
基于网络流量监控的切丝机控制系统改造
2015-12-08 00:27:21石怀忠张胜利王德吉李文伟
自动化博览 2015年2期
石怀忠,张胜利,王德吉,李文伟
(1.河南中烟工业有限责任公司安阳卷烟厂,河南 安阳 455004)
(2.河南中烟工业有限责任公司,河南 郑州 450008)
(3.中国烟草总公司职工进修学院,河南 郑州 450008)
基于网络流量监控的切丝机控制系统改造
石怀忠1,张胜利2,王德吉3,李文伟1
(1.河南中烟工业有限责任公司安阳卷烟厂,河南 安阳 455004)
(2.河南中烟工业有限责任公司,河南 郑州 450008)
(3.中国烟草总公司职工进修学院,河南 郑州 450008)
为保障切丝机电控系统的正常运行,对切丝机电控系统改造,用西门子S7 300系列PLC和Wincc Flexible触摸屏替代西门子基于PC的SIMATIC WinAC,并对切丝机压实器使用的集成变频器的电机进行改造。改造后,切丝机电控系统运行稳定,动作响应速度快,原电控系统启动慢、死机等问题得到了根本解决,同时消除了切丝机压实器使用的集成变频器的电机产生的高次谐波,避免了对邻近的金属探测仪造成干扰。使切丝机电控系统完全可满足生产工艺要求,切实提高了在制过程的稳定性,保证了烟丝质量。
基于PC的SIMATIC WinAC;高次谐波;金属探测仪
切丝工序是制丝生产线的关键工序,其在生产过程中断料将严重影响烟丝质量。据统计电气故障是造成断料的主要原因:其一,SQ34型曲刃水平滚刀式切丝机的原控制系统采用了西门子公司的基于PC(个人计算机)的SIMATIC WinAC。因PC机长期运行且工业现场环境的恶劣,造成PC机系统启动慢,死机等现象,在生产过程中无法对设备进行及时操作和调整,致使设备存在严重安全和质量隐患。采用多种措施后[1~3],仍不能解决PC机系统启动慢,死机等现象。故采用可编程序控制器PLC来替代基于PC的SIMATIC WinAC,来实现对切丝机的控制[4]。PLC具有启动快、响应时间短及高可靠性等特点,适用于干扰环境的工业现场中。其二,切丝机的压实器使用的是集成有变频器的电机,其变频部分采用PWM(脉冲宽度调制)技术,当工作于开关模式且作高速切换时,产生大量高次谐波成分。高次谐波对邻近的金属探测仪造成严重干扰,使其不能正常工作。在对金属探测仪电控系统采取隔离、滤波、屏蔽、接地等措施后[5~6],其受到的干扰仍得不到有效解决。对于治理变频器干扰,将干扰源和受干扰系统分隔至安全距离是抑制干扰的最有效的方法。
1 存在问题和原因分析
1.1 电控系统
在切丝机电控系统上电后的启动过程中,启动时间每次至少需要30分钟以上,在这30分钟的启动过程中操作人员还不得触摸PC机上的任何按键,否则PC机触摸屏上会出现“系统无法响应”的报警提示,带来系统无法继续自检启动的现象,此时,只有重新下电再次重启PC机,继续等待30分钟,启动过程缓慢严重影响了生产的正常运行,耽误了宝贵的生产时间。在生产过程中,PC机会经常出现死机的现象,画面无法操作,造成PC机上的所有按键按下后均无响应,无法对刀辊电机、排链电机等电机的启停进行控制,无法对刀门高度、气缸压力、切丝宽度等参数进行调整,直接影响产品的质量,存在严重的质量隐患和安全隐患。
切丝机电控系统采用西门子公司的基于PC的SIMATIC WinAC插槽式PLC控制,已使用8年,由于PC机逐年老化,启动时间长。WinAC插槽式PLC受制于PC机,由于PC机的频繁死机,造成电控系统已无法正常使用。
1.2 变频干扰
位于切丝机前面的金属探测仪受到严重干扰,金属探测仪频繁出现误动作或不动作现象,造成金属进入切丝机内,致使刀片非正常损耗,且对切丝机刀辊的冲击较大,造成刀辊动平衡不稳定,同时金属未剔除,打坏刀片后出现的断料现象也严重影响了产品质量。
经分析,认为金属探测仪的传感器附近存在电磁干扰源。排查后发现距金属探测仪一米之处,有裸露在外的切丝机压实器上集成变频器的电机,其变频器工作时产生的高次谐波,通过电磁辐射对切丝机前的金属探测仪产生严重干扰。若从源头抑制干扰源的产生,则可消除其对金属探测仪带来的影响,因此需对切丝机的压实器集成变频器的电机进行改造。
2 改进内容
2.1 电控系统
2.1.1 PLC替换
采用西门子300系列PLC及模块代替原PC机的WinAC插槽式PLC,替代过程如图1所示,并将原控制系统的程序移植到新的控制系统中。

图1 硬件组态图
2.1.2 画面替换
采用Wincc Flexible组态的HMI产品[7]代替原PC机显示画面,共新开发四个Wincc Flexible监控操作画面,继承原操作画面功能,四个操作画面可以对切丝机具备的所有功能进行操作调整,其主画面如图2所示。
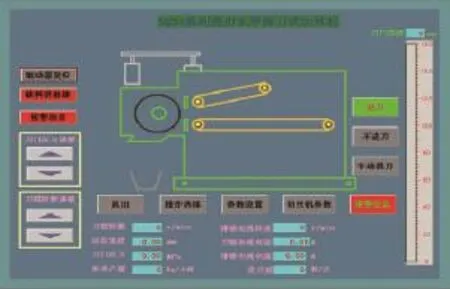
图2 切丝机操作主画面
2.2 压实器变频电机
由于裸露在外的切丝机压实器上集成变频器的电机产生干扰,本着消除干扰源的原则,对集成变频器的电机接线方式进行改造,使产生干扰的变频器部件失效,彻底消除其对距离1米远的金属探测仪造成的辐射干扰。压实器使用集成变频器的电机变频功能丧失后,为使其具备变频调速的功能,在切丝机电控柜内安装丹佛斯2800型号变频器[8],如图3所示,以代替压实器电机的变频部件运行,并将其按照规范接入PROFIBUS-DP网[9-10],在主画面上增加此变频器设定参数,如图4所示,保障正常生产。
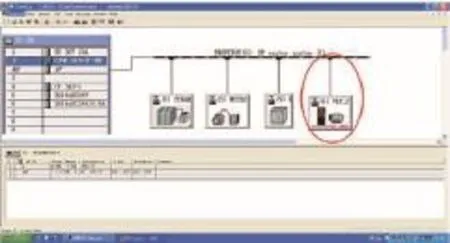
图3 硬件新加丹佛斯2800型号变频器
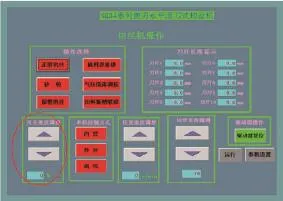
图4 主画面上增加变频器设定参数
3 取得效果
切丝机电控系统改造使用后,动作响应快,完全可满足生产工艺要求,克服了PC机启动缓慢、反应迟钝、死机等故障,解决了金属探测仪受干扰无法正常工作的情况,同时保持了操作界面所有功能,使操作工能很快适应新画面的操作。本次改造,消除了因切丝机电气故障造成的切丝工序断料次数,每次断料将导致烟丝报废200kg,在制过程烟丝按60元/kg计算,按照以前统计的切丝工序每月因电气故障平均断料5次计算,200×60×5×12=72万元,故全年减少报废烟丝价值共计72万元。
[1] 王兆勇. 监控系统工控机的日常维护与维修[J]. 交通标准化, 2013, (20):8 - 10.
[2] 刘安宁, 段松松. Ghost软件在设备维修中的应用[J].设备管理与维修, 2013, (1):72.
[3] 王强. 工控机死机原因及对策[J].电脑知识与技术, 2008, (24):1334.
[4] 杨晓春. KTC80 切丝机驱动系统的改造[J]. 烟草科技, 2011, (10): 26 - 29.
[5] 李春杰, 宋恩华. 堆垛机电磁干扰问题及解决对策[J]. 物流技术与应用, 2013, (6):124 - 127.
[6] 曹家升. 制丝线用电设备接地系统的改进[J]. 烟草科技, 2008, (5):19 - 20.
[7] 刘升愿, 韩秋实, 李启光.WinCC Flexible在数控机床界面开发中的应用[J]. 精密制造与自动化, 2013, 1.
[8] 乔妍, 鄂旭. 西门子S7-300 PLC与DANFOSS变频通讯的介绍[J]. 科技致富向导, 2013, (6):216.
[9] 刘云, 陈亮, 王朝飞, 等. PROFIBUS常见故障分类诊断[J]. 烟草科技, 2010, (5): 63 - 66.
[10] 李晓堂, 张宝文, 马悦军. 制丝生产线PROFIBUS-DP 网络闪断现象的改进[J]. 烟草科技, 2013, (10):24 - 26.
Modification of the Electrical Control System of Tobacco Cutter
To ensure the normal operation of tobacco cutter's electrical control system, the electrical control system is modified. The PC-based SIMATIC WinAC is replaced by the S7 300 PLC of Siemens and the Wincc Flexible touch screen. The integrated inverter motor used by compactor of the cutter is upgraded. After the modification, the electrical control system of the cutter operates stably and responds quickly. The previous problems existing in the old electrical control system such as slow booting speed and crash are solved fundamentally. The high order harmonic produced by the integrated inverter motor is therefore eliminated, which protects neighboring metal detectors from being interfered. The modified electrical control system of the cutter fully can meet the requirements of productive technology, truly increases stability of production process and guarantees the quality.
SIMATIC WinAC based on PC; Higher harmonic; Metal detectors
B
1003-0492(2015)02-0082-02
TP273
石怀忠(1970-),男 河南安阳人,高级技师,大专,现就职于河南中烟工业有限责任公司安阳卷烟厂,主要研究方向为电
猜你喜欢
电脑报(2022年49期)2023-01-01 03:42:10
现代妇女(2022年2期)2022-10-17 06:26:57
空间科学学报(2021年4期)2021-08-30 08:31:18
中国军转民(2018年1期)2018-06-08 05:52:53
中国军转民(2018年3期)2018-06-08 05:51:09
中国设备工程(2018年6期)2018-03-27 02:04:30
故事作文·低年级(2016年1期)2016-09-10 07:22:44
中国煤炭(2016年9期)2016-06-15 20:29:54
机电产品开发与创新(2014年5期)2014-03-11 16:42:35
自动化博览(2014年6期)2014-02-28 22:32:15
