
激光成型钴基合金的组织及其耐磨性能研究
2015-12-21 05:48童文辉楚莎莎
铸造设备与工艺 2015年5期
童文辉,楚莎莎,何 波,陈 江
(1.沈阳航空航天大学材料科学与工程学院,辽宁沈阳110000;2.沈阳大陆激光技术有限公司,辽宁沈阳110000)
·试验研究·
激光成型钴基合金的组织及其耐磨性能研究
童文辉1,楚莎莎1,何 波1,陈 江2
(1.沈阳航空航天大学材料科学与工程学院,辽宁沈阳110000;2.沈阳大陆激光技术有限公司,辽宁沈阳110000)
采用激光熔覆技术制备出钴基合金,通过SEM、EDS和XRD对激光熔覆CoCrW合金微观组织和相组成进行了分析,通过硬度及耐磨实验测试了合金的耐磨性能。结果表明:激光熔覆技术制备的钴基合金组成相主要是M6C,M23C6,CrCo金属间化合物和基体,不同工艺参数下钴基合金中各相形貌发生变化;激光熔覆钴基合金的硬度及耐磨性能均低于铸态钴基合金。
激光熔覆;钴基合金;显微组织;硬度;耐磨性能
我国冶金、石化等能源工业和国防工业一些大型关键设备的零部件在服役过程中,大多仅仅由于腐蚀或者机械磨损所致的表面损伤而影响设备的安全、稳定、高效运行。如果对损伤的表面不进行尺寸和性能恢复,将直接导致零部件乃至整台设备的报废。激光技术可以对受损伤的关键零部件表面进行维修,它与常见的焊接技术相比,不仅可以高效率而且可以高质量的修复,不仅对损伤零件实现完全的“尺寸恢复”而且可以是修复的零部件的“性能提升”,因此它的修复模式更先进,是对损伤和报废零部件实现“再制造”,使零部件质量和性能不低于原型新品,但成本、能源和材料消耗远低于新品[1-3]。
连铸机出坯辊道是冶金行业常用设备,其服役环境十分恶劣,易因高温腐蚀和磨损而造成表面耗损和损伤,使辊道的外圆尺寸减小,在运行中受力时易变形和失效。如果不对其进行维修,将严重影响钢坯质量、生产能力和生产安全。同时,因其用量大、消耗高,如果不进行维修而直接报废将导致资源的极大浪费,每年的经济损失高达30亿元左右[4,5]。钢厂一般通过堆焊修复和后续机械加工对受损辊道进行尺寸形状恢复。由于工艺所限,堆焊采用的材料通常为铬锰硅型合金。但是,这种材料的堆焊层并不能大幅度提高辊道的抗氧化和耐磨性能,且堆焊也并非一种理想的可实施高效并大面积修复的工艺。激光熔覆技术诞生于20世纪80年代,原本是一种材料学科与工程学科中的一项表面强化技术,主要目的是要在低廉的基体材料上面用高功率激光熔覆一层高性能材料,制备具有优异的耐磨性、耐腐蚀性、抗高温性、高减摩性涂层,代替昂贵的整体块状材料。正是这种核心工艺技术,使激光再制造能够把高性能专用金属材料做到各类金属结构部件的表面,从而创造出前所未有的新性能和高性价比。此外,激光再制造技术还具有热影响区小、自动化程度高、可以进行微细加工等众多特点,能解决许多传统加工方法无法解决的技术难题。目前,激光再制造已经成为高端装备制造业不可或缺的一种技术手段[6]。
由于激光器输出功率变化范围大,激光斑的温度变化大,激光可熔覆材料的选择范围比常用焊接技术能采用的材料要广得多。要对受损炼钢连铸机出坯辊道进行激光再制造,大幅度提高辊道的抗高温氧化性能和耐磨性能,必须有上述两种性能兼具的激光熔覆可用粉末材料。本项目拟采用碳化物强化的CoCrW材料,采用光纤激光器,以同步送粉的方法,在其表面熔覆钴基合金,研究其组织结构、宏观硬度及其耐磨性能。
1 实验材料及其方法
激光成型用CoCrW粉末粒度为-100目,粉末名义成分见表1,粉末SEM形貌见图2.本实验采用德国IPG公司的6 kW光纤激光器,实验功率设定为1 800 W.利用INSPECT F50扫描电镜(SEM)对其微观组织进行观察,用SEM配带的型号为Oxford的能谱(EDS)分析探头进行成分分析。以42% H3PO4+34%H2SO4+24%H2O(vol.%)为电解腐蚀液,将试样电解腐蚀后用MXP21VAHF高温X射线衍射仪分析合金的物相,测试条件为Cu靶,Kα辐射,管电压为40 kV,管电流为60 mA.用HR-50A型硬度计测量样品宏观硬度。采用UMT3摩擦磨损试验机进行往复式球盘摩擦磨损实验。采用激光扫描共聚焦显微镜观察磨痕的三维形貌,比较不同状态合金的磨痕的粗糙度。采用三维形貌仪测量磨痕的磨损量,并取三次磨损量的平均值作为每种合金的磨损量。利用SEM观察分析试样磨损后的表面形貌(图1).

表1 CoCrW合金粉末名义化学成分(质量分数,%)
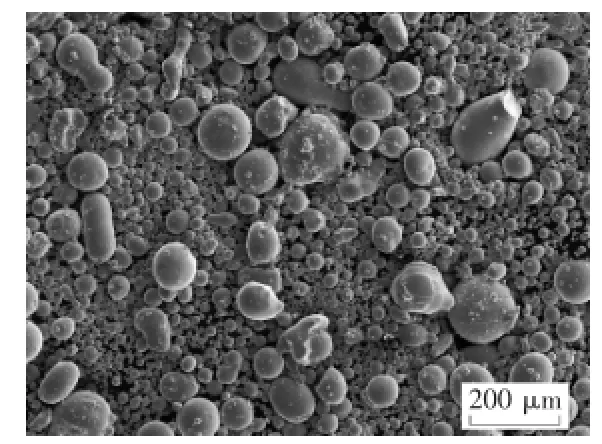
图1 用于激光成型的CoCrW合金粉末SEM形貌
2 实验结果及讨论
对于钴铬钨合金的研究,国外领先于国内。CoCrW合金由于其优秀的耐磨性能多被用作耐磨材料[7-10]。该合金因为其优秀的耐磨耐蚀抗高温氧化等特性经常被用来作涂层,显微照片和谱分析显示基板与涂层形成了良好的冶金结合,涂层成分均匀,为枝晶结构,且晶粒细小,杂质很少。涂层的机械性能明显优于基板,例如耐磨性好,硬度接近1 000 HV[5-7]。研究对比了Stellite合金和搀加SiC的Stellite复合材料,利用CO2激光器与气动传粉系统进行成型。分析样品发现基板对搀加SiC的Stellite复合材料的稀释大于比对Stellite合金的稀释,尽管如此,搀加SiC的Stellite复合材料的硬度与耐磨性仍远高于Stellite合金[9-12]。结果表明,等离子喷涂CoCrW涂层的微动磨损分为三个阶段,分别是开始阶段、过渡阶段和稳定阶段。这三个阶段的磨损分别是粘着磨损、氧化磨损和疲劳磨损。利用等离子喷涂技术制备的CoCrW涂层具有较高的硬度和良好的韧性,从而具有比较好的耐微动磨损性能[13]。
2.1 激光成型工艺参数优化
根据CoCrW合金的高强度、塑性好的性能特点,结合自身的工艺经验,制定正交实验,见表2,依照正交实验表进行单道2层的激光成形实验。在实验之前,用丙酮对基板进行除油,乙醇擦拭。实验宏观样品实物图见图2.可见,在设计的工艺条件下,CoCrW合金激光成型性良好,未发现成形样品在成形后脱落现象。图3为熔凝线附近的截面形貌,可以看出熔覆区与基板结合很好,无冶金缺陷。
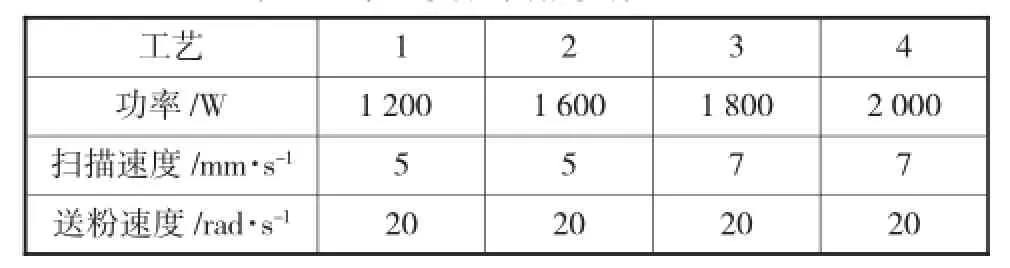
表2 单道实验扫描参数
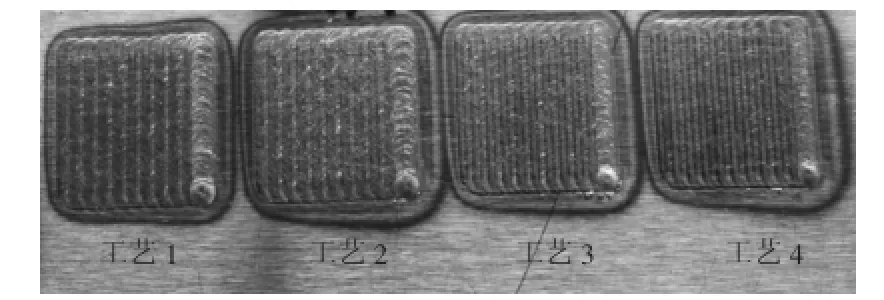
图2 不通过激光工艺条件下的试样实物图
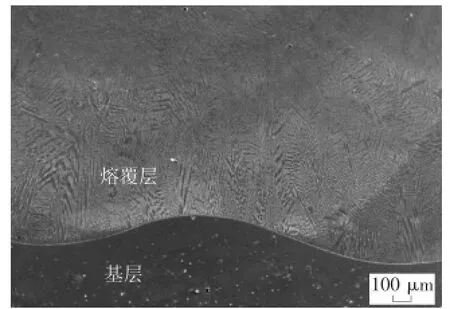
图3 工艺2条件下熔凝线截面SEM形貌
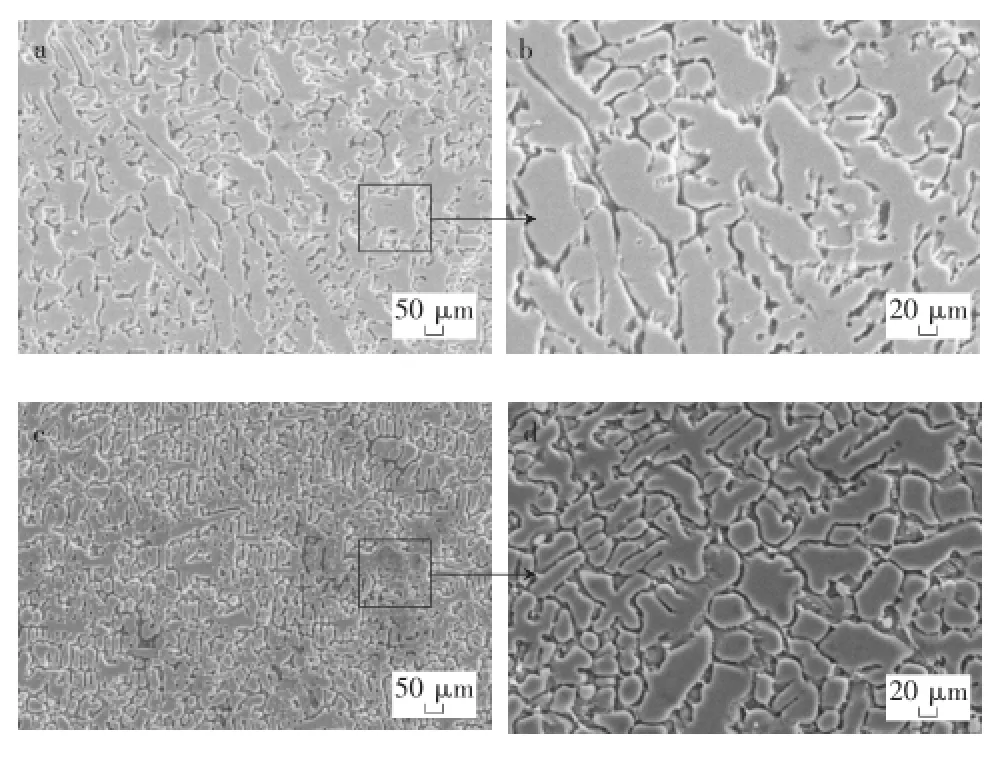
图4 不通过激光工艺条件下的样品的SEM形貌(a、b工艺2,c、d工艺4)
使用CoCrW粉末和耐高温基板,在Ar气的保护气氛中进行实验。显微照片和光谱分析显示基板与熔覆层形成了良好的冶金结合,熔覆层成分均匀,为枝晶结构,且晶粒细小,杂质很少。图4为工艺2和4制备的合金熔覆层的显微组织,可以看出,图中均匀的枝晶结构,但在晶粒度及晶粒形状上有些差别,对于枝晶间的析出也从化学成分、结构、形态学方面进行了研究,与工艺2制备的合金组织相比可以看出,工艺4制备的合金熔覆层组织中,枝晶间距更小,组织更加细小,且枝晶呈网络状分布。通过组织对比,我们发现工艺4优于工艺2,故选定工艺4制备性能测试样品。
2.2 熔覆层组织及其宏观硬度
激光熔覆是一个快速融化、快速凝固的过程,熔覆层显微组织形态主要取决于温度梯度G、凝固速度R和冷却速度dT/dt等参数[14-15]。发现熔覆层相互之间没什么影响,为了进一步增加层数则会导致硬度、微观结构和残余应力的变化。熔覆层的增加时,由于凝固收缩及热梯度降低,残余应力增加,散热的减慢,使得枝晶有所长大。不同工艺条件下XRD峰仅在强度上有些变化,合金的主要相组成并没有发生变化。结合图5知,熔覆层枝晶间的富Cr碳化物在尺寸上减小了,但M6C碳化物尺寸有所增长,富Co的枝晶则更加细化,富Cr碳化物的体积分数稍微上升,但M6C碳化物体积分数大幅度增加,这些组织上的变化,改善了Stellite耐磨堆焊合金的机械性能,提高了其硬度及耐磨性能。
表3为采用工艺4制备的钴基合金块宏观硬度,由表可以看出,宏观硬度值波动不大,说明工艺4参数下的显微组织较为均匀。
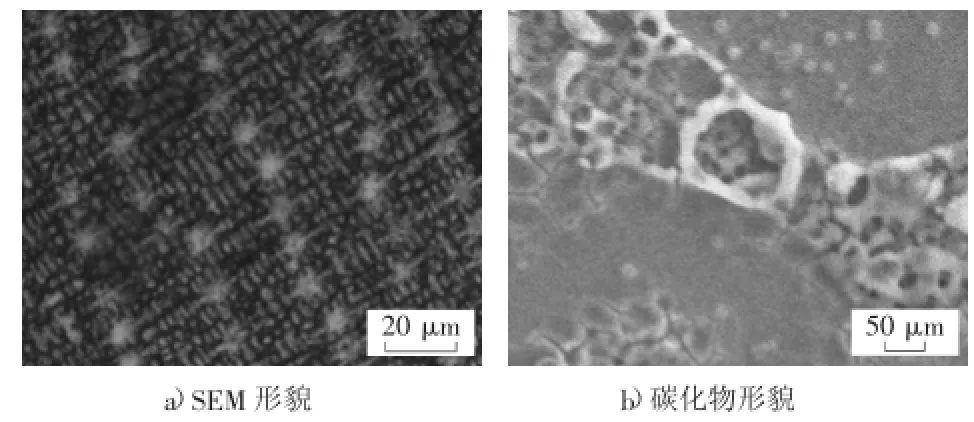
图5 采用工艺4制备的样品SEM形貌和碳化物形貌

表3 激光熔覆层洛氏硬度分布(HRC)
2.3 耐磨性能及其磨痕分析
铸态及激光成型CoCrW合金的摩擦失重和磨损率测试结果见表4.从表4中可以看出,铸态下合金的摩擦失重和磨损率最小,激光成型合金的摩擦失重和磨损率明显增加。铸态及激光成型CoCrW合金磨痕的三维形貌如图6和图7所示。磨痕横截面呈“U”形,铸态合金的磨痕表面粗糙度明显大于激光成型合金的磨痕表面粗糙度,而且铸态合金的磨痕深度大于激光成型合金的磨痕深度。图6为磨痕的微观SEM形貌。铸态CoCrW合金磨痕上存在明显的犁沟,犁沟宽且深,由磨损造成的坑较少。激光成型CoCrW合金磨痕上犁沟细小不明显,而由磨损造成的坑较多,这主要是碳化物粒子被“拔出”而形成的坑[16]。由于激光成型CoCrW合金的基体相强度相对较低,力学性能不稳定。在两种合金磨痕上均存在少量的磨屑堆积,堆积的磨屑会将摩擦副的直接接触隔离,当磨屑堆积增多,结合性变差时,一旦合金内部产生裂纹源,极易破裂而造成较大的磨损坑。两种状态的合金中高硬度的碳化物均由韧性较好的γ-Co基体支撑和包裹,碳化物在磨损过程中会发生折断和剥落,当韧性较好的γ-Co基体磨损后,硬质碳化物便凸显出来,降低基体的磨损速率。
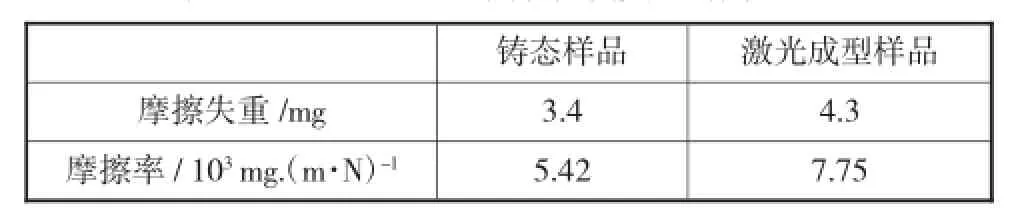
表4 CoCrW合金摩擦磨损实验结果
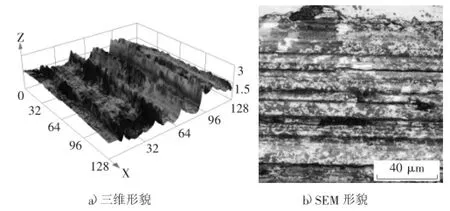
图6 铸态样品摩擦后的SEM形貌铸态样品
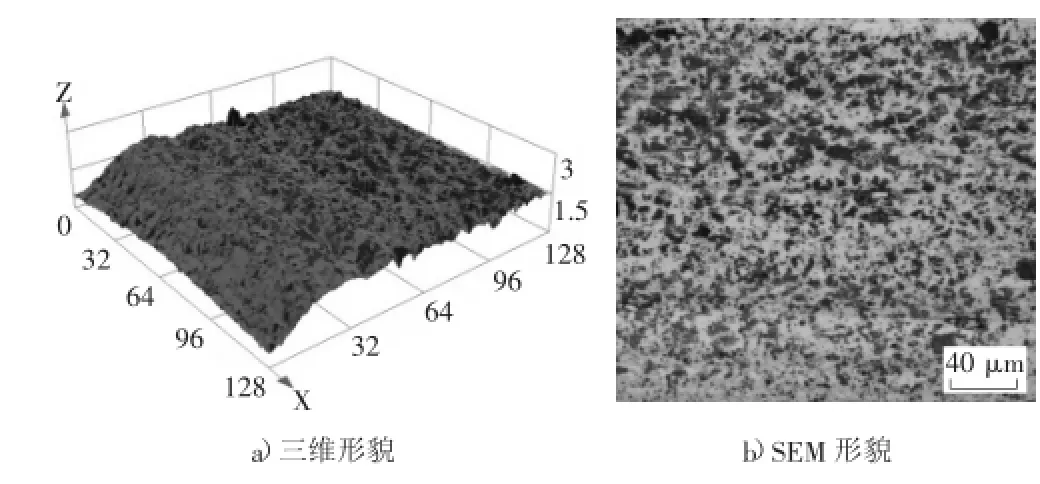
图7 激光成型样品摩擦后的SEM形貌
3 结论
1)激光熔覆技术制备的钴基合金,熔覆层和基体之间形成良好的冶金结合。钴基合金主要由M6C,M23C6,CrCo金属间化合物和基体四种相组成。
2)不同工艺参数制备的钴基合金组织中的相组成相同,但组织中各相的形貌和含量有所不同。适当提高激光扫描速率,有利于改善合金显微组织。
3)与铸态CoCrW组织相比,激光成型钴基合金的硬度低,耐磨性能下降。
[1]胡孝三.激光熔覆修复并提高棒材生产线进口裙板寿命技术的开发和应用[J].安徽冶金科技职业学院学报,2004,14(4):13-16.
[2]付宇明,张金森,郑丽娟,等.拉矫辊传热机理及激光熔覆强化[J].塑性工程学报,2012,19(2):96-101.
[3]杨胶溪,左铁钏,王喜兵,等.激光熔覆WC/Ni基硬质合金组织结构及耐磨性能研究[J].应用激光,2008,28(2):135-138.
[4]揭晓华,毛志远.Ni-Cr-B-Si合金粉末等离子喷涂层的高温性能及其在滚锻模上的应用[J].热加工工艺,1996,1:30-31.
[5]周静,曹兴进.等离子喷涂NiCr合金基复合梯度润滑涂层的组织与力学性能研究[J].表面技术,2002,31(3):17-20.
[6]徐采云,谌俊,马峰,等.混粉工艺对激光熔覆WC/Ni60B涂层组织硬度的影响[J].矿山机械,2006,34(5):99-100.
[7]Zhang Song,Zhang Chunhua,Sun Taili.Study on microstructure and corrosion resistance of laser cladding Co-based alloy[J]. Chinese J.Lasers,2001,28(9):860-864.
[8]Lemarie E,Le Calvar M.Evidence of tribocorrosion wear in pressurized water reactors[J].Wear,2001,249:338–344.
[9]De Mol van Otterloo J L,De Hosson J T M.Microstructural features and mechanical properties of a cobalt-based laser coating[J].Acta Materialia.1997,45:1225–36.
[10]Ashworth M A,Bryar J C,Jacobs M H,Davies S.Microstructure and property relationships in hipped satellite powders[J]. Powder Metallurgy,1999.42:243–252.
[11]姚宁娟,陆伟,陈铠,等.激光熔覆技术制造热轧辊的钴基合金层研究[J].中国激光,2003,30(8):759-762.
[12]陈浩,潘春旭.钴基合金激光熔覆组织及其耐磨耐蚀性研究[J].兵器材料科学与工程,2002,25(2):45-48.
[13]徐向阳,刘世参,张振学,等.等离子喷涂CoCrW涂层微动磨损特性的研究[J].材料工程,2001(3):3-6.
[14]陈浩,刘传云,潘春旭,等.激光熔覆钴基合金的凝固组织特征及性能研究[J].金属热处理,2001,26(12):10-13.
[15]李殿凯,袁晓敏,李明喜,等.激光熔覆钴基合金层组织[J].材料热处理技术,2010,39(16):123-126.
[16]J L de Mol van Otterloo,J T h M De Hosson.M icrostructure and abrasive wear of cobalt-based laser coatings[J].Scripta Materialia,1997,36(2):239-245.
Wear-resistance Property and Microstructure of Co-base Alloy Prepared by Laser Forming technology
TONG Wen-hui1,CHU Sha-sha1,HE Bo1,CHEN Jiang2
(1.School of Materials Science and Engineering,Shenyang Aerospace University,Shenyang Liaoning 110136,China;2.Shenyang Dalu Laser Technology Co.,Ltd.Shenyang Liaoning 110134,China)
Co-base alloy was successfully prepared by the laser cladding technology,the microstructure and phase composition of the laser cladding alloys were analyzed by SEM、EDS and XRD,and the wear resistance of the alloy was tested by hardness and wear tests.The results show that the composition of Co-base alloy prepared by laser cladding technology is mainly M6C,M23C6,CrCo intermetallic compound and matrix,the morphology of phase of Co-base alloy changes under different process parameters.The hardness and wear resistance of Co-base alloy prepared by laser cladding technology are lower than that of the as-cast alloy.
laser cladding technology,Co-based alloy,microstructure,hardness,wear resistance proerty
TG146
A
1674-6694(2015)05-0028-04
10.16666/j.cnki.issn1004-6178.2015.05.009
2015-06-07
童文辉(1971-),男,博士,博士后,副教授。
猜你喜欢
山东冶金(2022年1期)2023-01-14
天津大学学报(自然科学与工程技术版)(2022年9期)2022-07-04
矿冶工程(2021年6期)2022-01-06
皮革与化工(2021年6期)2022-01-05
石材(2020年11期)2021-01-08
焊接(2020年11期)2020-02-06
热喷涂技术(2019年3期)2019-11-14
表面技术(2019年6期)2019-06-27
山东工业技术(2018年13期)2018-08-20
中华建设科技(2016年6期)2016-08-13
