
奥氏体不锈钢压力容器应变强化若干问题探讨
2015-12-17 07:01李青青缪存坚晓风清张潇郑津洋
中国特种设备安全 2015年11期
李青青缪存坚晓风清张 潇郑津洋
(1. 浙江大学 化工机械研究所 杭州 310027)
(2. 浙江省特种设备检验研究院 杭州 310020)
奥氏体不锈钢压力容器应变强化若干问题探讨
李青青1缪存坚2晓风清1张 潇1郑津洋1
(1. 浙江大学 化工机械研究所 杭州 310027)
(2. 浙江省特种设备检验研究院 杭州 310020)
应变强化技术可大幅提高奥氏体不锈钢的许用应力,减薄容器壁厚,实现轻量化。经过十多年的努力,我国已成功实现了该技术的产业化。本文结合国内外近些年的研究成果与实践,分别对试样预拉伸方式、筒体周向应变测量位置、标准椭圆形封头选材和制造工艺等若干问题进行探讨,并提出了相关建议。
应变强化 奥氏体不锈钢 预拉伸 周向应变 椭圆形封头
深冷容器广泛应用于石油、化工、能源、医疗、航空航天等领域。轻量化秉承安全与经济并重、安全与资源节约并重、绿色制造为设计理念,在确保安全的前提下,减少材料成本、减轻容器重量,是深冷压力容器的主导发展方向[1]。
将奥氏体不锈钢拉伸到产生塑性变形,当再次加载时应力应变曲线将沿着卸载曲线上升,从而提高材料的屈服强度。应变强化技术正是基于这一原理,在室温下对成型后奥氏体不锈钢深冷压力容器内容器进行超压处理,使其产生一定量的塑性变形,从而提高其屈服强度,达到提高许用应力、减薄容器壁厚、降低重量的目的。欧盟、美国、澳大利亚等国家和地区已颁布了相关应变强化技术的标准[2-4]。
经过十多年的努力,我国已攻克了深冷压力容器内容器非线性设计、应变强化工艺、强化参数控制等应变强化关键技术,实现了深冷压力容器的轻量化和产业化[5]。但是该技术在实践过程中,仍存在若干问题有待探讨,如试样预拉伸方式、筒体周向应变测量位置、标准椭圆形封头选材和制造工艺等,故本文结合国内外近些年的研究成果与实践,对以上问题进行探讨并提出了相关建议。
1 试样预拉伸方式
与传统的压力容器不同,应变强化时容器将发生塑性变形。为模拟塑性变形,研究材料及焊接工艺对应变强化的适应性,在材料选取及焊接工艺评定中需在拉伸、弯曲、冲击试验前对试样进行预拉伸。
目前试样预拉伸方式主要有以下三种:1)9%应变控制,即将试样加载至9%总应变后卸载,如图1中O-A-D曲线所示;2)410MPa强化应力控制,即将试样加载至410MPa强化应力后,保持应力恒定直至试样应变达到稳定,如图1中的O-A-C曲线所示;3)430MP终止应力控制,即将试样拉伸至430MPa终止应力后直接卸载,如图1中的O-A-B曲线所示。
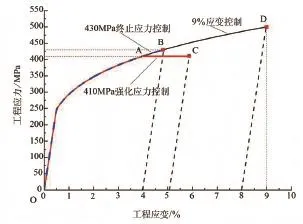
图1 三种试样预拉伸方式
1.1 预拉伸方式比较
研究表明[6]:9%应变控制后的材料若能满足力学性能要求,则强化应力控制后的材料亦能;反之,则不一定。根据图1所示曲线,三种预拉伸方式下拉伸结果见表1,即材料在加载过程中达到的最大应变分别为:9%、5.87%、4.83%。

表1 S30408奥氏体不锈钢材料不同预拉伸方式比较
考虑到材料的应力应变关系曲线受到板厚、化学成分等因素的影响,与终止应力430MPa对应的最大应变并非定值。图2给出了四种不同炉批S30408奥氏体不锈钢板材的应力应变关系曲线(拉伸速率3×10-4/s)。由图可知,采用430MPa终止应力控制,加载过程中达到的最大应变分别为3.93%、4.80%、6.91%、8.19%,均小于9%。
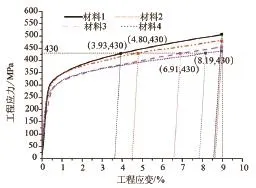
图2 S30408工程应力-应变曲线
因此从塑性消耗角度考虑,9%应变控制方式试样预变形程度最大。从操作角度来看,9%应变控制与终止应力控制方式易于操作,完成预拉伸所需时间短,而强化应力控制方式则操作困难且耗时。
1.2 应变强化容器的应力和应变
应变强化后容器会发生整体塑性变形。例如,一台工业规模S30408奥氏体不锈钢低温压力容器,直径1500mm,名义厚度6mm,强化压力3.72MPa,强化后容器实测最大周向应变为5.64%,转换成等效塑性应变为6.48%,该强化压力下的最大等效应力为481MPa。若采用410MPa强化应力控制与430MPa终止应力控制方式均将无法覆盖上述情况。
1.3 标准对应变的控制
AS1210-2010[4]附录L《应变强化奥氏体不锈钢容器》中规定:容器应变强化后应变集中部位的残余应变不得超过10%。我国应变强化深冷容器内容器均为薄壁圆筒容器,在实践中也要求通过计算或者试验证明应变强化后容器最大应变不超过9%[5]。对于承受内压的薄壁圆柱形容器,圆筒处于两向应力状态,周向应变和等效应变的比值为0.87[3],9%的单向拉伸应变相当于10.34%的等效应变。因此,9%应变法可覆盖标准中的10%。
综上所述,9%应变控制方式最为严格,且节省时间,易于操作。因此,试样预拉伸时建议采用9%应变控制。
2 筒体周向应变测量位置
S30408奥氏体不锈钢材料具有明显的室温蠕变行为,在强化应力作用下引起的蠕变量通常可达1%~2%,从而影响内外容器的套装与绝热效果,因此在应变强化工艺中必须严格监测筒体周向应变。目前工程上通常在每一筒节中部进行周向应变监测,通过钢尺测量各处周长的变化量来判断容器是否达到结构稳定。该方法需要多点测量,较为繁琐,故基于材料蠕变特性,提出一种简便而准确的筒体周向应变监测方法,从而简化应变强化工艺。
2.1 奥氏体不锈钢室温蠕变特性
研究表明:进入屈服状态后,奥氏体不锈钢材料的室温蠕变速率与所受应力成正相关[7]。以“最后15min内应变率不超过0.1%/h(0.2778με·s-1)” 作为材料达到变形稳定的条件[2-4],即图3所示材料保压时间-蠕变速率曲线与虚线的交点为材料形状达到稳定时的数据点。由图可知,在240~580MPa应力范围内,进入塑性区的材料在达到稳定前,同一时刻的蠕变速率随应力的增加而增加,且蠕变速率下降的速度随着应力的增加而减缓,即应力越大,保压阶段内蠕变速率达到稳定所需的时间越长。因此可知,强化加载后容器周长变化量最大处即为加载时所受应力最大的位置,也是筒体达到变形稳定所需最长时间的位置。
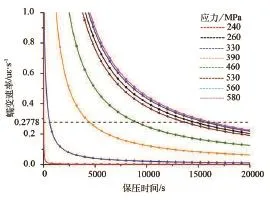
图3 S30408奥氏体不锈钢材料保压阶段内时间-蠕变速率关系
2.2 容器周长变化量和时间的关系
奥氏体不锈钢制深冷压力容器在应变强化过程中也呈现出上述室温蠕变特性。例如,某工业规模S30408奥氏体不锈钢应变强化压力容器直径1500mm,名义厚度6mm,钢尺分布位置如图4所示,考虑到右侧筒节垫板尺寸较大,故布置两条钢尺测量。
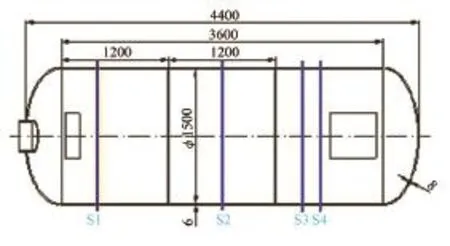
图4 试验容器周长变化测量位置(S1-S4)
测量过程中每隔5min进行一次周长变化量测量,容器最终达到稳定时周向应力、周长变化量(保压阶段内发生的变化)及所需时间见表2。根据表中数据可知,保压阶段内最大周长变化量位置出现在S1处,即筒体周向应力最大处,其周长变化量最大,达到变形稳定所需的时间也最长。
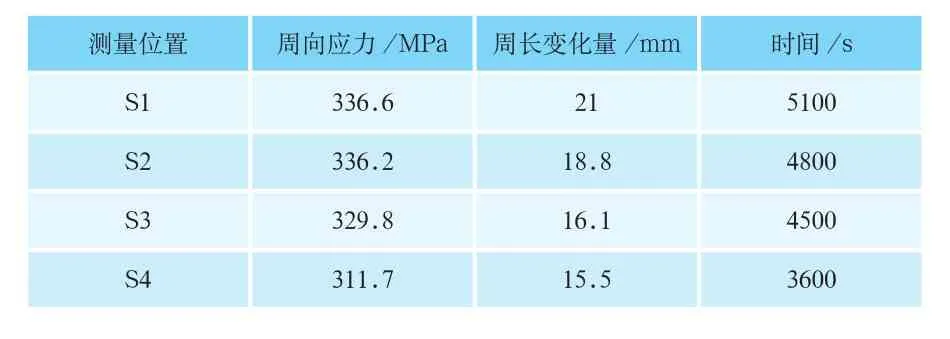
表2 筒体各测量位置达到变形稳定时的参数
据此,浙江大学发明了一种新的应变强化保压时间预测和监测方法[8]。在应变强化工艺中对筒体进行周向应变监测时,仅需关注其周向应力最大处的周长变化率,若该处达到变形稳定,则容器整体也达到变形稳定,无需在每个筒节处进行测量,从而实现了周长监测由多点向单点的转变,简化了应变强化工艺。
3 标准椭圆形封头选材和制造工艺
深冷压力容器多采用标准椭圆形封头,其性能的好坏直接影响容器的安全性。研究发现[9],对于亚稳态奥氏体不锈钢封头,其失效与直边段马氏体含量较高有关,主要在封头冲压过程中由材料形变诱发生成,使得材料塑性、韧性降低[9-13]。工程上多测量材料的FN(Ferrite Number)值来表征封头马氏体含量[14]。由于材料形变诱发马氏体主要受材料化学成分、应变量、变形温度等因素影响[15],因而可以考虑从以上三个方面来降低封头冲压过程中马氏体相变。
3.1 材料选用
镍作为奥氏体稳定化元素,能有效遏制奥氏体的马氏体相变。研究表明[16]:对于奥氏体不锈钢,随着镍含量的提高,冷变形过程中生成的形变诱发马氏体相变量减少,马氏体转变温度Ms降低,低温下奥氏体组织稳定性提高。
GB 24511—2009《承压设备用不锈钢板及钢 带》[17]中 规 定,S31608和 S31603镍 含 量 为10.00%~14.00%,S30408和 S30403镍含量分别为8.00%~10.00%、8.00%~12.00%。且随着应变量的增加,316材料形变诱发马氏体相含量远小于304材料[18]。
由此可见,奥氏体不锈钢316系列比304系列镍含量更高,冷变形过程组织更稳定,不易发生形变诱发马氏体相变。选用S31608或者S31603奥氏体不锈钢,可提高封头的安全性。
3.2 冲压引起的塑性应变
浙江大学基于标准椭圆形封头冷冲压过程数值模拟与大量试验研究,提出了塑性应变预测公式[19],并选取GB/T 25198—2010《压力容器封头》中不同规格标准椭圆形封头(公称直径从350mm至3000mm,名义厚度从5mm至32mm,共计50个),与国内外标准中计算公式进行塑性应变预测比较[2,20-22],见图5、表3。
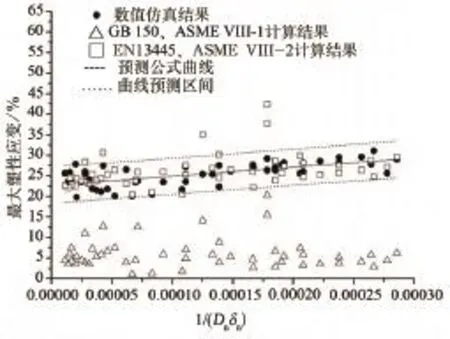
图5 不同预测方法的计算结果
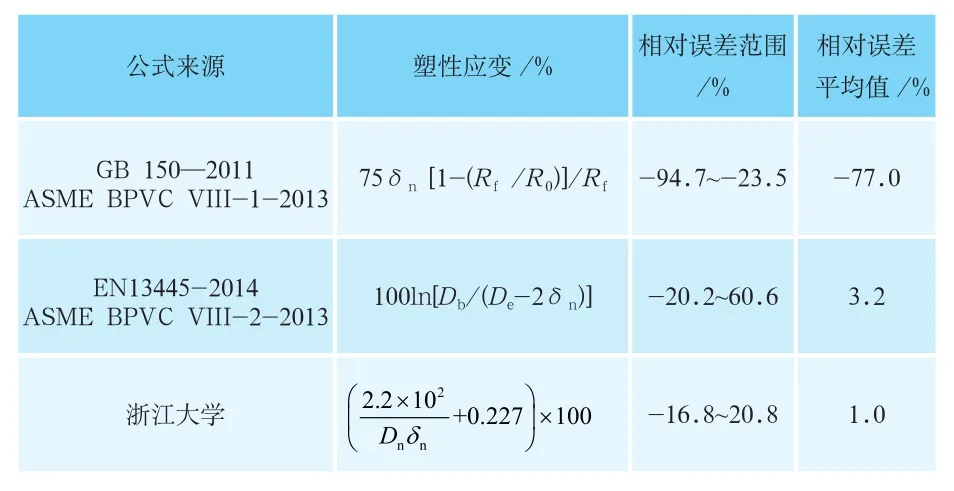
表3 不同预测方法得到的塑性应变比较
由以上图5和表3可知,采用GB 150—2011和ASME BPVC VIII-1-2013的计算结果均小于数值模拟值,平均相对误差为-77%;采用美国EN13445-2014和ASME BPVC VIII-2-2013的计算结果较前者精确,但数据波动较大,最大误差为60.6%;浙江大学提出的预测方法平均相对误差为1.0%,最大相对误差为20.8%,数据波动范围最小,预测结果更为准确,且根据该方法可知,封头冷冲压过程中最大塑性应变至少为22.7%。
3.3 温成形温度
由上文可知,亚稳态奥氏体不锈钢封头在冷冲压过程中最大塑性应变至少为22.7%,根据S30408材料冷冲压成形封头最大塑性应变与FN值之间的关系可知[9],该塑性变形下对应FN值至少为27.6,产生了大量马氏体,而马氏体相变量又可随着冲压温度的升高而降低[23],故可适当提高冲压过程中板料的温度来降低成形后封头的马氏体含量。对于S30408材料其热冲压工艺加热温度介于950~1050℃之间,生产成本过高,因此相对于冷冲压和热冲压,温冲压是一种有效减少形变诱发马氏体相变的加工工艺。
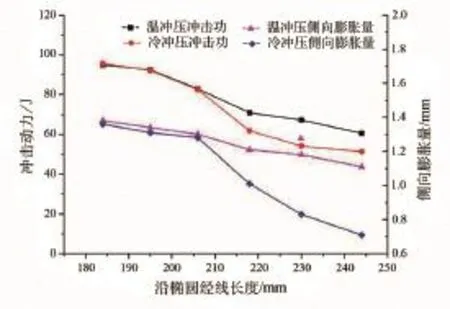
图6 温、冷冲压成形封头不同位置处冲击试样的冲击功与侧向膨胀量
研究表明[24]:当变形温度高于90℃时,ΔFN(表征材料形变诱发马氏体相变的程度)低于4,与初始材料的FN值相当。同时通过测量型号为EHA350×6mm的温、冷冲压封头不同位置处冲击试样的冲击功和侧向膨胀量(图6)表明:温、冷冲压封头仅直边段(沿椭圆经线长度为225~245mm)附近的材料性能有较大差异,且相比于冷冲压封头,当温冲压温度高于90℃时,能够显著抑制材料的形变诱发马氏体相变,提高直边段韧性。
4 结论
1)从塑性消耗角度及实践出发,9%应变控制方式较应力控制方式更为严格,且节省时间,易于操作,因此试样预拉伸时建议采用9%应变控制。
2)应变强化工艺中对筒体进行周向应变监测时,仅需关注其周向应力最大处的周长变化率,而无需在每个筒节处进行测量,这样可实现周长监测由多点向单点的转变,从而简化应变强化工艺。
3)S31608或者S31603奥氏体不锈钢椭圆形封头,不易发生形变诱发马氏体相变。S30408奥氏体不锈钢封头冷冲压成形后最大塑性应变至少为22.7%,有大量马氏体相生成。当冲压温度高于90℃时,能够显著抑制材料的形变诱发马氏体相变,提高直边段韧性。
[1] 郑津洋,缪存坚,寿比南. 轻型化——压力容器的发展方向[J]. 压力容器,2009,(09):42-48.
[2] ASME Boiler & Pressure Vessel Code VIII Division 1:2013, Rules for Construction of Pressure Vessels[S].
[3] EN 13458-2:2002 Cryogenic Vessels—Static Vacuum Insulated Vessels—Part 2:Design, Fabrication, Inspection and Testing[S].
[4] AS1210: 2010 Pressure Vessels[S].
[5] 郑津洋,高晓哲,寿比南,等. 奥氏体不锈钢制深冷容器室温应变强化技术常见问题探讨[J]. 压力容器,2013, 30(3): 45-51.
[6] Zheng J, Miao C, Li Y, et al. Investigation on Influence Factors of Mechanical Properties of Austenitic Stainless Steels for Cold Stretched Pressure Vessels[J]. Journal of Pressure Vessel Technology, 2012, 134(6): 61407.
[7] 晓风清,缪存坚,郑津洋. 奥氏体不锈钢制深冷容器应变强化过程蠕变规律研究[A]. 中国机械工程学会压力容器分会,合肥通用机械研究院. 压力容器先进技术—第八届全国压力容器学术会议[C]. 北京:化学工业出版社,2013.
[8] 郑津洋,晓风清,缪存坚,等. 确定奥氏体不锈钢低温容器应变强化保压完成时间的方法,中国:ZL 2013 1 0202797.9[P]. 2015-02-25.
[9] 朱晓波. 奥氏体不锈钢冷冲压椭圆形封头塑性变形预测及检测方法研究[D]. 杭州:浙江大学,2014.
[10] Shrinivas V, Varma S K, Murr L E. Deformationinduced martensitic characteristics in 304 and 316 stainless steels during room-temperature rolling[J]. Metallurgical and Materials Transactions A,1995,26(3):661-671.
[11] Huang J, Ye X, Xu Z. Effect of Cold Rolling on Microstructure and Mechanical Properties of AISI 301LN Metastable Austenitic Stainless Steels[J]. 钢铁研究学报:英文版,2012,19(10):59-63.
[12] Murr L, Staudhammer K P, Hecler S S. Effects of Strain State and Strain Rate on Deformation-Induced Transformation in 304 Stainless Steel: Part II. Microstructural Study[J]. Metallurgical and materials Transaction A, 1982, 13(4): 627-635.
[13] 王珂. 椭圆形封头冷冲压成形残余影响及其表征方法研究[D]. 杭州:浙江大学,2015.
[14] 何德孚,曹志樑,周志江,等. 德国Feritscope MP-30E磁测仪用于测定双相不锈钢焊管焊缝金属铁素体含量的性能评述[J]. 钢管,2009(04):59-65.
[15] Talonen J, Hänninen H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels[J]. Acta Materialia,2007,55(18):6108-6118.
[16] 李晓明,王冰,张泽,等. 奥氏体不锈钢低温性能及选用[J]. 石油化工设备,2013,42(S1):61-63.
[17] GB 24511—2009 承压设备用不锈钢钢板及钢带标准综述[S].
[18] 李顺荣,陈海云,邢璐,等. 两种常用奥氏体不锈钢形变马氏体研究[J]. 压力容器,2013,30(7):1-5.
[19] 马利,缪存坚,朱晓波,等. 奥氏体不锈钢冷冲压标准椭圆形封头塑性变形预测方法研究[J]. 机械工程学报,2015,51(6):19-26.
[20] GB 150—2011 压力容器[S].
[21] ASME Boiler & Pressure Vessel Code, VIII Division 2 Alternative Rules, Rules for Construction of Pressure Vessels[S].
[22] EN 13445.4—2014 Unfired Pressure Vessels-Part 4 Manufacture[S].
[23] Peterson S F, Mataya M C, Matlock D K. The formability of austenitic stainless steels[J]. JOM,1997,49(9):54-58.
[24] 张潇. 亚稳态奥氏体不锈钢标准椭圆形封头温冲压温度研究[D]. 杭州: 浙江大学, 2015.
国家高技术研究发展计划:863计划,2012AA051504
Discussion on Some Questions of Strain Strengthening in Austenitic Stainless Steel Pressure Vessels
Li Qingqing1Miao Cunjian2Xiao Fengqing1Zhang Xiao1Zheng Jinyang1
(1. Institute of Process Equipment Zhejiang University Hangzhou 310027)
(2. Zhejiang Provincial Special Equipment Inspection And Research Institute Hangzhou 310020)
Strain strengthening technology could significantly improve the allowable stress of austenitic stainless steel to achieve the lightweight. China has successfully realized the industrialization of this technology during past several years. The following aspects of the preloading method of specimen, the measurement of circumference variation, the material selection and manufacturing process of standard elliptical head are discussed in this paper based on the achievements and practices in recent years. Some related suggestions are proposed.
Strain strengthening Austenitic stainless steel Preloading Circumference variation Elliptical head
X933.2
B
1673-257X(2015)11-0015-05
10.3969/j.issn.1673-257X.2015.11.004
李青青(1990~), 女,硕士,从事极端承压设备研究工作。
2015-09-06)
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
常州大学学报(自然科学版)(2022年4期)2022-07-12
大型铸锻件(2022年1期)2022-02-12
石油化工设备(2021年4期)2021-07-21
装备制造技术(2020年4期)2020-12-25
上海理工大学学报(2020年2期)2020-05-30
科技信息·下旬刊(2018年9期)2018-10-21
航空发动机(2018年4期)2018-09-18
制造技术与机床(2017年10期)2017-11-28
证券市场周刊(2016年35期)2016-09-19
