菲律宾普丁巴图电厂3600rpm汽轮机盘车装置自动投入的实现
2015-12-25 00:57邱树良张怀宇
科技视界 2015年10期
邱树良 张怀宇
(山东电力工程咨询院有限公司,山东 济南 250013)
0 引言
汽轮机的盘车装置是一种低速盘动汽轮机转子的设备,主要是在汽轮机启动和停机中使用.凝汽式汽轮机在启动中,为提高凝汽器的真空度,必须向汽缸两端轴封供汽。为防止窜入汽缸中的蒸汽造成汽轮机转子热弯曲,向轴封送汽前必须投入电动盘车盘动转子。对于其它类型的机组,在汽轮机冲转前也必须投入盘车装置,将转子缓慢地转动起来。停机后,汽缸上下存在温差,如果转子静止不动,则会造成热弯曲,这一弯曲在自然状态下需要几十个小时才能逐渐消失,在热弯曲减小到规定值以前,汽轮机无法启动。如果停机后投入盘车装置,汽轮机转子便能均匀冷却。不会造成热弯曲,这样汽轮机在停机后随时的可以启动。
1 设备简介
菲律宾普丁巴图燃煤电站一期项目汽轮机采用哈尔滨汽轮机厂制造N135-13.24/535/535 超高压再热汽轮机,为国产首台60HZ 的汽轮机组,其盘车装置配套供货,盘车速度为3.38r/min,在国产3600rpm机组是首次应用。
该机组盘车装置为自动啮合型,DDZP7.5-1,低速自动机械盘车,配备摆线针轮减速器,既能手动投入,又能自动投入,当机组超过盘车转速时,盘车装置可自动退出,并能使摆动齿轮锁住,防止和盘车大齿轮碰撞,汽轮机转子上的盘车大齿轮的旋转方向为从汽轮机看顺时针。
盘车装置主要技术指标如下
输出功率:7.5 kW
电机电流:16 A(+/-2%)
电机电压:460 V(+/-5%)
电机防护等级:IP55
装置电压:110VAC
频率:60Hz
盘车转速:3.38r/min
盘车供油流量:50L/min
接地电阻: ≤5Ω
2 盘车装置原理介绍
盘车装置的主要零件有:盘车齿轮、摆线针轮、小齿轮、减速齿轮、从动轮、电机传动链条等。如图3 所示 盘车装置的油管路 如图2 所示。
摆线针轮为活动式传动机构,摇臂与盘车装置的操作手柄及油动回路机构的活塞杆相连,其回转中心位于主动齿轮轴上,摆线针轮在主动轴的小齿轮上公转,在摇臂顺时针转动到一定位置时,摆线针轮与转子盘车齿轮进入啮合状态,驱动电机经过各级齿轮传递力矩使汽轮机转子以3.38r/min 顺时针转动(从机头看)。在汽轮机冲转时,转子的转速高于盘车转速时,盘车齿轮变为主动轮,此时,作用在摆线针轮的转矩相对于摆臂为逆时针方向,在这一力矩的作用下,摆动齿轮自动退出啮合位置。
盘车装置的控制原理图如下:
三相电源进入盘车装置,经控制回路的交流接触器进入电机软起动器,并由电机软起动器输入到盘车电机。由PLC 根据控制要求对液压机构进排油的电磁阀及盘车电机的正反转进行控制,盘车装置选用了可编程控制器PLC 进行逻辑控制;同时,为改善盘车投入的启动特性,降低启动电流,盘车装置还选用了软启动器,防止电机的大电流冲击。装置还具有润滑油压低和顶轴油压低直接跳盘车。

图1 自动盘车操作装置原理框图
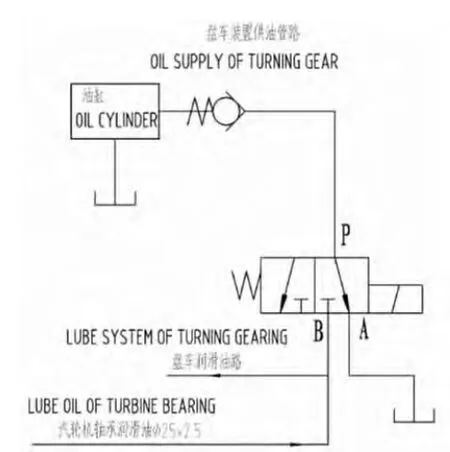
图2

图3
3 盘车装置控制逻辑
盘车操作装置可以通过采取手动的方式来启动,也可以在自动的方式下启动。在主汽门全关位置、润滑油压正常(0.13MPa)、顶轴油压正常(11.2±0.2MPa)和软启动正常的条件下,选择了自动盘车方式,只要TSI 发出零转速信号(通常,在收到稳定的零转速信号后会自动延时30 秒左右才被系统确认),PLC 系统通过继电器使电磁阀带电,液压缸将带动执行机构使盘车齿轮靠向汽机大轴齿轮,并逐渐使之啮合。PLC 系统在电磁阀通电30 秒开始检测是否收到啮合到位信号,如果未收到啮合到位信号,盘车电机将周期性通过软起动器短时间启动电机正转,使盘车电机微动,以利于齿轮间的啮合,如果还未收到啮合到位信号,盘车电机微动两次后第三次将强行启动盘车。如果收到啮合到位信号,则电机将自动启动并维持盘车电机的运行,同时啮合到位信号发出5 秒后,电磁阀自动断电,从而完成自动盘车投入。
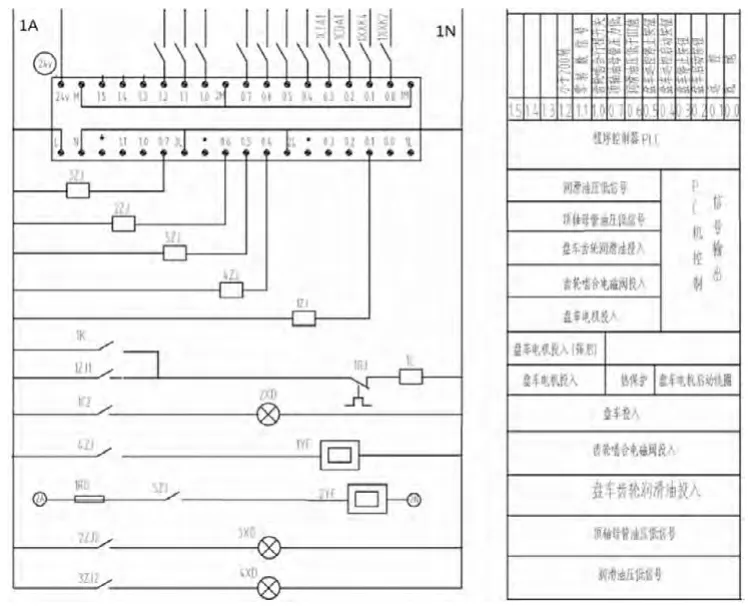
图4
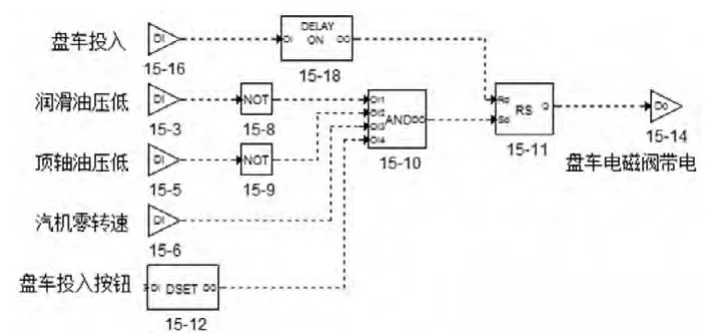
图5
在盘车控制原理图5 中 就地润滑油压力低信号(15-3)取非(15-8)、顶轴油压低信号(15-5)取非(15-9)、TSI 零转速信号(15-6)进入PLC控制机后,经过逻辑运算后允许盘车投入,启动盘车投入按钮(15-12),使盘车(啮合)电磁阀带电(15-14),30 秒后检测到盘车啮合信号是否到位(15-16),若盘车到位后,延时30 秒(15-18)复位电磁阀带电。
图4 中 润滑油压低信号到后3ZJ 带电,3ZJ2 断开,顶轴油压低信号到后2ZJ 带电,2ZJ2 断开,此时盘车自动跳闸,将按钮1XXK4 打到远方后,1ZJ 带电,启动盘车按钮,1C 继电器得电,电机启动,当1XK啮合行程开关到位后,盘车啮合自动投入,若未自动投入,电机持续转动30 秒,寻找啮合位置,直至啮合成功。当零转速信号到位后,5ZJ 接通,2YF 电磁阀得电,润滑油管路接通,盘车润滑油管路供油,如图2所示。
4 问题及处理
由于制造厂到货设备存在许多缺陷,包括电磁阀电压等级不对,润滑油管路不正确等。而设计院根据厂家提供的草图设计控制图,致使盘车自动投入、自动脱开、以及手动位置点动啮合等功能无法实现,自动盘车无法使用,给运行造成了很大的困难。经过调试人员的努力攻关,首先对盘车的条件重新进行了排列,再对工作流程程序进行了设计、修改,并对回路进行改线工作、对啮合限位开关进行了调整,最终进行试运转,自动盘车试验成功。
5 应用效果
改进后经过润滑油压低仿真、顶轴油压低仿真以及盘车电机热保护试验后,完全达到试验要求,在后来的生产运行中,盘车运行正常,汽轮机运行稳定,为在以后的逻辑设计及试验提供了良好的经验。
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
内燃机工程(2021年6期)2021-12-10
仪器仪表用户(2021年10期)2021-11-27
石油商技(2021年1期)2021-03-29
装备制造技术(2019年12期)2019-12-25
水利科技与经济(2017年10期)2017-04-25
中国房地产业(2016年9期)2016-03-01
风能(2016年12期)2016-02-25
机电信息(2015年6期)2015-02-27