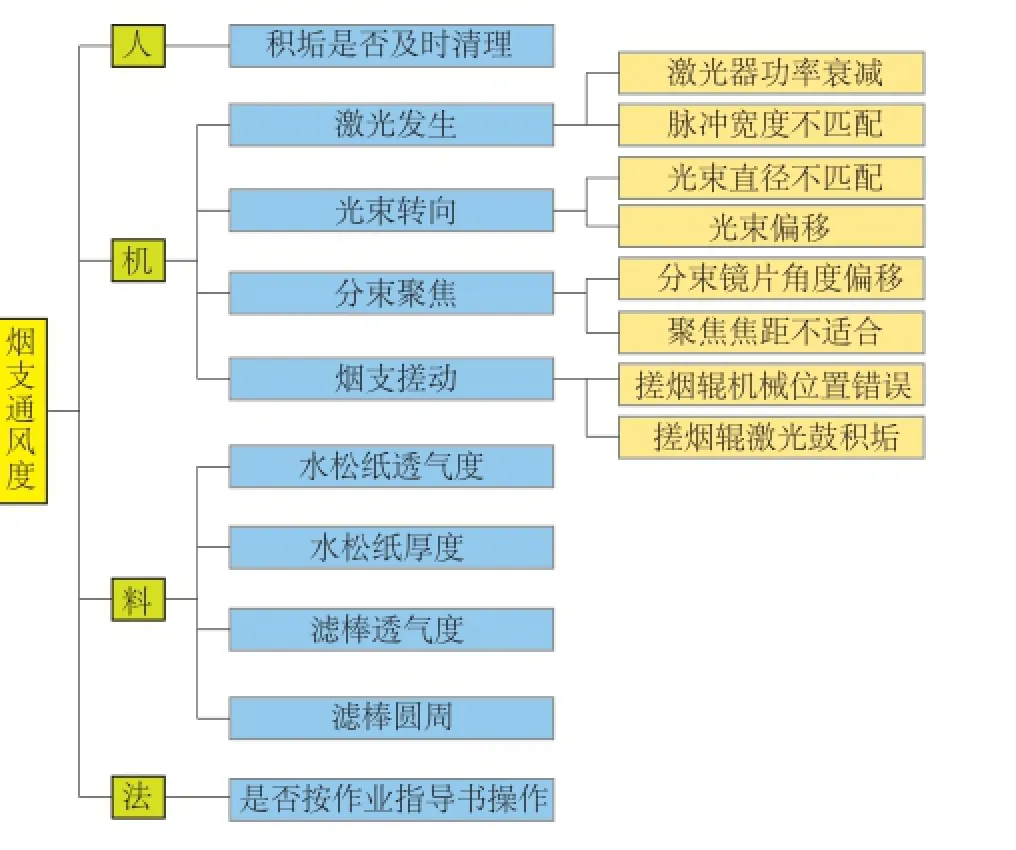
图3 树状分析图
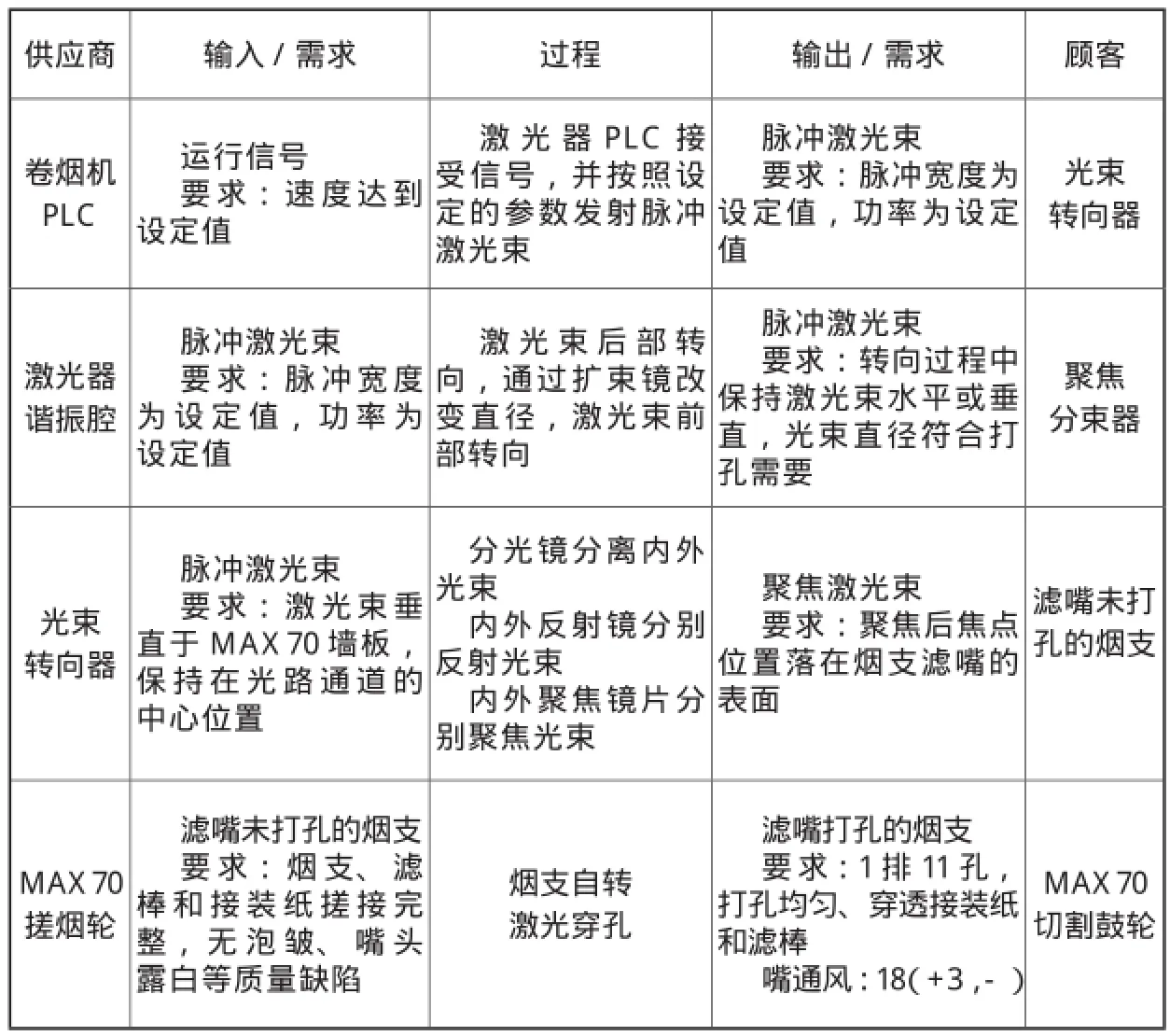
表2 SIPOC工作表
3.针对以上12条末端因素制作FMEA表格
在FMEA表格中,利用故障维修记录进行分析,确定每项潜在失效模式的发生频度(O)和潜在失效的起因/机理;利用点巡检记录进行分析,确定每项潜在失效模式的探测度(D)。而对于每项潜在失效模式的严重度(S)根据之前的流程图以及详细SIPOC进行评估。
根据RPN打分情况制作pareto图。从pareto图可知,前4项RPN不小于60的失效模式的累积百分比达到79.3%。因此决定将RPN大于60的潜在失效起因作为二级指标。
4.二级指标分析
由FMEA表格的排列图分析,得到3个二级指标。按照二级指标所固化的各项参数进行激光打孔系统的维修与调整,加强了平时对激光打孔系统的保养力度。
在按照二级指标相关参数标准实施改进后,收集6#机100个数据。对改进后100组数据做六合一图。由六合一图可以看出整体PPM为11639,转化为缺陷率为1.17%。
将6#机改进前后进行比较,其滤嘴通风度造成的质量缺陷由6.14%下降到1.17%。还对此次维修中所总结的经验进行了维修标准作业指导书的编写,还对保养拆卸进行了视频拍摄,为后期的维修经验共享模式提供基础资料。
F273
B
1671-0711(2015)12-0055-03
(2015-10-20)
猜你喜欢
环球时报(2022-08-16)2022-08-16
阅读与作文(英语高中版)(2021年3期)2021-04-19
新世纪智能(数学备考)(2020年11期)2021-01-04
儿童故事画报(2020年8期)2020-10-30
科技创新与应用(2017年6期)2017-03-23
科技视界(2016年20期)2016-09-29
新高考·英语进阶(高二高三)(2016年1期)2016-03-05
连环画报(2015年8期)2015-12-04
科技与创新(2014年20期)2014-11-26
新高考·高一物理(2014年1期)2014-09-18