
多功能电火花加工专用电极夹具
2015-11-12 09:01许琪东
机械工程师 2015年5期
许琪东
(佛山职业技术学院,广东 佛山 528137)
0引 言
随着模具应用的高速发展,电火花成型机床因适用高硬度、难加工以及复杂型腔的导电材料的加工而被广泛用于模具加工。在电火花加工中,由于不同工艺条件需要使用不同的电极,电极夹具是电火花加工中不可或缺的部件。现有的电火花机床放电加工,电极的装夹主要有两种方式:1)通过各式的连杆装置装夹,如加工电极和连杆装置一体加工,直接使用,存在成本高的问题;2)在电极上加工螺纹孔,根据需要选择标准件螺栓和电极连接到一起使用,是目前最常用方式,但存在材料浪费,加工成本有待进一步控制。本文介绍一种功能多样,装夹方便,节约电极材料,降低成本的电火花加工专用电极夹具。
1 专用夹具的组成
多功能电火花电极专用夹具的组成结构如图1所示。
连接杆1和加长连接杆5可与电火花机床主轴联接。连接杆1可与加长连接杆5连接,实现Z方向加长。连接杆1与固定压板2通过滚珠轴承4和连接螺钉6实现联接固定,能实现90°旋转。固定压板2与活动压板3通过连接螺钉8联接,电极通过定位调节螺钉与夹紧螺钉 7、8、9夹紧在固定压板2与活动压板3之间。
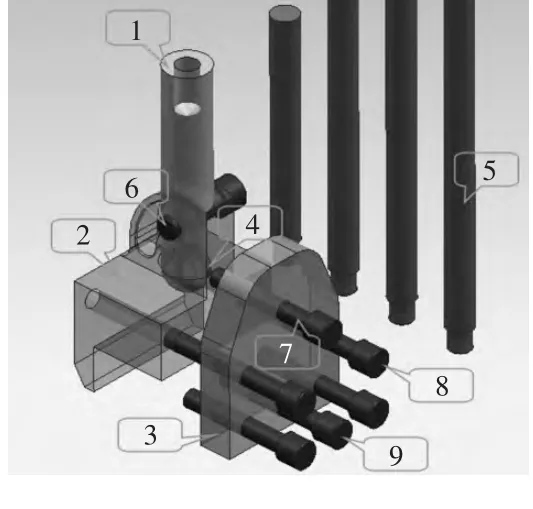
图1 多功能电火花电极专用夹具结构图
这套夹具核心设计组成部件为连接杆1、固定压板 2、活动压板3,其它组成部件都选择标准件。如:固定压板滚珠轴承4为型号626的标准件深沟球滚珠轴承;加长连接杆5可根据加工零件的深度选择不同规格标准件M10的螺栓;定位调节螺钉与连接螺钉7、8、9可根据夹紧电极大小选择合适长度的标准件M10内六角螺钉。整套零件需要加工的部件1、2、3工艺过程简单,而且也不需要太高的精度,夹具安装在电火花机床主轴上,再夹紧电极,通过主轴调节螺钉调节找正。
2 专用夹具在电火花加工中的应用
电火花加工技术日新月异的发展,机床厂家也对生产技术进行改进,向着精密化,智能化、自动化、复合化发展,三轴电火花机床因此被广泛应用,可以实现X、Y、Z三轴全部由机床控制,可加工出更复杂的型腔。这套夹具不管在普通电火花机床还是在三轴电火花机床中,都可以广泛使用。下面介绍这套夹具的使用方法。
1)夹具的安装与调整。本夹具设计了连接杆1和加长连接杆5,根据加工电极深度要求,把连接杆1或加长连接杆5直接装在电火花机床主轴的钻夹头上锁紧。
2)电极的装夹。根据电极的形状、大小,可选择不同的装夹方式如下:
a.电极装夹宽度小于30 mm情况下,通过连接螺钉8把固定压板2与活动压板3锁紧,把电极放在固定压板2与活动压板3之间,通过电极夹紧螺钉9把电极夹紧装夹在夹具上,如图2所示。
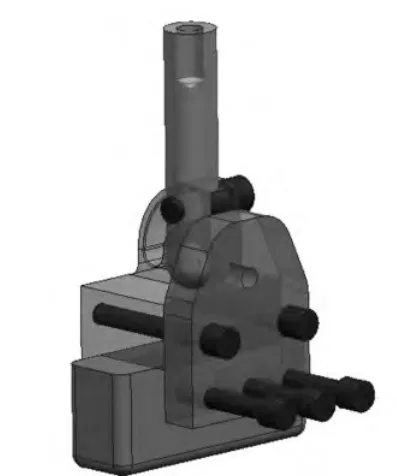
图2 电极宽度小于30 mm装夹方式
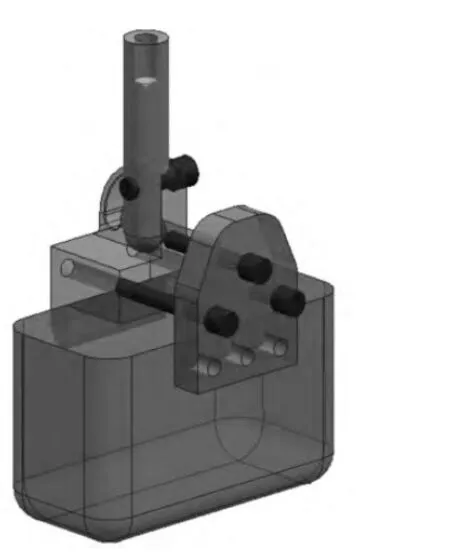
图3 电极宽度30~70 mm装夹方式
b.电极装夹宽度大于30 mm小于70 mm情况下(装夹宽度大于70 mm的情况下不建议使用本夹具装夹),通过连接螺钉8把固定压板2与活动压板3调整到合适的宽度,把电极放在固定压板2与活动压板3之间,调整定位调节螺钉7,通过锁紧连接螺钉8把电极夹具在夹具上,如图3所示。
c.加工深腔侧面的情况下,根据加工深度选择长度合适的标准件M10的螺栓(加长连接杆5)与连接杆1通过螺纹连接,松开连接杆固定螺钉6,旋转至90°位置锁紧,装夹电极,即可实现深腔侧面的放电加工,如图4所示。
d.加工深腔小电极的情况下,根据加工深度选择长度合适的标准件M10的螺栓(加长连接杆5),在小电极底面加工M10螺纹孔,把电极直接装夹在加长连接杆5上,即可实现深腔小电极的放电加工,如图5所示。

图4 深腔小电极放电加工装夹方式
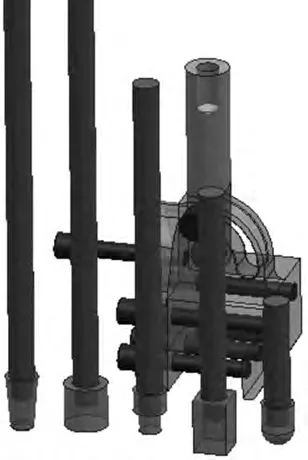
图5 深腔侧面放电加工装夹方式
3)电极调整。在电火花加工设备上,电极通过专用夹具装夹在主轴,需要通过打表或者放电加工找正电极与工件的相对位置,夹具和电极作为一个整体,通过调节电火花机床主轴上的6个调节螺钉,确定电极的位置关系。如需调整较大角度,可直接松开连接杆固定螺钉6,调整电极角度,再通过主轴上的六个调节螺钉调整。
4)电火花加工。零件与电极找正完成后,启动放电加工程序,即可进行放电加工。如同一电极需在不同表面加工时(零件装夹底面除外),只需要调节夹具角度与主轴上的6个调节螺钉找正,无需重新拆装电极与零件,即可实现放电加工。
3 专用夹具设计特点
1)提高生产效率。专用夹具的设计采用各种快速高效的装夹机构,缩短辅助时间,提高生产效率。
2)工艺性能好。专用夹具的结构简单、合理,便于制造、装配、维修等。
3)使用性能好。专用夹具的操作简便、省力、安全可靠,可实现电极90°旋转,在三轴电火花机床中可实现一次装夹找正零件,X、Y、Z轴三个方向的放电加工,无需重新装夹找正零件。
4)经济性好。专用夹具尽可能使用了标准件,力求结构简单、制造容易,以降低夹具的制造成本;电极上也不用加工螺纹孔,减少加工工序,节约材料,降低生产成本。
4结 语
本文介绍的多功能电火花专用夹具结构简单,制造容易,适用于普通电火花机床与三轴电火花机床各类电极的装夹,应用范围广、操作简便、安全可靠,是一套功能全面、经济性能高的电火花专用夹具。
[1] 董海涛.一种简易的电火花专用夹具[J].机械工程师,2012(4):108-109.
[2] 吴拓.简明机床夹具设计手册[M].北京:化学工业出版社,2010.
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
机械工业标准化与质量(2022年4期)2022-08-12
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
汽车零部件(2014年5期)2014-11-11
科技视界(2014年11期)2014-06-28
云南电力技术(2014年1期)2014-06-23
组合机床与自动化加工技术(2014年12期)2014-03-01
