
预精焊高速螺旋成型稳定性的影响因素与控制
2015-12-19 07:01刘成坤
焊管 2015年4期
刘成坤,陈 铭
(宝鸡钢管克拉玛依有限公司,新疆 克拉玛依834000)
预精焊高速螺旋成型稳定性的影响因素与控制
刘成坤,陈 铭
(宝鸡钢管克拉玛依有限公司,新疆 克拉玛依834000)
介绍了采用预精焊工艺生产螺旋埋弧焊管的工艺特点及工业化生产优势。针对预精焊螺旋成型递送速度快的特点,对原材料、装备水平、成型工艺参数、调型试车质量和生产监控调整等影响成型稳定性的因素进行了系统分析,提出了有效的控制措施和解决办法,对螺旋焊管预焊技术的深化应用、预焊机组的工艺(设备)设计及预焊管现场生产具有一定的借鉴及指导意义。
螺旋缝埋弧焊管;预精焊;高速成型;稳定性;原因分析;控制措施
0 前 言
21世纪以来,螺旋埋弧焊管预精焊工艺技术在我国得到了快速发展和工业化应用,2008年,中油宝世顺(秦皇岛)钢管有限公司投资兴建并投产了我国首条螺旋缝预精焊管生产线,填补了国内螺旋焊管制造没有预精焊工艺的空白[1]。此后,中石油、中石化下属的钢管公司等先后新建或改造了多条类似生产线,使我国螺旋焊管预精焊装备达到了国际先进水平[2]。
2012年9月,宝鸡钢管克拉玛依有限公司建成投产一条φ508~φ1 422mm(最大壁厚25.4mm,最大钢级X100、飞焊连续后摆)螺旋缝预精焊管生产线,笔者通过参与生产线规划设计和近两年生产运行实践后认为:与传统一步法生产工艺相比,采用预精焊(两步法)工艺生产时,精焊自动跟踪工艺对预焊管的几何尺寸精度要求更高,预焊机组高速螺旋成型稳定性控制难度更大。因此,对影响高速螺旋成型稳定性的因素进行系统分析并加以控制非常必要。
1 预精焊工艺特点及工业化生产优势
目前,生产螺旋缝埋弧焊管主要有两种工艺方法:一种是“一步法”工艺,即成型、焊接在焊管机组上一次完成,国内制管厂家大多采用该工艺,具有成型稳定、投资省等特点,但生产效率低(焊速1.0~2.0 m/min),焊缝缺陷发生率较高。另一种是“预精焊”(或称“两步法”)工艺,即成型、预焊在预焊机组上完成,最终焊接在精焊线上完成,如图1[3]所示。

图1 螺旋焊管预精焊工艺简图
与一步法工艺相比,预精焊的工艺特点及工业化生产优势主要有:
(1)提高焊缝质量和一次合格率。预精焊工艺将成型预焊与埋弧精焊分开进行,预焊采用CO2气体保护焊,预焊管切断下线后在精焊线上完成最终埋弧焊接;精焊时焊缝不受成型应力影响,焊接条件好,焊缝质量得到有效保证,焊缝一次合格率显著提高,特别是在厚壁、大直径、高钢级钢管生产中其优势尤为突出,可大大降低焊缝裂纹等缺陷发生的几率。
针对预精焊螺旋成型递送速度快的特点,对原材料和预焊机组主要工序影响成型稳定性的原因进行系统分析,提出有效的控制措施和解决办法,主要有以下几个方面。
(2)提高生产效率。一条预焊线可配多条(3或4条)精焊线,预焊速度3~10 m/min,精焊速度1~2 m/min。一条预精焊生产线的综合设计产能可达同规模“一步法”生产线的1.5~2倍。
(3)大量采用直缝埋弧焊管制造工艺中行之有效的工艺技术和方法,提高了钢管质量,缩小了与直缝埋弧焊管制造工艺之间的差异[3],精焊线自动化程度高。
(4)降低消耗,提高成材率。随着焊缝质量和生产效率的提高,可大大降低各种生产消耗,有效提高成材率。
今年上半年,国际原油及化工期货市场巨幅震荡、国内化工市场启动迟缓、下游企业开工率严重不足、一些进口化工产品出现集港……企业面临巨大压力与挑战。
2 高速螺旋成型特点及控制难度
钢带高速递送不平稳将会影响预焊质量,造成预焊缝过高影响精焊质量,或熔深不够导致成型开缝,严重影响成型稳定。同时高速成型要求递送机功率要足够,递送辊与钢带的摩擦力完全能克服预焊机组铣边、定位立辊、导板、成型等钢带送进阻力。
3 影响高速成型稳定的因素及控制措施
工程施工中不同的阶段会用到不同的技术,存在很多工种,要投入大量施工人员。同时,工程施工中,还会受到包含地质条件、水文气象等因素的影响,若这些影响因素产生变化,则会使施工发生变更。以基坑围护施工为例,需对地质结构、区域地下水等予以充分考虑,从而制定合理可行的围护方案。若在施工中考虑不周,则不仅会影响到正常施工,而且还会增加成本,延长工期。
3.1 钢带镰刀弯(侧弯)
带镰刀弯的钢带通过成型工序时,相当于引起成型角的瞬间微量变化,导致成型缝松紧变化和管径变化,严重时造成开缝或搭边,递送速度越快,对成型缝进行调整的反应时间越短。
钢带镰刀弯主要来自三个方面:一是钢带轧制过程中形成的,二是钢带头尾对接产生的,三是钢带进入铣边机前,定位立辊调整过急、过频造成铣边后弯度。GB/T 14164《石油天然气输送管用热轧宽钢带》规定“不切边钢带的镰刀弯每5 m不得大于 25mm”[4],西气东输三线西段工程CDP-S-NGP-PL-012-2011-2《天然气管道工程螺旋缝埋弧焊管用热轧板卷通用技术条件》规定“板卷镰刀弯最大不超过13mm/5 m”[5]。由此可见,长输管线技术标准对钢带镰刀弯指标要求越来越严,目的在于减小钢带镰刀弯对成型质量的影响。

图2 错位对接示意图
(2)三辊弯板机工艺位置设计时,1#辊采用对心设计,如图4所示。改善1#辊受力状况,可增加成型稳定性。但由此会带来另一个问题:1#辊对心设计后如采用图5(b)所示的球面轴承辊,由于钢带进入到1#辊时,与辊面接触点处(图4所示A处)钢带的曲率比管坯曲率小,导致1#辊辊面边缘附近与带钢接触,易造成管坯外表面辊印较重,严重时压痕超标。鉴于此,1#辊采用图5(a)所示的锥弧辊可有效解决该问题,合理设计辊套辊面孔型[7],重点优化辊套大小头直径差和球面半径参数,保证接触点接近辊面中部。
3.4.2 调型质量
3.2 铣边质量
3.4.1 成型工艺设计

图3 钢带边缘及成型缝示意图
控制措施主要有:一是预焊机组配置3台大功率铣边机,刀盘直径800mm,主电机功率90 kW(变频调速),1#和2#粗铣主要加工钢带宽度,3#精铣加工坡口钝边和少量宽度,对3台铣边机的铣削量进行合理分配,同时采用模块式铣边刀盘,提高铣削加工质量和生产效率,维修及更换刀片方便快捷[4];二是在3台铣边机区域设置两道上下导板装置,限制钢带上下波动,保证平稳运行,同时在临近铣边刀盘内侧设置上下限位辊装置,上辊升降可调(调整到位后采用顶丝机构可靠定位),防止铣削时钢带边缘上下波动和震动,增强铣削稳定性,提高钝边均匀性。
3.3 钢带递送
预精焊工艺在工业化生产中虽有诸多优势,但在高速(3~10 m/min)递送成型条件下,与 “一步法”相对低速(1~2 m/min)相比,成型稳定性的控制难度增大。成型质量波动时,特别是成型缝变化时的调整及反应时间很短,极易出现成型缝开缝、错边(搭边)、坡口钝边不均匀等现象,导致预焊管直径、直度、椭圆度等几何尺寸变化大以及预焊缝质量差等问题。事实上,为保证精焊时钢管驱动运行平稳、焊缝跟踪可靠和精焊质量稳定,对预焊管的外形尺寸,如管径、直度、椭圆度和坡口钝边均匀性等指标提出了更高要求。因此,高速螺旋成型的稳定性控制问题更显重要。
因此,要满足钢带高速平稳递送要求,一是采用上下递送辊双辊主动,上下辊线速度采用电气控制同步,采集上下辊驱动电机电流,自动进行数据处理和调整,达到动态平衡;二是递送辊驱动选用大功率DC 90kW电机和P3SB20-315形星齿轮减速机,最大递送力200 t;三是递送辊辊面采用腰鼓型设计,保证钢带高速递送平稳、不跑偏,严格按递送线前进。
另外,由于钢带对头前后镰刀弯相对较大,通过成型时成型缝变化较大,为保证微调成型缝有一定的反应时间,对头前后通过成型时可适当降低递送速度,并同步调整预焊规范。
3.4 成型工艺及调型试车
成型是预焊机组的核心工序,是保证预焊管坯质量的关键。成型工艺参数设计、调型精度和试车质量等对保证预焊质量至关重要,尤其在高速成型条件下,成型质量波动时的调整及反应时间短,对成型工艺参数设计及调型质量等提出了更高的要求。
铣边质量对高速成型稳定性的影响很大。以X形坡口为例,铣边质量指标主要包括钢带宽度、坡口角度、钝边尺寸和钝边均匀性,前3项指标都较容易控制,钝边均匀性(即钝边在钢板厚度方向上的位置要相对稳定,波动小,如图3(a)中所示H尺寸变化要小)控制难度较大,若钝边均匀性得不到保证,将导致成型合缝不正常(如图3所示),此类成型缝难以满足精焊时高精度自动跟踪和焊接质量要求。同时,由于钢带递送速度快,单位时间边缘铣削加工量大,要求铣边机配置数量和设备能力要足够。
(1)优选成型角,综合考虑生产效率、材料消耗、成型稳定性和热轧钢带宽度等因素,成型角在55°±10°范围内进行优选较为适宜[6],越接近中限值越好。
要减小镰刀弯对成型质量的影响,一是在板卷采购技术条件中应明确该指标,并从严要求。二是尽量减小钢带头尾对接弯度。通常板卷头尾部的镰刀弯和宽度变化比板卷中部更大,为减小对接弯度可采取头、尾错位对接方式,如图2[4]所示。但在对头通过铣边机前,应对错位处的钢带边缘进行修边处理(通常采用氧乙炔火焰切割),消除接缝处宽度尺寸突变,避免对头通过铣边时因铣削量突变损坏铣边机。三是在钢带上飞焊车坑前,目测钢带镰刀弯趋势,提前逐步微调坑上定位立辊,改变带钢进入铣边机的位置,可部分减小铣边后的钢带弯度,在钢带对头前后其效果更明显。
有一次,她坐在书店的角落里看书。翻页时,一不小心,只听到“嘶”的一声,好几页书纸都被撕破了。这时老板布尔走了过来,她吓得急忙合上了书。布尔将手中的新书放进书架后,回头朝她笑笑:“看累了吧?休息休息。”

图4 成型三辊弯板机工艺设计示意图

图5 成型轴承辊结构示意图
(3)成型框架工艺参数设计时,考虑成型后管坯涨套,可结合生产钢管的直径、钢级、壁厚等因素,成型框架的理论设计管径比公称管径小 1~3mm。
•杜克雷嗜血杆菌引起的男性生殖器溃疡性疾病(软下疳)。由于参与临床试验的妇女人数不多,ZITHROMAX治疗女性软下疳的疗效尚未确定。
本研究的数据来源于CNKI中国期刊全文数据库,检索策略为:主题=“日本移民”OR“开拓团”。为了提高纳入研究的论文质量和结果的精准度,本研究将检索到的论文限制在国家核心期刊、中文社会科学引文索引数据库 (CSSCI)和中国科学引文数据库 (CSCD)收录期刊范围内,检索时间是2018年9月27日,检索到文献106篇,以数据库自定义格式下载相关文献题录信息,作为本研究的基础研究数据集。由于本研究是对日本移民领域研究成果的学术性分析,故去除如研讨会发言、简讯、综述、书评和译文等非学术性的文章8篇,最终纳入研究分析的学术性论文是98篇,作为本次研究的文献数据集。
各成型工艺参数的调整要精准到位,主要包括三辊弯板机、成型各排小辊以及大桥、输出辊道等附属设备调整,控制好调整精度和到位后的定位可靠性[8-10]。
3.4.3 试车控制
“除了骗人的狗血电视剧,有男人愿意做这么幼稚的事吗?”田铭打断她的话冷冷地说。没想到范青青却十分肯定地说:“你,就是和你!”田铭看着范青青那天然自信娇蛮任性的精致小脸,就像看到了一只坏脾气的暹罗猫。
试车时根据管坯成型质量指标情况有针对性地对成型进行精调,保证钢带严格按递送线前进,使复杂的成型力系趋于平衡,成型合缝自然、舒展,各项成型质量指标满足要求;试车时可适当降低递送速度,待精调成型稳定后,正常高速成型生产。
支气管哮喘是一种以嗜酸性粒细胞及肥大细胞反应为主的气道变应性炎症,简称哮喘。近年来哮喘发病的严重程度及死亡率均有所升高。我国哮喘发病率接近1%,半数在12岁以下起病,成人男女发病率大致相同,约20%的病人有家族史[1-3]。现抽选我院收治的36例支气管哮喘患者为研究对象,探究支气管哮喘的临床护理干预效果。报告如下。
3.5 调缝装置
调缝装置即成型大桥微调装置,在成型缝松紧(严重时为开缝、错边、搭边)瞬间变化时用来微调成型缝,保证成型稳定。调缝装置调整是否灵敏、反应是否快捷在高速成型时显得尤为重要。调缝装置结构如图6(a)所示,油缸支座定位通常采用底座销体插入大桥轨道板上的销孔中来实现,定位可靠性不好。进行摆桥调缝时,由于销孔和销轴为间歇配合,油缸杆伸缩首先要消除间隙后才能推动大桥摆动,导致微调后桥反应迟钝、动作滞后,影响调缝效果和成型缝质量。
最重要的是,教师支架能培养学习者的自主学习能力,这与Vygotsky(1978)的观点一致,即自我调节是最近发展区的目标。教师的适度指导能帮助学习者从“他人调节”过渡到“自我调节”,实现责任转移(李丹丽2017)。陈晓茹(2014)研究证实了“支架”式语言教学法能有效促进学习者从参与支架式教学到发展学习策略从而培养自主学习能力。
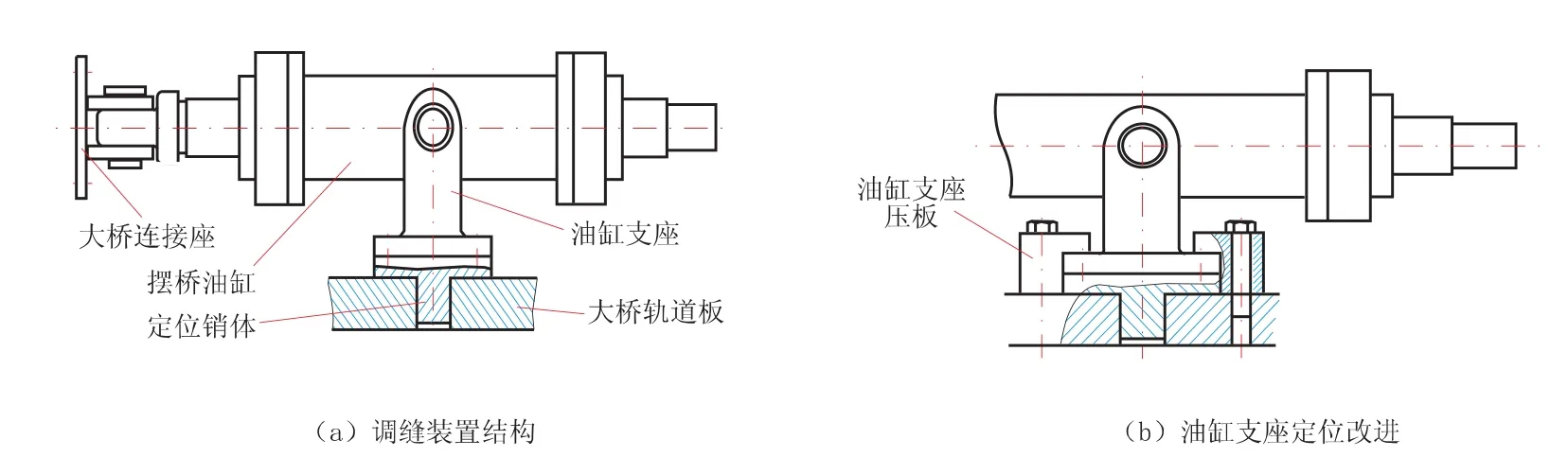
图6 调缝装置改进示意图
解决措施:改进油缸支座定位方式,在两边增设油缸支座压板,如图6(b)所示,压板定位采用螺栓与大桥轨道板上的螺孔连接,改善油缸支座定位可靠性,保证调缝反应快捷、灵敏。值得注意的是:由于油缸杆伸缩长度变化时,支座在水平方向存在微量角度转动,如果调缝时油缸伸缩量较大,调缝到位后应松开支座压板螺栓,让油缸支座自然复位后再紧固,避免油缸杆受侧向力过大而弯曲;也可通过油缸杆与大桥连接采用球头机构解决该问题。
3.6 其他因素
一是要避免下线运管车返回时撞击成型后桥,造成成型缝变化(多为错边),影响成型稳定。解决措施:在运管车靠后桥一侧安装倒车雷达,自动检测并在接近大桥时自动降速,辅以接近开关自动停车,同时在运管车轨道上加装机械限位装置(多为轨道铁鞋)。二是要更加注重生产过程中的监控,发现成型缝变化及成型质量指标异常波动时,及时调整处理,确保成型稳定。
4 结 语
螺旋缝预精焊管生产线“两步法”工艺有其独特的工业化生产优势,但在高速螺旋成型过程中,成型控制难度大,精焊工艺对预焊管的成型质量指标要求更高,所以保证高速螺旋成型质量稳定尤其重要。影响高速成型稳定的因素很多、错综复杂,与原材料、装备水平能力、成型工艺参数、调型试车质量和生产监控调整等因素密切相关。因此,在预焊机组成型控制方面,要树立“大成型”理念,即预焊机组各工序都会对成型稳定性产生不同程度的影响,必须严格控制每道工序的质量来保证高速螺旋成型的稳定性,提升预焊管成型质量,满足精焊要求。
[1]岳双才.国内首条螺旋钢管预精焊生产线投产[N].中国石油报, 2008-11-05.
[2]杨战利.螺旋管高速MAG预焊焊枪及焊接工艺研究[D].北京:机械科学研究总院,2011:1-2.
[3]周岩,袁杨战利,唐麒龙,等.螺旋焊管精焊焊缝常见缺陷及预防措施[J].焊管, 2013, 36(05): 58-61.
[4]GB/T 14164—2005,石油天然气输送管用热轧宽钢带[S].
[5]CDP-S-NGP-PL-012-2011-2, 天然气管道工程螺旋缝埋弧焊管用热轧板卷通用技术条件[S].
[6]毕宗岳.管线钢管焊接技术[M].北京:石油工业出版社,2013.
[7]雷华,丁锋.螺旋焊管成型辊的分析[J].钢管,2003(04): 36-40.
[8]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[9]机械工程师手册编委会.机械工程师手册[M].北京:机械工业出版社,2007.
[10]杨培元,朱福元.液压系统设计简明手册[M].北京:机械工业出版社,2011.
Influence Factors and Control of High-speed Helical Forming Stability with Two-step Welding Process
LIU Chengkun,CHEN Ming
(Karamay Steel Pipe Co.,Ltd.of BSG Group,Karamay 834000,Xinjiang,China)
In this article,it introduced technology characteristics and industrial production advantage of SAWH pipe by two-step welding process.Aiming at high-speed helical forming of two-step welding,it carried out systematic analysis on influencing forming stability factors,such as raw material,equipment level,forming parameters,commissioning quality and production monitoring adjustment etc.Some effective control measures were put forward,which provided a certain reference and guidance for further application of SAWH pipe,the pre-welding unit process(equipment)design and the pre-welding pipe production.
SAWH pipe;two-step welding;high-speed forming;stability;cause analysis;control measures
TE973
B
1001-3938(2015)04-0052-05
刘成坤(1968—),男,高级工程师,主要从事螺旋埋弧焊管制造工艺、装备技术及质量管理工作。
2014-09-28
罗 刚
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
汽车实用技术(2022年15期)2022-08-19
山东冶金(2022年1期)2022-04-19
中华养生保健(2020年5期)2020-11-16
山东冶金(2019年3期)2019-07-10
红领巾·探索(2018年10期)2018-11-14
制造技术与机床(2017年5期)2018-01-19
商业文化(2016年36期)2016-03-01
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
