
卧轴平面磨床磨削薄板斜面类工件专用夹具的研制
2015-11-12 09:01马廷辉
机械工程师 2015年5期
马廷辉
(大连职业技术学院,辽宁 大连 116033)
0引 言
现代化机械加工企业在加工工件过程中,工件的加工精度主要取决于机床本身的精度、刀具的精度以及加工过程中所选用夹具本身的精度,只有这些精度满足了,才能保证被加工工件本身的精度要求。显然,这不仅对机床和刀具本身提出更高的要求,同时也对机床的夹具提出更高的要求,除了要保证足够的制造精度外,还要有足够的刚度以及抵抗变形的能力。
一个完整的产品在开发和设计阶段,所使用的零件种类繁多,形状、规格和尺寸也各不相同,往往对于斜面表面的粗糙度要求极高,此类工件在安排加工工序时,就需要在平面磨床上加工带有角度的表面。而平面磨床在磨削带有角度的工件表面时,就需要借助特殊的装夹工具,特别是如果加工大批量的工件时,就应设计专门的夹具,来满足工件本身的技术要求。现阶段磨削带有角度工件的表面时,通用的辅助夹具是采用正弦精密平口钳、精密角铁夹具等,而此类夹具的设计思想就是将被加工工件的斜面加工,在装夹到夹具上之后转换成对工件的平面加工。但是面积较大的薄板类工件磨削斜面采用以上辅助夹具加工时,由于装紧部位面积较小,在磨削力的作用下,薄板本身容易变形,斜面的角度保证困难,满足不了工件本身的形状精度及尺寸精度,直接影响工加工质量,有的甚至可能导致工件报废。
针对上述现有技术中所存在的问题,研究设计了一种卧轴平面磨床磨削薄板斜面类工件专用夹具,从而解决了现有技术中所存在的问题。
1 问题的提出
如图1所示,被加工工件的技术要求:材料为T8钢,形状和尺寸都比较规范,但加工难点就是工件角度45°±10′和Ra0.8μm,针对此工件的加工情况,我们设计了一套用在卧轴平面磨床上的夹具,而且取得较好的生产效果。传统的工艺方法是定做特殊的砂轮,即定做与被加工表面相匹配的成形砂轮,来加工45°±10′的斜面,这样的加工方法需要经常更换砂轮或修整砂轮才能达到工件的技术要求,而且废品率比较高,加工成本也相对高。
2 夹具的磨削方法及设计方案概述
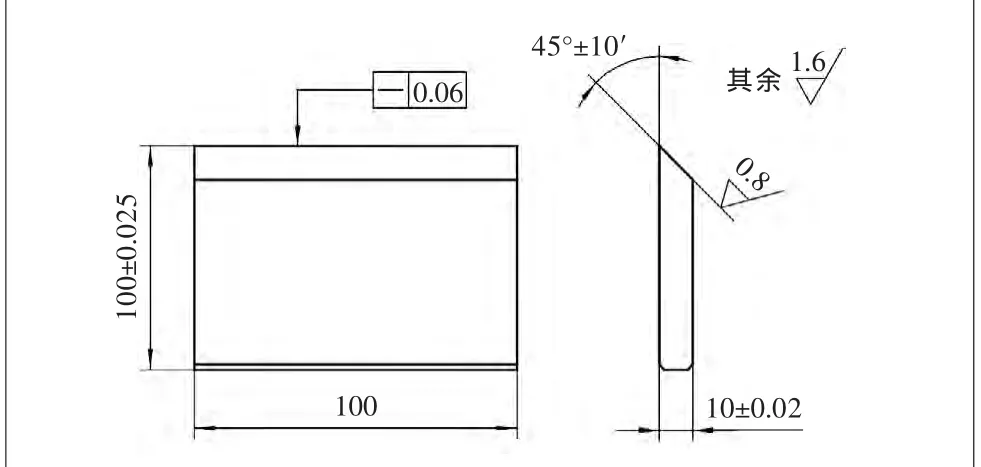
图1 加工工件
1)夹具的结构。夹具的具体结构如图2所示,主要由本体1、支承架10、支承角度板7、压紧块5、压板2等零件组成。夹具中的支承角度板7的角度变换要求严格,首先要保证被加工工件的45°±10′和表面粗糙度Ra0.8μm。本夹具也是通过改变支承角度板7的角度,使被加工工件的斜面转换为水平面,从而达到加工平面的效果。

图2 夹具结构
2)设计方案及具体实施方法。首先对工件的斜面进行粗加工,给磨床精加工留有0.5 mm的加工余量,将本体1放到平面磨床的电磁吸盘上,因此应保证本体1底面平滑。用百分表对夹具进行直线度的找正,使之能达到被加工工件直线度0.06 mm的要求。2个支承架10采用固定螺栓11将其固定在本体1的上表面上;滚动轴承9将支承角度板7与两侧的支承架10连接在一起,支承角度板7可以绕轴承9圆心进行转动;支承角度板7的两侧面加工有5个定位孔8,定位孔8的角度分别 为 15°、30°、45°、60°、75°; 而支承架10两侧上加工有与水平面成45°的孔。
当需要加工上述5种加工角度的工件6时,旋转支承角度板7,使支承角度板7上的相应加工定位孔8对准支承架上的孔,然后用定位插销12将支承角度板角度定位。压紧块5应紧贴工件6表面,应根据被加工工件6的大小来选择适当大小的压紧块5。压板2将压紧块5顶到工件6表面上,通过拧紧紧固螺栓3将工件6夹紧。
3 本设计方案的优点
本新型夹具的优点是显而易见的,主要表现在:1)工件装夹放置平稳安全;2)保证工件加工面角度;3)装夹方便,提高生产效率。本实用新型具有结构简单、容易加工、操作方便、提高生产效率、提高被加工产品精度等优点,其大批量投入市场必将产生积极的社会效益和显著的经济效益。
4 夹具使用注意事项和保养
1)装夹前,应将工件清理干净,防止因工件上残留的颗粒或者毛刺夹杂在夹具与工件的定位面之间,影响工件的加工精度;2)使用前检查限位尺寸是否保持正确位置;3)夹具使用前应对夹具的定位面、定位块等重要部位的零件进行检查,如果超差应进行打磨修复或者重新组装,错开磨损部位后再继续使用;4)每次更换加工工件时,要将夹具上的铁屑和其它杂质清理干净再装夹工件;5)夹具在不使用时,需要涂防锈油。
5 机床夹具的市场前景
夹具本身是机床不可缺少的辅助工具,在机床夹具这个行业仅仅是配套产业,并没有形成规模,因此它不是机械加工这个行业的支柱产业,但夹具在生产加工过程中是必不可少的,因此市场发展潜力很大。
目前夹具行业中存在3个问题:一是行业规模小,布局比较分散,没有形成真正的产业;二是本行业主要是以中小企业为主,利润比较低,本行业总体经济实力较差,技术水平也较低;三是夹具行业不被业内人重视,行业中无标准化,无专业化,从而制约着夹具行业向健康有利的方向发展。只要解决以上3个问题,夹具行业就能够做大,做强,成为一个具有发展潜力的行业。
6结 语
夹具本身就是机械加工行业不可缺少的部件,通过上面夹具的设计和生产,在以后的生产工作中,如果碰到类似斜面加工的场合,我们都可以采用此类办法,即通过夹具将工件斜面加工转换成平面加工。随着当今工业技术的不断发展,夹具已经从一种单一的辅助工具逐步发展到种类齐全的工艺装备甚至会变成标准件的趋势。所以为了适应现代机加工行业的发展需要,现代化的机床夹具应该朝着更加标准、更加精密、更加通用、更加经济的方向发展。
[1] 陈建平,闫旭亮,卢吉平.斜面快速加工胎具设计[J].机械研究与应用,2011( 2):109-110.
[ 2] 伍善根.斜面加工夹具[ J].北京机械,1981( 9):10.
[ 3] 梁崇平.平面磨床加工导轨斜面[ J].机械工程师,2008( 6) :16-17.
猜你喜欢
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
装备制造技术(2021年1期)2021-05-21
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
中学生数理化·高一版(2021年2期)2021-03-19
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
中学生数理化·高一版(2016年12期)2016-03-01
