化学交联聚乙烯电缆料挤出造粒机组电控系统
2015-11-21 03:26:29于洪涛
橡塑技术与装备 2015年16期
于洪涛
(大连橡胶塑料机械股份有限公司,辽宁 大连 116033)
化学交联聚乙烯电缆料挤出造粒机组电控系统
于洪涛
(大连橡胶塑料机械股份有限公司,辽宁 大连 116033)
介绍了一种电缆料生产线的控制系统,系统控制器采用西门子(SIEMENS) S7-300系列PLC,直流调速器采用西门子6RA70,变频调速器采用西门子6SE70,多种检测信号通过分布式I/O组件ET200M系列模块,经由 PROFIBUS-DP传送至PLC。文中简要介绍了化学交联聚乙烯电缆料挤出造粒机组的生产过程,列出电控系统的硬件型号及特点。介绍了西门子S7-300PLC、西门子直流驱动装置和变频器的简单应用。
挤出造粒;PLC;直流调速器;变频调速器;温控系统;人机界面(HMI)
随着我国经济的飞速发展,特别是西部经济的开发对电力电缆的要求越来越高。化学交联聚乙烯电缆料质量的好坏直接影响到10 kV以下电力电缆的品质,而设备是关系到化学交联聚乙烯电缆料质量的一个重要因素。
我公司在对普通塑料双螺杆挤出机进行技术改进的基础上制造的主要用于生产大产量化学交联聚乙烯电缆料的双螺杆挤出机,自研制成功后已投放市场多台,使用至今运行状况良好,以下就该机组所采用的电气控制系统进行简单阐述。
1 机组组成
该机组由一台DKTE-104×36(螺杆直径104 mm,长径比36)型双螺杆挤出机与喂料系统、温控系统、切粒系统、水循环系统、干燥系统等共同组成化学交联聚乙烯电缆料生产线。
如图1所示,主要包括一台主电机、两台失重式喂料称、润滑油泵电机、冷却水泵电机、真空泵电机、化学泵电机、水下切粒电机、高压水泵电机、离心脱水电机、工艺水电机、1#输送风机、沸腾干燥电机、2#输送风机、主机加热系统、换网加热器、机头加热器、换网油泵电机。
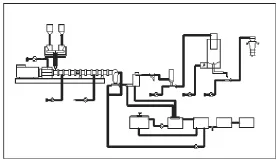
图1 化学交联聚乙烯电缆料挤出造粒机组流程图
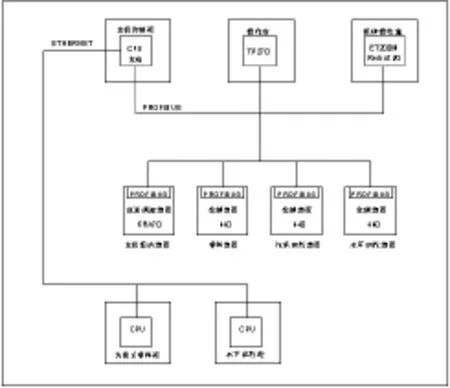
图2 控制系统框图
2 电气控制系统
电气控制系统主要包括:主机PLC控制柜(CPU)、直流驱动柜(直流驱动装置,配PROFIBUS-DP板)、交流变频器(配PROFIBUS—DP板)、操作台(触摸屏)、机体操作盒(远程I/O)、扭矩传感器、止推力传感器、熔体压力传感器等。
图2为控制系统组成框图。
该机组中双螺杆挤出机主传动电机是450 kW的Z4系列直流电动机,传动装置核心部分采用德国西门子公司的6RA70系列全数字直流调速装置。挤出机的螺杆转速可在60~600 r/min范围内连续调整,具有良好的动态相应和稳态精度。
切粒系统是采用西门子6SE70系列变频器驱动一台4 kW交流变频电动机带切刀运行,切刀转速可在150~1 500 r/min范围内连续调整。
加热系统由九个机筒加热区、换网加热区、机头加热区组成,均采用铸铝电加热器加热,机筒加热区还配备水冷却系统,所有加热器均由PLC调用具有PID自调节等多种控制功能的FB58模块实现高质量的自动控制。
机组各机台的起停、联锁控制、故障显示、报警由一台德国西门子公司的S7—300系列PLC来完成,作为控制系统的核心,实现了对机组内各种控制元件的逻辑与时序控制,并通过触摸屏和PROFIBUS—DP现场总线的应用,使操作者更方便的监视PLC采集的机组内各装置的数据并加以控制。并通过控制柜面板上的工艺流程图指示运行,故障,料位的状态,使整机生产过程一目了然,操作维修十分方便。
如在电机的联锁控制中,柜面有一个负责联锁选择的带灯按钮,可以选择机组的工作方式:当联锁选择处于去联锁状态时,它本身闪亮,各台电机可单独进行起动、停止操作;当联锁选择处于联锁状态时,它本身常亮,PLC内部程序保证各台电机只能从后级逐级向前手动起动,即按1#输送风机—工艺水电机—离心水泵电机—高压水泵电机—切粒电机—主机—喂料电机—失重称电机的顺序开机。停机时则与起动顺序相反,要按照开机相反的顺序依次停止各台电机。如果中间某级电机发生故障或者误操作到停止按钮,则此级以上的电机都要停止。
例如,在联锁状态中各台电机都已起动的情况下,如离心水泵电机发生故障,则高压水泵电机、切粒电机、主机、喂料电机、失重称电机都要停止运行。相关联的,在柜面板上还有一块可指示出生产线的运行状态的工艺流程图,当各分部对应的绿灯亮,指示相应的分部运行正常。各分部对应的红灯亮,指示的相应的分部处于跳闸等故障状态,黄灯则指示相应部份的料位。

图3 温控模块设置
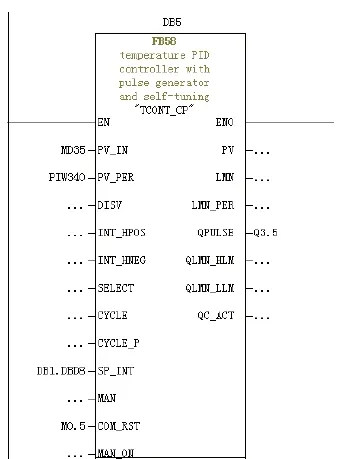
图4 FB58设置
3 温度控制系统
传统的温度控制是由温控表来完成,但是温度数据的采集、处理却成了不容易解决的问题。该机组采用西门子6ES7331-7KF02-0AB0温度(模拟量输入)模块,来采集机筒及机头换网的温度信号,只要在程序中调用FB58温度PID调节模块来对机筒、机头换网进行温度调节,如图3和图4所示。
然后在触摸屏中制作相应画面,就可以在触摸屏中直观的监视、修改温度设定。工艺温度的采集也可在同时完成,只须在触摸屏中将温度记录的时间延长,就可以长时间(需大容量存储卡)的记录系统工艺温度的数据了。
4 水下切粒系统和失重喂料系统
选用来自美国Cala公司的水下切粒系统和德国卡尔.申克(Carl Schenck AG)公司失重式计量称是保证本试验机组试验数据的准确性和设备的可行性的重要环节,申克失重称拥有0.1%的精确度,以此来保证挤出机精确挤出的目的;而Cala水下切粒机则能够保证本试验机组对绝大多数物料的适用性。水下切粒机和失重称都有自己的控制系统,他们与挤出机组的数据通讯则是通过工业以太网(EtherNet)来完成,在S7-300 PLC中加入CP343-1(以太网通讯模块),即可以与两台设备进行数据交换,并通过对触摸屏的设定,达到集中控制的目的。
5 传感器
该机组还配备了扭矩传感器、止推力传感器和熔体压力传感器。扭距传感器安装在电机输出轴与减速箱中间,能够实时检测电动机输出的扭距和转速,并通过以便于一台3显示的扭距测量仪来对测量值进行显示和向PLC变送输出测量数据,使生产者可对直流装置输出的数据进行直观的比较,有利于维护设备的稳定性;而止推力传感器测量的推力轴承承受的力和熔体压力传感器测量的机头处所承受的压力可作比较,可更直接的监测在不同物料情况下止推力和熔体压力的关系是否符合设备能力,起到保护设备的关键作用。
6 联锁保护
整个机组又可分为主机和上下辅机,上辅机的作用是给主机加料,加料电机的驱动即是由变频器来完成,这里不再赘述。下辅机则是通过切粒电机、高压水泵电机、离心脱水电机、工艺水电机、1#输送风机、沸腾干燥电机、2#输送风机等来实现物料被主机从机头挤出后的切割、成粒、水送、脱水、风送、烘干、风送至成品料仓的过程。在此过程中,为保护人身及设备安全,本机组设置了诸多的保护和联锁,以及各种故障的报警和显示。现将各种保护联锁陈述如下:
(1)1#输送风机故障,停输送风机以上部分;
(2)离心脱水电机故障,停离心脱水电机以上部分;
(3)高压水泵电机故障,停高压水泵电机以上部分;
(4)切粒电机故障,停切粒电机以上部分;
(5)塑化主机故障,停塑化主机以上部分;
(6)润滑油泵故障,停润滑油泵以上部分;
(7)喂料电机故障,停化学电机,延时1 min停塑化主机;
(8)化学电机故障,延时30 s停喂料电机,然后再延时1 min停塑化主机;
(9)2#输送风机的开停,应先开风机,延时20 s后自动启动振动加料器,停时,先停振动加料器,延时20 s后自动停风机;
(10)化学泵压力过高报警延时20 s停化学电机;
(11)过滤网前压力高高限报警停主机;
(12)沸腾料仓、成品料仓任一高料位报警,延时6 min停主机;
(13)沸腾风机的开停应先开风机,沸腾风机三角启动后才能启动电加热,并由温控表控制其温度;停时,应先停电加热,延时20 s后才能停风机。现场超温开关信号进PLC,做超温保护用。
表1为部分计时器的预置值及作用。
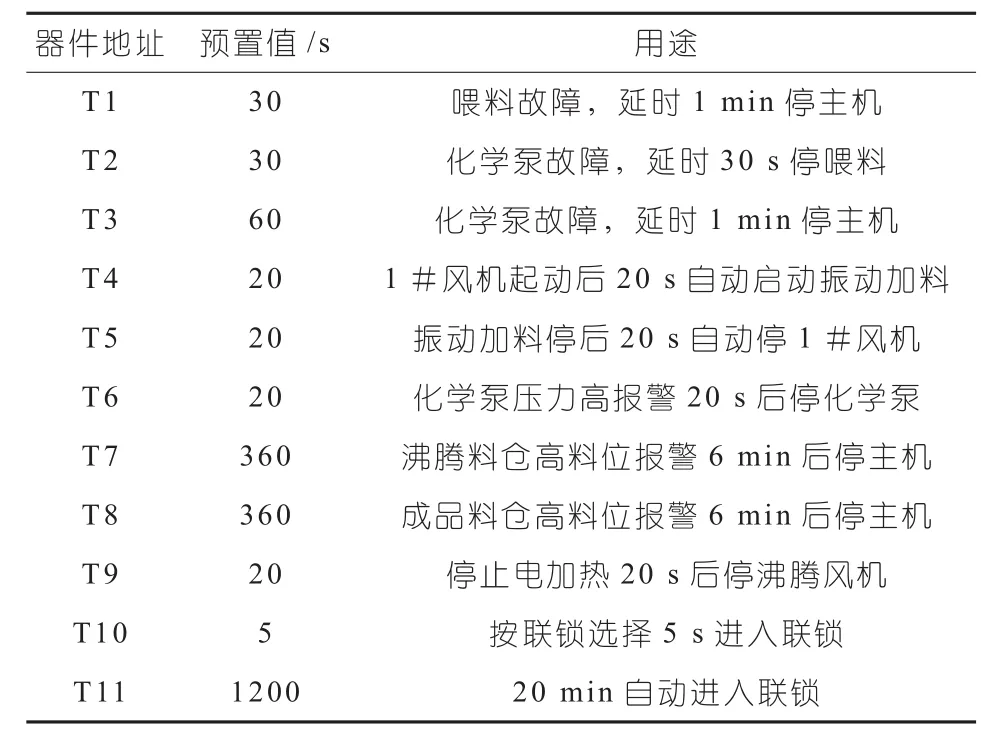
表1 联锁保护预置值
6 结束语
我公司化学交联聚乙烯电缆料挤出造粒机组由于采用了性能可靠的电气控制系统,采用性能更为良好的设备部件达到稳定生产的目的;而系统中多个传感器的应用对机型的可放大应用又起到了关键的试验作用,较其他挤出机组有了较大的突破,结构合理、性能稳定,做为一款实用、高性能的好机型在电缆行业得以广泛应用。
[1] 西门子 SIMATIC STEP 7 V5.5编程 参考手册
[2] 西门子 SIMOREG DC Master 6RA70系列 全数字直流调速装置使用说明书
[3] 唐济扬. 现场总线技术及PROFIBUS.
Electronic control system of chemically cross-linked polyethylene cable extrusion granulation unit
Electronic control system of chemically cross-linked polyethylene cable extrusion granulation unit
Yu Hongtao
(Dalian Rubber & Plastics Machinery Co., Ltd., Dalian 116033, Liaoning, China)
This paper describes the control system for cable production lines,the system controlleruses SIEMENS S7-300 series PLC,DC governoruses SIEMENS 6RA70, inverteruses SIEMENS 6SE70, a variety of detection signals are transferred through distributedI/OET200M series modules,from PROFIBUS-DP to PLC. This paper briefly describes the production processes of chemical cross-linked polyethylene cable extrusion granulation unit, lists hardware models and features of electronic control system. This paper also describessimple applications of Siemens S7-300PLC,Siemens DC drive and the inverter.
extrusion granulation; PLC; DC converter; inverter; temperature control systems;HMI
TQ320.5
1009-797X (2015) 16-0131-04
B
10.13520/j.cnki.rpte.2015.16.045
于洪涛(1979-),男,工程师,长期从事橡胶、塑料机械电气设计工作。
2015-03-16
猜你喜欢
河北电力技术(2021年2期)2021-07-29 09:16:36
能源(2018年5期)2018-06-15 08:56:02
能源(2017年7期)2018-01-19 05:05:05
能源(2017年9期)2017-10-18 00:48:27
现代工业经济和信息化(2016年12期)2016-05-17 05:37:47
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:38
制造技术与机床(2015年12期)2015-07-31 17:23:11
自动化博览(2014年12期)2014-02-28 22:34:27
自动化博览(2014年9期)2014-02-28 22:33:32
自动化博览(2014年7期)2014-02-28 22:32:28