
氢型阳离子交换树脂在酒精-沼气双发酵耦联工艺中的应用*
2015-12-25 02:00王柯张建华毛忠贵
食品与发酵工业 2015年12期
王柯,张建华,毛忠贵
1(江南大学,工业生物技术教育部重点实验室,江苏无锡,214122)
2(江南大学 生物工程学院,江苏 无锡,214122)
在传统的木薯酒精生产过程(图1a)中,酒糟的处理工艺为“厌氧消化-好氧消化-深度处理-排放”,该工艺存在投资大,运行成本高,浪费水资源,难以达标等缺陷[1]。为此,我们提出木薯酒精-沼气双发酵耦联工艺来解决酒糟的处理问题(图1b)[2-3]。在该工艺中,酒糟经厌氧消化处理和资源化处理后,回用于酒精发酵过程,从而降低了能耗和水耗,并消除了废水的排放。由于厌氧消化出水的pH为8.0左右,且具有较强的缓冲能力(即较高的碱度),将其回用配料时,需要添加H2SO4调节料液的pH至6.0(液化酶的最适pH)。这就向酒精发酵培养基及后续的酒糟中引入了。虽然酒糟经厌氧消化处理时,硫酸盐的浓度不足以影响反应器的运行,但是硫酸盐还原产生的硫化氢会存在于沼气中,这就增加了沼气脱硫工程和沼气纯化的成本[4],从而限制了该工艺的产业化应用。为了解决这一问题,最有效的办法就是降低厌氧消化出水的碱度。
在耦联工艺中,HCO3-形成的碱度构成了厌氧消化出水碱度的主体[5]。如果要降低厌氧出水的碱度,就必须去除其中的HCO3-,并且不能引入酸根离子。根据溶液正负电荷平衡原理,厌氧消化出水中必然存在与HCO3-所带电荷数相等的阳离子与之结合。因此可以采用氢型阳离子交换树脂(一种常用的固体酸[6-8])来处理厌氧消化出水。在该过程中,树脂上的H+与厌氧消化出水中的阳离子交换后,可与HCO3-结合形成CO2从溶液中逸出,从而降低HCO3-含量,并且不向厌氧消化出水中引入任何酸根离子。本研究中,我们对树脂类型进行了筛选,并研究了其对厌氧消化出水性质和酒精发酵的影响。
1 材料与方法
1.1 材料
酿酒酵母(S.cerevisiae),湖北宜昌安琪酵母有限公司;玉米,河南天冠企业集团有限公司;树脂,南开树脂厂,产品型号及特征见表1。其他试剂均为分析纯或优级纯市售商品。
1.2 方法
1.2.1 酒精发酵种子培养
种子培养基(g/L):葡萄糖 20,酵母膏 8.5,NH4Cl 1.3,MgSO4·7H2O 0.1,CaCl20.06,pH 自然,0.08 MPa灭菌15 min。培养条件:摇床培养,200 r/min,30 ℃,18 h。
1.2.2 液化液制备与发酵
按1∶3(g∶mL)的比例将木薯粉(平均粒径0.45 mm)与配料水混合,用H2SO4或NaOH溶液将料液pH调节至6.0,加入耐高温α-淀粉酶(10 IU/g木薯粉,无锡杰能科有限公司)。加热料液至95℃,维持1 h。降温至室温,添加去离子水以弥补液化过程水分的损失。分装至250 mL三角瓶中,115℃灭菌20 min。降温后加入糖化酶(130 IU/g木薯粉,无锡杰能科有限公司)、种子培养基(体积分数10%)和尿素(0.5 g/L)启动酒精发酵。发酵在30℃培养箱中静置进行,发酵时间为48 h。
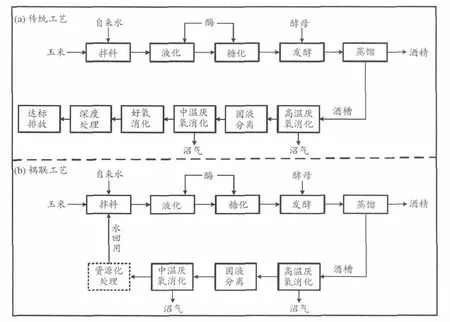
图1 传统木薯酒精生产工艺(a)与木薯酒精-沼气双发酵耦联工艺(b)流程图Fig.1 Process diagrams of conventional cassava ethanol production process(a)and integrated cassava ethanol-methane fermentation process(b)

表1 实验中使用的树脂种类及特性aTable 1 Type and characteristics of resins used in experimenta
1.2.3 分析方法
氨氮和碱度采用标准方法测定[9]。金属离子采用原子吸收光谱仪(VARIAN,SpectrAA-220,Australia)测定。树脂含水量、膨胀率和交换容量分别根据GB 5757-86、GB/T 11991-2008 和 GB/T 8144-2008测定。酒精采用高效液相色谱法(HPLC,Dionex,U-3000,USA)测定。色谱条件:Aminex HPX-87H 色谱柱(300 mm ×7.8 mm,9 μm,Hercules,CA);RI检测器(Shodex RI-101,Japan)和UV检测器(Dionex,USA);流动相为5 mmol/L硫酸;柱温65℃;流速0.6 mL/min;进样量20 μL。样品预处理:发酵液离心(10 000×g,10 min)后,上清液经 0.2μm 膜过滤,取滤液用于HPLC分析。采用SPSS Statistics 19(IBM,USA)进行方差分析(fisher’s least significant difference,LSD),当P<0.05时认为差异显著。
2 结果与讨论
2.1 树脂选型
对于酒精-沼气双发酵耦联工艺,要求选用的氢型阳离子交换树脂具有较大的交换容量和交换速率,而对其酸性的强弱没有要求,此外还要求成本尽可能低。因此,实验中选择了最为常见的5种氢型阳离子交换树脂进行研究(如表1所示)。其中3种为强酸型离子交换树脂,2种为弱酸型离子交换树脂。依照国标方法测定了5种树脂的基本参数,如表2所示。

表2 五种氢型阳离子交换树脂基本参数Table 2 Basic parameters of fivehydrogen cation exchange resins
从表2可以发现,001×7与002×7两种强酸性氢型阳离子交换树脂的性能基本相同,因此选择001×7作为两者的代表进行后续研究。D072强酸性树脂的交换容量略低些,且价格较高,考虑到成本问题实验中没有选用。在两种弱酸性树脂中,D113的交换容量较D151大,且其转型膨胀率较D151低,机械承受力较强,因此后续实验中选用D113进行研究。
如果仅从交换容量的角度考虑,应该选择弱酸型离子交换树脂D113。但在实际应用中,碱度的去除速率也是一个很重要的因素。为了比较001×7和D113两种树脂的交换速率,分别用2种树脂处理碱度为4 000 mg CaCO3/L的NaHCO3溶液(树脂与溶液体积比为1∶50),结果如图2所示。采用001×7去除碱度时,溶液碱度在3 min后达到平衡。处理终点的pH和碱度分别为6.54和2 190 mg CaCO3/L。采用D151时,溶液碱度在4 min后达到平衡,处理终点的pH和碱度分别为6.59和2 210 mg CaCO3/L。树脂对碱度的去除均十分迅速。实验中D151树脂在处理速率及交换容量上与预期不同,一是D151的处理速率与001×7的速率比较接近,并没有体现出明显的差异;二是在较短的处理时间内(20 min),弱酸型树脂在交换容量方面的优势并未体现出来。因为强酸型树脂与弱酸型树脂在交换速率和交换容量上均未表现出明显差异,所以对于树脂类型的选择主要取决于成本因素(表1)。从价格上看,强酸型阳离子交换树脂具有很大的优势,即使以交换容量为基础考虑,强酸型阳离子交换树脂也具备较大的优势。因此,选择001×7型的树脂作为研究对象。
2.2 树脂使用量的确定

图2 强酸性(a,001×7)型树脂和弱酸性树脂(b,D113)对NaHCO3溶液碱度的去除速率Fig.2 Alkalinity removal rate of strong acid resin(a,001×7)and weak acid resin(b,D113)
酒精生产过程产生的废水量极大,采用树脂对处理厌氧消化出水时必须考虑成本问题。树脂使用量与处理成本之间密切相关。根据理论计算,每克001×7树脂可以处理碱度为3 000 mg CaCO3/L的厌氧废水30 mL。对此通过实验进行了验证。实验中树脂用量为5 mL,溶液中NaHCO3的浓度为5 g/L,相当于碱度2 976 mg CaCO3/L。实验结果表明(图3),每体积的001×7的树脂可以处理30倍以上的厌氧消化出水,与理论计算值接近。树脂处理厌氧消化出水时并不需要将碱度完全去除,只需将其pH降至6.0左右。也就是说,对于碱度为3 000 mg CaCO3/L的厌氧消化出水,湿树脂与厌氧沼液的体积比约为1∶35。
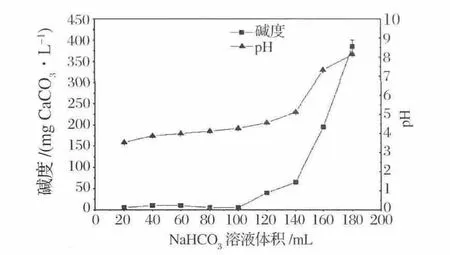
图3 001×7型树脂的处理能力Fig.3 Treatment capacity of 001×7 resin
2.3 树脂的再生效果
离子交换树脂再生性能直接影响实际生产中树脂的使用量。因此考察了再生次数与树脂交换容量之间的关系。为了更加符合实际情况,采用厌氧消化出水作为实验对象。随着再生次数的增加,树脂的交换容量没有受到太大影响。在再生10次后,强酸型离子交换树脂的交换容量为1.76 mmol/mL湿树脂,比最初的交换容量仅(1.91 mmol/mL湿树脂)下降了约7.9%(图4)。实验中发现,树脂对于废水中的色素具有一定的吸附能力。单位体积的树脂可以吸附20倍体积的厌氧消化出水中的色素,但色素对交换容量没有明显影响。
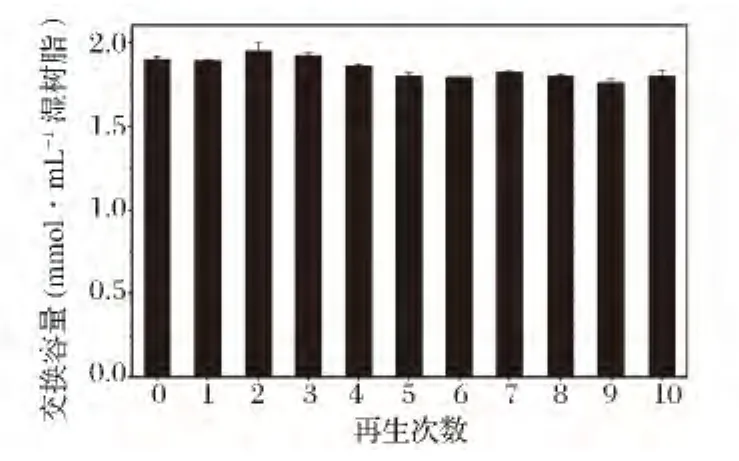
图4 再生次数对树脂交换容量的影响Fig.4 Effect of regeneration times on exchange capacity of resin
2.4 离子交换对厌氧消化出水水质影响
根据上述实验确定的使用量,利用001×7强酸型树脂处理厌氧消化出水。考察离子交换对厌氧消化出水水质的影响,对厌氧消化出水处理前后的碱度、氨氮和各金属离子所带正电荷进行衡算,分析离子交换过程变化情况。由于溶液中正负电荷平衡,厌氧消化出水中存在与HCO3-所带电荷数相等的阳离子与之结合,因此去除HCO3-的同时也有等电荷的阳离子被去除。由表3可以看出,离子交换处理后,厌氧消化出水pH值降至6时,碱度所带的负电荷量减少了54.72 mmol/L,去除的各阳离子所带正电荷之和为53.27 mmol/L,两者基本相当,其中对酒精产率有负面影响的氨氮的去除率达到了82%。
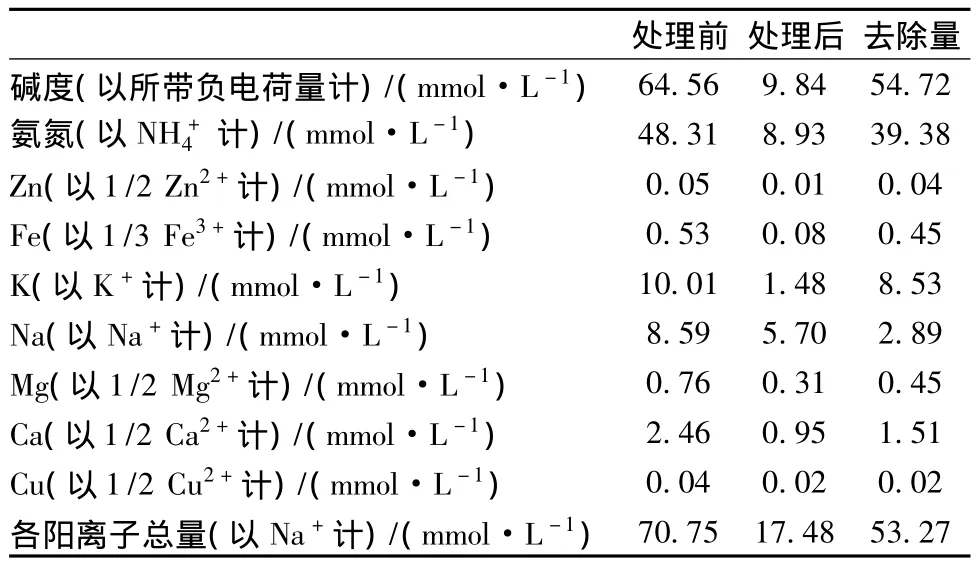
表3 离子交换处理对厌氧消化出水中碱度、氨氮和各金属离子的影响Table 3 Effect of ion exchange on alkalinity,ammonianitrogen and metal ions of anaerobic digestion effluent
2.5 离子交换对酒精发酵的改善
将离子交换处理后的厌氧消化出水回用于酒精发酵,并以去离子水和厌氧消化出水作为对照。实验过程测定配料及液化后醪液的pH,记录配料及液化过程中加酸量。

表4 不同配料水配制酒精发酵培养基过程pH变化Table 4 Change of pH in the process of preparing medium using different process water
考虑到液化酶和糖化酶的最适pH,配料后均用30%H2SO4或2 mol/L的NaOH调pH至6.0左右,液化后pH均调至5.0左右。液化酶和糖化酶作用的最适pH有差异,而液化过程醪液的pH变化不大,为了满足液化和糖化过程的最适pH,液化后仍不可避免需要加入H2SO4调节醪液pH。表4表明,离子交换处理的厌氧消化出水液化后需要加入少量H2SO4调低pH,但可避免液化过程中调酸加入,且糖化时调酸加入的量也较处理前的厌氧消化出水少很多,与去离子水发酵过程加入H2SO4量相近。可见,经离子交换处理后的厌氧消化出水用来配料进行酒精发酵时,可以减少H2SO4的加入量。图5所示为不同水样配料进行酒精发酵的酒精产量,结果显示厌氧消化出水原水发酵酒精产量较去离子水低约0.4%(v/v),而经离子交换处理后的厌氧消化出水与去离子水配料的酒精产量没有区别,说明离子交换消除了厌氧消化出水对酒精发酵的抑制作用。前期研究表明,厌氧消化出水中高浓度氨氮可降低酒精发酵过程酒精产量[10],而001×7强酸型阳离子交换树脂对厌氧消化出水中氨的去除率达到了82%,所以可有效消除厌氧消化出水对酒精发酵的抑制,同时也降低了脱氨成本。
3 结论

图5 不同配料水对酒精产量的影响Fig.5 Effect of different process water on ethanol production
在酒精-沼气双发酵耦联工艺中,厌氧消化出水具有较高的碱度,当其回用配料时,需要添加H2SO4以调节料液的pH至6.0(液化酶的最适pH),硫酸盐的引入会对耦联工艺产生负面影响。本文采用了氢型阳离子交换树脂处理厌氧消化出水,以降低其碱度,从而减少耦联工艺中H2SO4的使用。对最为常见的5种氢型阳离子交换树脂进行研究,发现001×7型强酸性氢型阳离子交换树脂对厌氧消化出水的处理效果最佳。当湿树脂与厌氧消化出水的体积比为1∶35左右时,可将碱度为3 000 mg CaCO3/L的厌氧消化出水的pH降至6.0左右,阳离子的去除率达到了75%。另外该树脂具有较好的再生效果。经离子交换处理后的厌氧消化出水与去离子水配料的酒精产量没有区别,说明离子交换减弱了厌氧消化出水对酒精发酵的抑制作用。
[1] Saha N K,Balakrishnan M,Batra V S.Improving industrial water use:case study for an Indian distillery[J].Resources,Conservation and Recycling,2005,43(2):163-174.
[2] ZHANG C M,MAO Z G,WANG X,et al.Effective ethanol production by reutilizing waste distillage anaerobic digestion effluent in an integrated fermentation process coupled with both ethanol and methane fermentations[J].Bioprocess and Biosystems Engineering,2010,33(9):1 067-1 075.
[3] ZHANG Q H,LU X,TANG L,et al.A novel full recycling process through two-stage anaerobic treatment of distillery wastewater for bioethanol production from cassava[J].Journal of Hazardous Materials,2010,179(1):635-641.
[4] 王刚,王欣,刘伟,等.沼气脱硫技术研究[J].化学工程师,2008,22(1):32-33,44.
[5] Speece R E.Anaerobic biotechnology for industrial wastewaters[M].Tennessee:Vanderbilt University,Archae Press,1996.
[6] Tanabe K,Holderich W F.Industrial application of solid acid-base catalysts[J].Applied Catalysis a-General,1999,181(2):399-434.
[7] Harmer M A,SUN Q.Solid acid catalysis using ion-exchange resins[J].Applied Catalysis a-General,2001,221(1-2):45-62.
[8] Okuhara T.Water-tolerant solid acid catalysts[J].Chemical Reviews,2002,102(10):3 641-3 665.
[9] Eaton A,Clesceri L,Greenberg A.Standard Methods for the examination of water and wastewater[M].New York:A-merican Public Health Association,1995.
[10] WANG K,ZHANG J-H,LIU P,et al.Suitability of anaerobic digestion effluent as process water for corn fuel ethanol fermentation[J].Water Science and Technology,2014,69(9):1 894-1 899.
猜你喜欢
小学生作文(低年级适用)(2022年9期)2022-09-28
建材发展导向(2022年3期)2022-04-19
快乐语文(2021年33期)2021-12-21
渔业致富指南(2021年21期)2021-11-29
疯狂英语·新阅版(2021年5期)2021-06-21
淡水渔业(2018年2期)2018-03-21
物理化学学报(2015年7期)2015-12-30
河南科技(2015年2期)2015-02-27
振动、测试与诊断(2014年4期)2014-03-01
中国人口·资源与环境(2013年3期)2013-08-26
