
浅谈氯化聚氯乙烯(PVCC)现场口的制作方法
2015-12-21 04:57:36张勋中油吉林化建工程有限责任公司科威特项目部吉林龙潭132021
化工管理 2015年15期
张勋(中油吉林化建工程有限责任公司科威特项目部,吉林 龙潭 132021)
氯化聚氯乙烯(PVCC)是由聚氯乙烯树脂氯化改性制得高分子化合物,又称(聚)过氯乙烯,其含氯量61%-68%。具有热塑性。不易燃烧,耐浓酸、浓碱液、矿物油等,制品在沸水中不变形。PVC树脂经过氯化后,分子链排列的不规则性增加,极性增加,使树脂的溶解性增大,化学稳定性增加,从而提高了材料的耐热性及耐酸、碱、盐、氧化剂等的腐蚀的性能,是一种应用前景广阔的新型工程塑料。
2012年我公司在阿联酋博禄项目中开始对氯化聚氯乙烯材质的工艺管线进行现场施工,施工人员由意大利工程技术人员进行技术培训并考核取得施工资质。
本文详细介绍其施工工艺包括其焊接技术的特点、工艺、内外层缠绕方法和应用范围。
1 氯化聚氯乙烯焊接技术
1.1 施工准备
1.1.1 技术准备
1.1.1.1 人员准备:施工人员必须经过意大利工程技术人员培训并考核,取得施工资质。由韩国现代建设公司下发意大利确认的施工人员资质证明
1.1.1.2 技术准备:施工人员熟练掌握和严格控制焊接工艺参数。
1.1.2 焊接设备与工具准备(见表1)。

表1
1.2 焊接方法
1.2.1 坡口加工
管子下料切割宜采用电动工具(如切割机)切割,切割后应对管子的结构无伤害,切割时应在管轴向方向留有余量。下料后,先根据管子壁厚情况使用电动砂轮机将氯化聚氯乙烯管打磨出单V型(2-5mm壁厚)或双V型(4-10mm壁厚)坡口,坡口应平齐,并应将凸凹不平处打磨平整。坡口端面倾斜偏差△f不应大于1mm。内错边量不得大于0.5mm。坡口角度为60-65°,钝边为0-1mm,根部组对间隙0.5-2mm。
1.2.2 焊口组对
坡口加工后使用三角刮刀将坡口两侧内外表面20mm范围内刮净,不得有氧化膜和氯化聚氯乙烯碎末。组对方法与钢制管线组对方法一致,应保证放在相同的轴线上。焊丝使用前应将焊丝用50目砂纸逐根打磨,去除氧化层。当焊把压缩空气温度达到290-320℃,流量为60-90 L/MIN,压力<0.3BRA的时候,方可进行点焊。焊把热空气喷嘴的尖端应按照90度角的平分线放置,点焊组对过程中焊件应放置稳固,点焊不能少于三点,定位焊应与正式焊接工艺相同。定位焊的焊缝长度宜为10-15mm,高度为1-2mm。定位焊的焊缝经检查确认后使用三角刮刀将定位焊焊缝两端刮成缓坡形,高度修整到1mm左右,同时去除上面的氧化层。
1.2.3 焊接工艺及参数
点焊结束后开始正式焊接,焊接位置、焊丝送丝位置及焊接方向见图1,焊丝的角度以90度为宜,见图2。
焊接工艺参数:1、压缩空气温度290-320℃;2、压缩空气热流量60-90 L/MIN;3、压缩空气压力<0.3BRA

图1:焊接位置
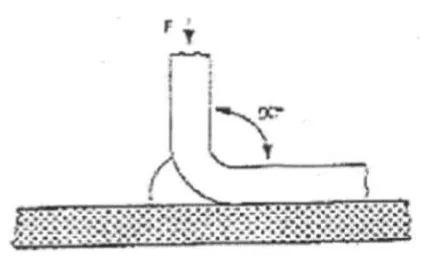
图2:焊丝角度
当焊把压缩空气温度达到290-320℃,流量为60-90 L/MIN,压力<0.3BRA的时候,进行正式焊接。用喷嘴将焊丝与坡口母材同时加热至表面溶化,然后开始送焊丝,送焊丝一定要施加压力,因为这样可以使焊丝与焊件充分熔合,达到彼此连接的目的,同时也将坡口内的残余空气排挤出来,保证焊接质量。送丝的速度要保证一致,焊接过程中周期性检查各种参数,并及时调整,保证焊接工艺参数正确。多层焊的焊接层次与钢制焊口压道焊的焊接顺序也不相同,祥见图3。且压道焊不可压到1/2处。焊接过程中,焊丝的颜色不能改变,否则表明焊接温度过高,需要马上停止焊接。焊丝在焊接停歇后继续焊接前要剪掉原来溶化的位置。收尾焊接时要用力将焊丝按下,保证焊缝内部空气完全排出。焊接结束后,使用三角刮刀对焊道和过渡区进行修整。保证圆滑过渡,表面无缺陷。在最后一层焊接之前,需要在焊道内埋一根铜线,盖面后完全将铜线埋住。焊接结束后使用电火花实验来检验焊接的严密度。
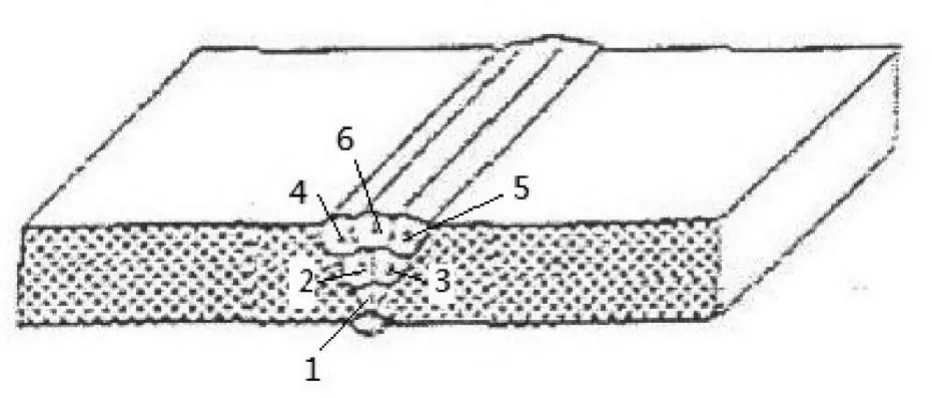
图3
1.3 焊接质量控制要点
(1)坡口尺寸及组对间隙要严格控制,完全按照要求施工。
(2)焊丝和焊枪角度控制要严格实行焊接工艺要求,送丝的速度要一致,送丝要加压,不可让焊丝熔化自由进丝。
(3)点固焊焊点的处理和焊接层间的处理要认真,必须用三角刮刀进行修整,保证无氧化层的出现。
(4)焊接工艺参数的控制要在焊接过程中随时监控,及时调整,以用来保证焊接效果。
2 氯化聚氯乙烯的缠绕方法
总体来说,氯化聚氯乙烯的粘接缠绕方法与玻璃钢管的缠绕方法基本一致,但是使用的材料却比玻璃钢管减少了一半以上。对氯化聚氯乙烯进行缠绕主要是为了保证其外观的完美,同时保证其打压效果。对小口径的氯化聚氯乙烯管只进行外层缠绕即可,但是大口径的氯化聚氯乙烯管还需对内部进行缠绕处理。下面就介绍一下氯化聚氯乙烯管的缠绕方法。
2.1 外层缠绕
外层缠绕分为底层,中间层,密封层及外层包布。当对口层焊接完成后,将缠绕配方贴在缠绕接口附近的管子中心线上。在打磨区域外面铺设塑料布,塑料布要覆盖整个管子外表面,防止树脂涂抹时弄脏管子非缠绕表面。作业组负责人要根据施工要求检查施工用具、用料是否准备充分,只有准备充分后才能开始外层缠绕施工工作。按照配方的要求混合树脂、固化剂和延迟剂。配比比例如下:树脂:固化剂=1:1%-3%;固化剂:延迟剂=3:0-1。具体树脂配比数值根据环境温度而定,环境温度越高固化剂比例越小,延迟剂比例越大。缠绕总的操作步骤如下:按照配方要求划缠绕边界线,将混合好的树脂完全涂抹缠绕区域,在完全浸润的条件下尽量少涂抹树脂。缠绕玻璃丝布时,要求4人在管子2侧配合操作,涂抹树脂的缠绕工要站在对方的斜对面,首先完全缠绕一圈,然后按照50%叠加规则(也就是说缠绕一圈,玻璃丝布实际覆盖2圈)向前缠绕直至达到缠绕界限,在缠绕边界要100%叠加缠绕2圈,缠绕过程中要不断涂抹树脂,在完全浸润的条件下尽量少涂抹树脂。一圈缠绕完成后按照50%叠加规律反向缠绕,重复上述步骤,直至达到要求层数。其中在缠绕中间层时,要求每层向内2厘米错边,直到达到缠绕的层数。当底层、中间层缠绕完毕后,按照步骤缠绕2层360/16规格的密封层。最后缠绕外表层包布,要求缠绕表面要圆滑过渡,表层包布第一圈要100%压接,然后按2厘米左右搭接规则向前缠绕,末端也要100%搭接2层。
缠绕接口在自然环境温度下固化。固化时不能撤除防风蓬,防止风沙污染缠绕口和阳光直射造成固化不均匀产生裂纹。
2.2 内层缠绕
内层缠绕的准备工作和外层相同。缠绕的具体操作如下:按照配方要求贴玻璃丝布270/10,要求内壁2侧要分别缠绕,缠绕一侧完成后缠绕另一侧。缠绕过程中要注意缠绕边缘紧贴缠绕边界线内侧,不能超出缠绕边缘,涂抹树脂要在完全浸润的情况下尽量少。每缠绕4-5道(8-10层),要用铝滚刷彻底将气泡和多余树脂除去。玻璃丝布按照下图原则缠绕。达到缠绕层数后表面缠绕顶层盖布,盖布要完全覆盖缠绕的玻璃丝布并且要超过玻璃丝布边缘至少1厘米。
2.3 最终处理
在内外口缠绕固化完全后打磨除去褶皱、气泡、树脂凝结块等缺陷,然后在打磨部分均匀涂抹树脂。
3 结语
(1)采用意大利的氯化聚氯乙烯的焊接技术焊接出来的焊缝,其外观质量、内部质量均符合相关标准,可以满足使用要求。
(2)以往国内对于PVCC管线的连接均采用胶粘接的连接方法,焊接与粘接同时使用,能够使连接处严密性好,强度高,使用寿命长,具有广阔的发展空间,从长远意义上讲,节约了维护和检修成本。
(3)此技术可在一定程度上减低投资成本,减少了环境污染,通过各种资源消耗的减少实现企业效益和社会效益的增大。
(4)由于氯化聚氯乙烯这种新型材料现在被更多的领域所使用,所以我公司在以后的工程中,会越来越多的使用它,此项技术有大力推广的必要性。
猜你喜欢
建筑与预算(2024年1期)2024-03-01 09:22:54
建筑与预算(2023年12期)2024-01-18 06:45:58
建筑与预算(2023年10期)2023-11-20 08:42:00
传感器世界(2022年4期)2022-11-24 21:23:50
有色设备(2021年4期)2021-03-16 05:42:22
科技资讯(2016年6期)2016-05-14 13:09:55
试题与研究·中考化学(2015年1期)2015-06-15 08:31:15
塑料包装(2014年2期)2014-11-29 01:19:40
小天使·二年级语数英综合(2014年11期)2014-11-11 11:05:31
中国氯碱(2014年10期)2014-02-28 01:04:59
