
相控阵技术在点焊焊点熔核直径测量上的运用
2015-12-21 05:05福建省锅炉压力容器检验研究院龙岩分院福建龙岩364000
质量技术监督研究 2015年2期
刘 凯( 福建省锅炉压力容器检验研究院龙岩分院,福建 龙岩364000)
相控阵技术在点焊焊点熔核直径测量上的运用
刘 凯
( 福建省锅炉压力容器检验研究院龙岩分院,福建 龙岩364000)
文中使用超声相控阵技术对铝合金点焊件进行检测,对比相控阵技术和传统超声检测技术的差别,分析铝合金点焊件的相控阵图像特征,总结相控阵技术的优缺点。分析探讨了相控阵各参数对扫描图像分辨率的影响,对提高测量精度提出改进措施。
熔核直径;相控阵;超声回波特征
1 前 言
点焊是一项重要的焊接技术,在汽车制造、家电制造、航空航天领域都有广泛的运用。熔核直径是衡量点焊件质量好坏的重要参数,目前却普遍采用破坏性检验[1,2]。超声波检测具有快速、不破坏工件的特点,相控阵扫描范围广、效率高、仪器方便携带,在医学领域被广泛使用[3,4]。如今,相控阵技术早已由医疗领域延伸至工业领域。和普通的单晶片探头相比,它采用的多晶片探头检测范围更大,检测精度更高。单晶片探头如果要检测出各方向的缺陷,只能通过探头位置的移动来实现。相控阵技术采用多晶片探头,通过动态改变相控阵阵元的延迟时间,在固定位置即可控制超声波声束的偏转和聚焦,从而一次性检测各方向缺陷。相控阵法减少了探头的机械移动,检测位置更加灵活,可以检测到普通超声检测方法无法检测到的死角,设备携带方便、检测效率高、缺陷定位准确,特别适合运用于工业化现场检测。随着多晶片探头制作工艺及相控阵声场模型的日趋成熟,相控阵技术在超声检测领域必将发挥越来越大的作用。
文中通过研究铝合金点焊件的相控阵扫描图像,将相控阵技术运用于点焊焊点熔核直径的测量,最后通过将相控阵法测得的数据与金相法测得的数据对比,分析相控阵法测量误差形成的原因,探讨提高熔核直径测量精度的方法。
2 试验设备及流程
试验使用2mm厚的铝合金点焊件。超声相控阵设备主要部件为超声信号采集系统、笔记本计算机和专用的相控阵探头。相控阵控制系统由3大模块组成:模型构造、超声参数设置和采集设置。模型构造是通过设置试件的材料及尺寸、楔块材料及尺寸、超声传播速度等参数计算探头在被测试件中形成的超声声场,构建相应的相控阵检测模型。超声参数设置主要设置发射电压、脉冲宽度、脉冲重复频率等参数。采集设置主要设置信号采集方式,形成相应的扫描图像。
试验采用的相控阵探头频率为5MHz和10MHz,探头的长度略大于点焊件的压痕直径长度。首先在相控阵设备上设定好试验参数,构建相应的相控阵检测模型,然后在试件表面涂上耦合剂,将相控阵探头放置于试件上,按设定的程序依次激发相控阵阵元,即可快速获得相控阵扫描图像,非常方便快捷。相控阵探头的放置方式如图1所示。
试验用到的相控阵探头参数如表1所示,用到的主要超声扫查参数如表2所示。
3 试件的相控阵扫描图像特征
如图2所示,试件的相控阵扫描图像属于B型超声扫描图,它能反映沿相控阵探头晶片激发方向且平行超声传播方向的纵截面信息。图2中横坐标轴为相控阵探头各晶片的位置,纵坐标轴为A扫描信号的采样点数,图像利用颜色深浅的变化表示各个位置扫描得到的A型信号的幅值高低。图像中平行横坐标轴的颜色带表示相控阵探头各晶片在试件上同一反射面不同位置回波的集合。在图2中可以直观地测出熔核直径值。因为相控阵设备采用的是接触式探头,所以要尽可能降低近场区对检测信号的干扰,这里采用的方法是在相控阵探头上加一块厚10mm的平楔块,有效降低了近场区的干扰。接下来探讨如何提高相控阵扫描图像的分辨率。
4 探头晶片组的设置
相控阵设备设置的参数不同,获得的聚焦效果也不同,汇集成的扫描图像就会产生不同的分辨率。下面探讨设置不同的激发晶片组对扫描图像分辨率的影响。试验先采用频率为5MHz的相控阵探头,一共设置了3种检测参数。第一种方法将相控阵探头的一次激发晶片数设为3个,扫描步长设为1个晶片;第二种方法将相控阵探头的一次激发晶片数设为16个,扫描步长设为1个晶片;第三种方法将相控阵探头的一次激发晶片数设为16个,扫描步长设为0.5个晶片。得到的扫描图像如图3所示。

图1 相控阵探头的放置方式示意图

表1 相控阵探头参数

表2 主要的超声扫查参数

图2 铝合金点焊件的相控阵图像

(a)

(b)
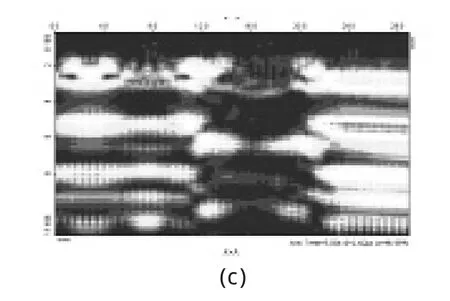
图3 3种检测方式的B扫描图像
图3(a)、3(b)、3(c)分别对应以上三种方法。对比可知,第一种方法得到的图像分辨率最高,因为这种方法产生的超声声场焦区刚好处在检测区域。第三种方法得到的图像比第二种方法得到的图像分辨率高,因为它的采样频率是后者的两倍。因此,通过合理设置相控阵设备的参数,控制超声声场焦区落在检测面上,可以提高扫描图像的分辨率。
5 探头频率对分辨率的影响
使用上面第二种方法设定的参数及相同的相控阵检测模型,分别采用5MHz和10MHz的相控阵探头,对同一试件进行检测,扫描得到的图像如图4所示。由于试验条件限制,试验使用的10MHz探头总晶片长度小于试件焊点直径,不能完全覆盖焊点压痕,因此只能得到试件焊点部分区域的扫描图像。

图4 5MHz和10MHz探头的相控阵图像
图4 (a)是5MHz相控阵探头得到的扫描图像,图4 (b)是10MHz相控阵探头得到的扫描图像。虽然后者只得到试件部分区域的检测图像,但是通过对比两者在试件同一部位的检测图像可知,图4 (a)的分辨率明显比图4 (b)高。由此可知,通过提高相控阵探头频率可以有效提高相控阵图像的分辨率。
6 测量数据误差的计算
用锯片将相控阵法测过熔核直径的铝合金点焊件锯开,再用铣刀加工至接近相控阵法的检测面,然后用砂纸磨制成金相试样,最后将试样进行抛光腐蚀。腐蚀液采用2%氢氟酸、2%硝酸、1%盐酸及95%清水配制,腐蚀时间为3分钟。铝合金点焊件金相试样在金相显微镜下放大4.8倍的金相图如图5所示。将测量宏观金相照片获得的熔核直径实际数值与相控阵法的测量结果对比,即可得出相控阵法的测量误差。
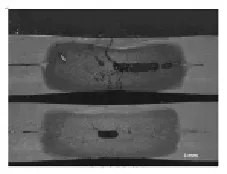
图5 铝合金点焊件金相图
通过20个试件测量数据对比统计,得出试验中相控阵法的测量误差在7%到10%之间,测量精度主要受相控阵探头分辨率、超声波声场近场区及超声波声束扩散的影响,今后想提高相控阵法的测量精度可以从这三方面着手。
7 结论
文中初步探讨了相控阵技术运用于铝合金点焊焊点熔核直径测量的可行性,并研究了相控阵图像分辨率的影响因素及相控阵法的测量精度。结果表明,通过建立更精确的相控阵检测模型、更合理地设置相控阵系统的检测参数、采用更高频率的相控阵探头、更好地消除超声声场近场区的干扰等方法,都能提高相控阵图像的精度和分辨率,从而提高相控阵法的检测精度。综上所述,相控阵法可以运用于点焊焊点熔核直径的测量,并且具有检测效率高,检测位置灵活,检测设备便于携带等优点,非常适合进一步推广运用于大规模工业化生产。但同时,相控阵法也存在检测精度较低、检测设备昂贵、相控阵检测模型复杂、缺陷定性复杂等缺点,这些都是阻碍它进一步运用于大规模工业化生产的不利因素。相信随着相控阵设备制造技术的日趋成熟、相控阵检测技术的不断发展及相关检测标准的制定完善,相控阵法将作为测量点焊焊点熔核直径的重要方法之一,被广泛运用于工业生产中,从而显著提高点焊工件的检测效率和检测精度,为人们带来可观的经济效益。
[1]K.C.Wu. Resistance spot welding of high contact-resistance surface for weld bonding[J]. Welding Journal. 1975,54(12): 435-444.
[2]K.I.Johnson, J.C.Needham. New design of resistance spot welding machine for quality control [J]. Welding Journal, 1972, 51 (3):121-132.
[3]杨国忠.医学成像技术[J]. 北京:人民卫生出版社. 1987:21-23.
[4]J.V.Hatfield, et al. An integrated multielement array transducer for ultrasonic imaging [J]. Sensors and Actuators A, 1994, (41):167-172.
Use of Phased Array in the Nugget Diameter Measuring for Welding Spot
LIU Kai (Fujian Boiler & Pressure Vessel Inspection Institute,Longyan Branch Institute.Longyan 364000, Fujian, China)
We used phased array to detect welding spot of aluminum alloy, contrast the difference of the phased array technology and the traditional ultrasonic testing, analyze the image features of phased array for welding spot of aluminum alloy, summariz the advantages and disadvantages of phased array. We analyzed the influence of various parameters on the scanning image resolution of phased array, put forward the improvement measures to improve the measurement precision.
Nugget diameter; Phased array ; Ultrasonic echo features
2015-01-18
刘 凯,男,福建省锅炉压力容器检验研究院龙岩分院,工程师 ,硕士
猜你喜欢
机电工程技术(2022年5期)2022-06-23
汽车实用技术(2022年5期)2022-04-02
北京工业大学学报(2021年9期)2021-09-14
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
航天制造技术(2020年1期)2020-03-28
海洋工程装备与技术(2020年6期)2020-03-09
汽车工程(2019年2期)2019-03-11
汽车文摘(2017年6期)2017-12-06
汽车文摘(2016年6期)2016-12-07
航天器环境工程(2011年4期)2011-06-08
