小型汽轮机主油泵联轴器故障原因分析及处理
2015-12-20 08:39吕健波锦西石化热电公司辽宁葫芦岛125001
化工管理 2015年11期
吕健波(锦西石化热电公司,辽宁 葫芦岛 125001)
1#汽轮机组CC12-4.9/0.98/0.245是哈尔滨汽轮机厂制造,是单缸、单轴、冲动式,具有两级可调节抽汽,一级非调节抽汽的凝汽式汽轮机,于1991年安装投产。主油泵装在前轴承箱内,为涡壳式离心泵。汽轮机主油泵与大轴相连的方式为齿型联轴器。1号机组在2008年至2013年间,多次出现主油泵齿形联轴器在运行中异常磨损的情况,机组低油压保护动作。汽轮机停机后检查发现主油泵联轴器啮合齿磨损严重、主油泵推力瓦非工作面乌金磨损(深度1-2mm),极大地威胁机组的安全运行。
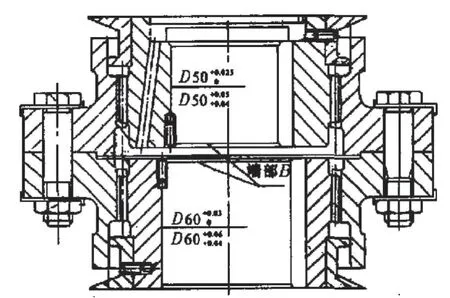
1 主油泵齿型联轴器结构
如图1所示,主油泵齿型联轴器主要由主轴外齿、主轴内齿圈、泵轴内齿圈、泵轴外齿组成
2 故障可能原因分析
2.1 材质应用或者表面热处理工艺不当
齿式联轴器的材质采用38CrMoAlA-Ⅴ,齿面采用氮化处理以提高其表面硬度,增加其耐磨性。但如果热处理工艺不当,会导致联轴器的内外齿面硬度不足,内外齿接触面间耐磨性差,将引起联轴器的磨损。
2.2 润滑效果差
由于齿式联轴器所连接的两个转动部件在转动时都有轴向位移,联轴器必须有良好地润滑,润滑效果差或失去润滑,必将增大联轴器内外齿之间的摩擦,长时间运行导致联轴器的磨损。主油泵所在的前轴承箱离汽轮机前汽封非常近,当运行调整不当时即会有蒸汽进入前轴承箱,带水的透平油的润滑效果显著降低,还加快铁质部件的腐蚀过程。水分长期残留在联轴器内,将加快联轴器的卡涉。
2.3 联轴器安装偏差
机组在安装时主动轴和从动轴的断面中心会出现偏差,当该偏差超过齿式联轴器所允许的偏差范围时,主油泵将随汽轮机转子做圆锥摆动,造成主油泵轴瓦、推力瓦磨损甚至调节系统的负荷摆动。
2.4 主油泵标高及横向位置发生变化
在机组布置中由于前轴承箱连接管路较多,特别是纵销位于前向下部出现缺陷时不易察觉,滑销系统卡涉将引起主油泵在运行中转动标高及横向位置变化
3 解决方案
经过以上分析,针对可能造成联轴器磨损的原因逐条分析、提出实施方案。
3.1 对齿式联轴器材质及热处理工艺进行分析化验
齿式联轴器在氮化时应大于500HV,且层深不小于0.5mm,将更换下来的齿形联轴器委托哈尔滨汽轮机厂做材质分析和金相检查报告显示材质及热处理工艺符合图纸要求。
3.2 改善联轴器润滑效果
3.2.1 检查联轴器供油孔,保证润滑油路畅通。通过主油泵轴瓦中分面开一4*4mm的供油槽,增加齿形联轴器润滑油量。
3.2.2 对化验不合格的润滑油进行更换,清理油箱、轴承箱、油管路,保证透平油的润滑效果。
3.3 调整主油泵联轴器安装各部参数
3.3.1 内外齿面接触要求,沿齿高方向不得小于50%,沿齿长方向不得小于60%。实测齿面接触为70%
3.3.2 齿侧间隙为0.25mm-0.35mm,实测0.31mm
3.3.3 轴套齿圈分别套装于主油泵及主轴后表面径向跳动不大于0.05mm,端面跳动不大于0.03mm,实测径向跳动为0.02mm,端面跳动为0.01mm
3.3.4 主油泵联轴器相对于汽轮机转动中心向左上方抬高0.3-0.4mm,主油泵和汽轮机转子中心端面误差不超过0.03mm。调整主油泵下部垫片,最终为主油泵联轴器相对于汽轮机转动中心向左上方抬高0.4mm,主油泵和汽轮机转子中心端面误差为0.02mm
3.3.5 测量机侧内圈和主油泵内圈端面间隙为9.6mm,超过要求最低值8mm,保证汽轮机在膨胀后机侧内圈和主油泵内圈端面仍有间隙。
4.4 检查前轴承箱滑销系统,保证汽轮机在各个方面的膨胀不受限
检查结果为前轴承箱滑销系统正常
5 结语
通过2013年3月份机组小修,严格按照机组安装技术要求,在机组冷态时调整好各部间隙;更换机组润滑油,清理油箱、轴承箱、油管路。1#机现已运行9个月,在12月份临检中检查联轴器无磨损,消除了联轴器损坏而造成机组非计划停机的安全隐患,保证了机组安全稳定运行。
猜你喜欢
潍坊学院学报(2021年2期)2021-07-22
哈尔滨轴承(2021年4期)2021-03-08
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02
西南交通大学学报(2016年6期)2016-05-04
大型铸锻件(2015年1期)2016-01-12
海军航空大学学报(2015年1期)2015-11-11
新疆钢铁(2015年3期)2015-11-08