
陶瓷坐便器常见质量问题分析及消费指南
2015-12-21 06:49:41方华明
陶瓷 2015年9期
陶瓷坐便器常见质量问题分析及消费指南
方华明1,2
(1 安徽省产品质量监督检验研究院合肥230601)
(2 国家排灌及节水设备产品质量监督检验中心合肥230601)
摘要主要介绍了陶瓷坐便器产品的标准概况和主要检测项目,并对其常见质量问题进行了分析,最后对陶瓷坐便器的消费指南作一简要描述。
关键词陶瓷坐便器产品标准问题分析
1 陶瓷坐便器产品标准概况
我国陶瓷坐便器标准体系的构建主要考虑了该产品的使用性能、用水等级要求及使用安全指标等主要方面,其中涉及陶瓷坐便器产品的主要标准有产品标准,水效标准,使用安全标准。
1.1产品标准
陶瓷坐便器产品使用的国家标准为GB 6952-2005 《卫生陶瓷》,主要规定了卫生陶瓷的一般技术要求、功能要求、便器配套性技术要求及其试验方法,于2006年5月1日正式实施。
1.2水效标准
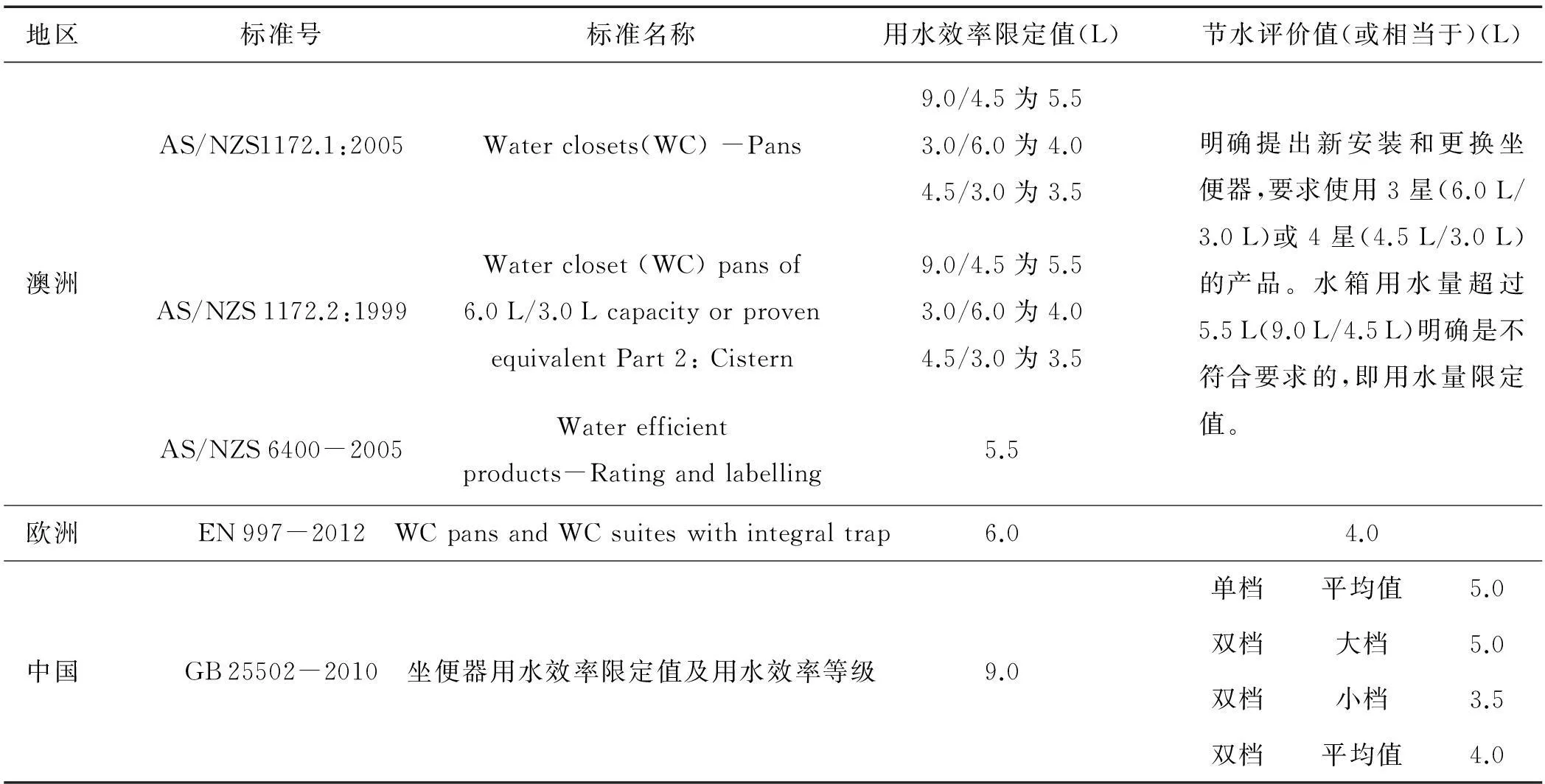
陶瓷坐便器产品水效国家标准为GB 25502-2010 《坐便器用水效率限定值及用水效率等级》,主要规定了坐便器的用水效率限定值、节水评价值、用水效率等级技术要求和试验方法,于2011年7月1日正式实施。国内外陶瓷坐便器用水效率限定值及节水评价值的比较见表1。
美国陶瓷坐便器产品标准中用水量限定值为6.0L,节水评价值陶瓷坐便器单档4.8L,双档:大档6.0L,小档4.0L,平均值(一次大档加二次小档的和除以3)为4.8L;2008年启动了大档3.5L,小档2.0L的陶瓷坐便器,目前已在美国加州开始推广使用,并获得用户的普遍好评。

表1 国内外陶瓷坐便器用水效率限定值及节水评价值的比较
续表1
我国陶瓷坐便器产品标准主要是参照美国标准制定的,陶瓷坐便器用水量限定值为9.0L,节水评价值单档陶瓷坐便器5.0L,双档:大档5.0L,小档3.5L,平均值(一次大档加二次小档的和除以3)为4.0L。
1.3使用安全标准
陶瓷坐便器产品使用安全标准为GB6566-2010《建筑材料放射性核素限量》,主要规定了建筑材料放射性核素限量和天然放射性核素镭-226、钍-232、钾-40放射性比活度的试验方法,已于2011年7月1日正式实施。
2 陶瓷坐便器主要检验项目
按照我国陶瓷坐便器产品执行国家标准GB6952-2005《卫生陶瓷》、GB25502-2010《坐便器用水效率限定值及用水效率等级》及GB26730-2011《卫生洁具 便器用重力式冲水装置及洁具机架》等,并结合抽查实施规范的要求,陶瓷坐便器产品的主要检验项目有:水封深度、水封表面面积、吸水率、便器的用水量、洗净功能、固体排放功能、污水置换功能、坐便器水封回复、便器配套要求、安全水位技术要求、坐便器用水效率等级、坐便器用水效率限定值、管道输送特性、驱动方式、进水阀密封性、进水阀耐压性、进水阀CL标记、防虹吸功能、水箱安全水位、排水阀自闭密封性共20个检验项目。
通过汇总分析近几年来的抽查结果得知,陶瓷坐便器产品常见质量问题主要出现在以下项目:水封深度、吸水率、便器用水量、洗净功能、坐便器水封的回复、安全水位技术要求和水箱安全水位检验项目。
3 常见质量问题分析
3.1水封深度、坐便器水封的回复
水封深度是陶瓷坐便器的设计要求,而坐便器水封回复是陶瓷坐便器的冲洗功能要求,这两个项目是陶瓷坐便器防臭效果好坏的重要质量指标。国家标准GB6952-2005《卫生陶瓷》中规定:水封深度不得小于50mm;每次冲水后的水封回复不得小于50mm,对于双档式冲水陶瓷坐便器,小档水封回复也须符合此要求。水封深度不够、坐便器水封回复不达标都会降低坐便器的防臭能力,污染环境,同时影响消费者身体健康。
造成产品水封深度和坐便器水封回复不合格的原因主要是产品设计不合理,企业未按照标准要求组织生产。具体表现为:企业在新产品投产前,未按照标准进行型式检验,没有从源头控制产品质量的意识;企业管理人员对水封的作用不甚了解,甚至误认为水封深度过高,易使污水溅到人身上,忽略了对这两项指标进行严格的质量控制;也有产品开发设计人员,担心影响产品冲洗效果,在设计时对产品烧成收缩率计算不准确,导致产品烧制收缩过大,使得水封深度偏低,同时一味追求产品节水性能,将便器用水量调得太小,使得坐便器在冲洗时水封不能完全回复。
3.2吸水率
吸水率是陶瓷坐便器产品重要的内在质量指标,国家标准GB6952-2005《卫生陶瓷》规定:陶瓷坐便器的吸水率E≤0.5%。吸水率的大小反映了陶瓷产品的瓷化程度,吸水率越大,陶瓷产品的强度越低。该指标的主要目的是考核陶瓷坐便器长期在卫生间的潮湿环境下使用,带釉坯体吸收水分的能力。
造成陶瓷坐便器产品的吸水率不合格的主要原因是烧成温度低,烧成时间短,开口气孔较多。一般来说,高档坐便器必须采用卫生陶瓷中的高温陶瓷,这种陶瓷的烧成温度在1200℃以上,材料结构全部完成晶相转化,生成结构呈极致密的玻璃相,达到了陶瓷全瓷化的要求。中、低档的坐便器均采用的是卫生陶瓷中的中、低温陶瓷,这两类陶瓷产品由于其烧成温度低,烧成时间短,无法完成晶相的完全转化,因此达不到全瓷化的要求。高温陶瓷与中、低温陶瓷最显著的区别是吸水率,高温陶瓷的吸水率一般低于0.2%,产品易于清洁不会吸附异味,不会产生釉面龟裂和局部漏水现象。中、低温陶瓷的吸水率大大高于这个标准,容易渗入污水,不易清洗还会散发难闻的异味,时间久了还会产生龟裂和漏水现象,同时,吸水率不合格会缩短产品的使用年限,但在使用初期很难发现,对消费者而言,当发现坐便器破裂时只能更换。
3.3便器用水量
陶瓷坐便器是否节水最重要的指标就是坐便器的用水量,国家标准GB6952-2005《卫生陶瓷》规定:普通型:大档≤9.0L;节水型:大档≤6.0L。造成该项出现不合格的原因,主要是表现在产品标称用水量与实际用水量明显不符合,如有的企业产品标称为9.0L的普通型坐便器,实测便器用水量高达12.0L。
便器用水量超标主要原因是水箱配件调整不当造成的。水箱配件是坐便器重要配套产品,是调控坐便器用水量和冲洗效果的核心部件,通常称其是坐便器的“心脏”,也是考核坐便器是否漏水的决定性因素。导致便器用水量不合格的原因有以下几个方面:
1)企业没有按照标准要求对冲水装置的水量控制装置进行调整或调整不到位,有些企业购买了冲水装置后只是简单地安装在坐便器上,甚至没有认真地按明示的便器用水量进行调整。
2)坐便器本身具有设计缺陷,便器用水量过小难以满足冲洗功能的要求而故意提高便器用水量。
3)节水型坐便器的生产工艺、技术含量要高于普通型坐便器,要达到节水型的要求,生产厂家就必须改进产品设计和工艺设备,但这样会提高产品成本,因此部分企业做不到或不愿做。便器用水量不合格会导致在使用过程中造成水资源的大量浪费,与我国当前大力推进的节能减排政策的初衷相背离,在一定程度上欺骗了消费者。

洗净功能好的样品洗净功能差的样品
图1陶瓷坐便器洗净功能样品
3.4洗净功能
陶瓷坐便器冲洗效果主要反映在洗净功能上。国家标准GB6952-2005《卫生陶瓷》规定:经墨线试验,每次冲洗后累积残留墨线的总长度≤50mm,且每一段残留墨线长度≤13mm。该指标反映的是陶瓷坐便器的自洁能力,即对液体污物的冲洗能力。洗净功能差的产品可直接造成污物冲洗不干净,需要进行再次冲水,甚至再次冲洗也不能达到理想效果,使便器用水量大大超过明示或标准的规定,造成水资源浪费,同时如果冲洗功能不佳,一段时间后,坐便器内表面残留的尿碱将会形成难以清除的污垢。
造成该项不合格的主要原因是陶瓷坐便器的结构和安装的冲水装置不合理,或内部结构设计或孔眼的分布不当,冲洗时难以形成有效水流或水流难以到达某些盲区而使污物冲洗不干净,需要二次或多次冲水。陶瓷坐便器完成一次正常冲水后洗净功能项目合格样品及不合格样品如图1所示。
3.5安全水位技术要求和水箱安全水位
安全水位技术要求及水箱安全水位是指水箱配件在水箱内安装好后的有效工作水位、溢流水位、临界水位、盈溢水位、非密封口这5个水位之间的安全空间,安全水位技术要求是GB6952-2005中对水箱内水位的要求有3个指标:有效工作水位低于溢流水位38mm、临界水位高于溢流水位25mm、非密封口高于盈溢水位5mm;水箱安全水位是GB26730-2011对配套的重力式冲水装置相对位置的要求有5个指标:溢流水位高于有效工作水位10mm且不超过38mm(h1)、临界水位高于溢流水位25mm(h2)、临界水位高于盈溢水位5mm(h3)、非密封口高于盈溢水位5mm(h4)以及盈溢水位不得高于溢流水位20mm(h5)。安全水位技术要求及水箱安全水位相互位置关系如图2所示。
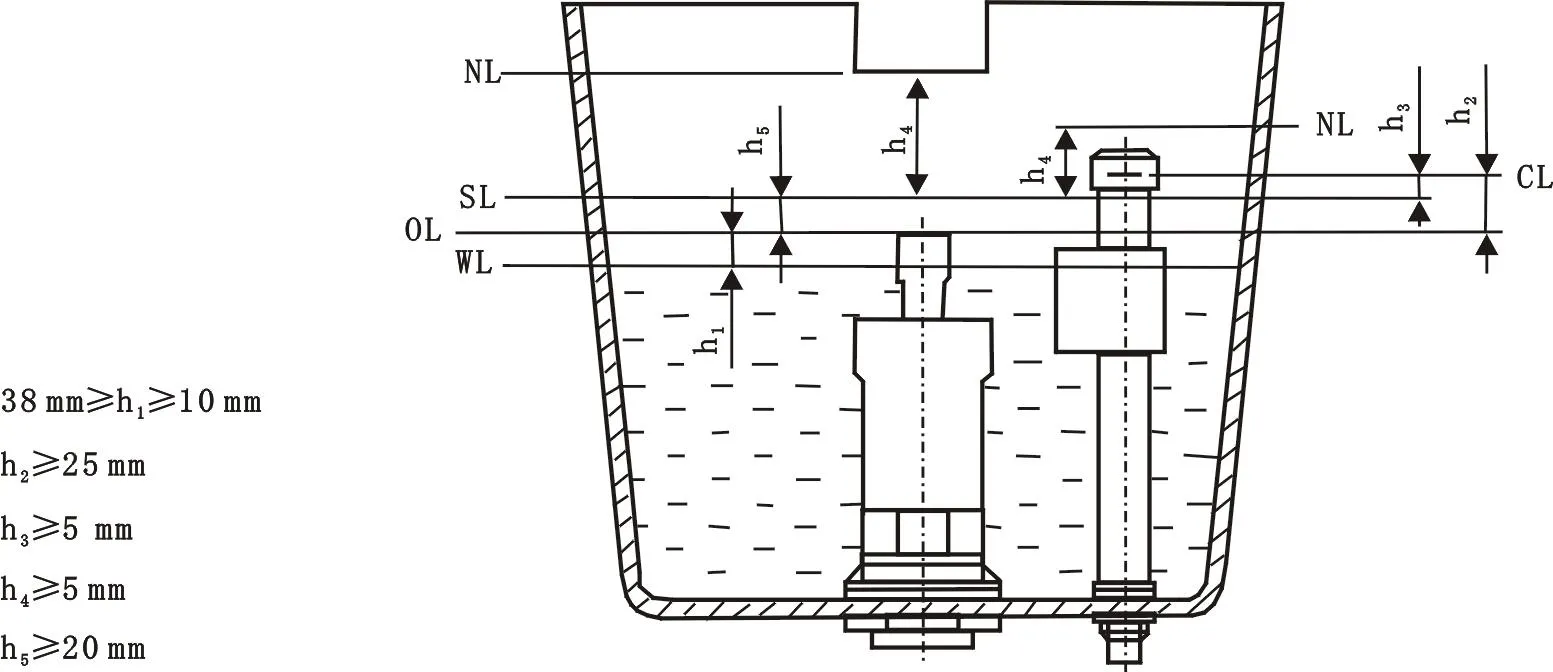
图2 冲洗水箱内部各部件安装相对安全水位示意图

调节合格样品调节不合格样品
图3冲水装置样品
造成安全水位技术要求及水箱安全水位不符合标准要求的主要原因是:这些生产企业在管理上未认真按照标准要求对陶瓷坐便器的安全水位技术要求及水箱安全水位进行质量控制和检验,或者是企业为降低成本,只是简单地将购买冲水装置后安装在陶瓷坐便器上或甚至没有认真地按标准要求进行调整。这两个项目不合格会导致陶瓷坐便器在使用时水箱中的水与供水管道的水在一定条件下可能产生交叉污染或者进水阀的密封出现故障时水会从坐便器水箱溢出到卫生间。冲水装置调节合格样品与调节不合格样品如图3所示。
4 常见质量问题原因分析
4.1外部因素分析
4.1.1配套生产企业对产品质量重视程度不够
部分专业生产水箱配件的企业不熟悉国家标准对水箱配件的调试以及水箱配件安装的相关要求,不能对坐便器企业进行技术指导和支持,甚至有的水箱配件生产企业没有必备的出厂检测设备,难以保证其产品质量。
4.1.2贴牌生产企业较多,质量难以保证
不少陶瓷片密封水嘴、陶瓷砖及浴室柜生产企业在生产相应产品的同时,贴牌生产坐便器。这些企业为满足对客户的整体需求,只是贴牌生产,缺乏对贴牌产品进行有效的质量控制,导致产品质量达不到标准要求。
4.2内部因素分析
4.2.1不熟悉标准
部分生产企业对国家标准GB6952-2005 《卫生陶瓷》的各项要求不熟悉,特别是吸水率、便器用水量与冲洗功能之间相互关系、安全水位技术要求对坐便器安全使用的不利影响不理解,同时对标准要求执行不力,质量控制不严格。
4.2.2缺乏检测设备,配套产品进货检验不规范,不注重过程控制
有些企业没有相应的成品检验能力,仅对产品的外观质量进行简单检查;对配套产品的关键技术参数未建立相应的技术档案,导致主要配套产品的关键指标无法检测;没有对原材料的检验手段及设备,特别是缺乏对粘土、釉料的物理性能、原料配方质量的有效监控手段,导致产品烧成合格率低。
5 陶瓷坐便器消费指南
5.1选购常识
5.1.1产品重量
陶瓷坐便器的重量要适当,重量较大的陶瓷坐便器密度大,质量较好。简单测试陶瓷坐便器重量的方法:双手拿起水箱盖,可以掂一掂其重量,从节约资源的角度,产品重量要符合相关标准的要求。
5.1.2釉面
注意陶瓷坐便器的釉面,质量好的陶瓷坐便器的釉面光洁顺滑无气泡,色泽饱和。检查过外表面釉面之后,再用手摸一下陶瓷坐便器的下水道,如果管道壁有粗糙感,使用过程中容易造成污物的遗挂。
5.1.3水箱
陶瓷坐便器水箱漏水除有明显滴水声响可断定外,一般不易发觉,简单检查办法是在陶瓷坐便器水箱内滴入几滴蓝墨水,搅匀后看陶瓷坐便器出水处有无蓝色水流出,如有则说明陶瓷坐便器有漏水的地方。
5.1.4水箱配件
水箱配件直接决定陶瓷坐便器的使用寿命。品牌陶瓷坐便器和普通陶瓷坐便器的水箱配件质量差别很大,所以,选择陶瓷坐便器的时候千万不能忽略水箱配件这个环节,检查方法就是听按钮声音,发出清脆的声音为最好。
5.2使用注意事项
若用温水冲洗陶瓷坐便器,水温控制应在10~45℃,请勿将过热的水倒入陶瓷坐便器内,以免使其炸裂;不得向陶瓷坐便器内冲入新闻纸、纸尿垫等易堵塞物品;为防止破损和漏水,不要撞击陶瓷坐便器,避免外力击打盖板和坐圈;请勿用钢刷和强有机溶液清洗,以免破坏产品釉面,腐蚀管道;为保持陶瓷坐便器表面清洁、冲水功能正常,一般用长把手尼龙毛刷和肥皂水或中性清洁剂清洗管道及冲水孔,建议至少每星期清洗一次。
中图分类号:TQ174
文献标识码:B
文章编号:1002-2872(2015)09-0028-05
作者简介:方华明(1976-),本科,工程师;主要从事卫生洁具及水暖卫浴产品的检测与研究工作。
猜你喜欢
建材发展导向(2021年8期)2021-06-07 03:24:16
建材发展导向(2021年24期)2021-02-12 02:00:06
水电与新能源(2020年1期)2020-04-18 01:09:36
山东冶金(2017年5期)2017-12-21 09:02:14
大学生(2017年10期)2017-10-23 18:27:11
化工管理(2016年31期)2016-12-15 06:54:28
水电站机电技术(2016年10期)2016-11-17 05:18:09
大众健康(2016年7期)2016-08-04 22:44:07
海峡科技与产业(2016年3期)2016-05-17 04:32:15
发明与创新(2015年11期)2015-12-29 07:54:16
