
两级喷液螺杆压缩机组在工艺投产时的使用
2015-10-27 00:31王辰马建元
压缩机技术 2015年2期
王辰,马建元
(中国船舶重工集团公司第七一一研究所,上海200072)
两级喷液螺杆压缩机组在工艺投产时的使用
王辰,马建元
(中国船舶重工集团公司第七一一研究所,上海200072)
介绍了工艺气两级喷液螺杆压缩机组在开机、空气试车与工艺投产时的步骤以及注意事项,并指出了两级喷液螺杆压缩机组的优势所在,发展两级甚至多级螺杆压缩机组的重要意义及应用前景。
螺杆压缩机;两级喷液;工艺投产;开机;空气试车
1 引言
螺杆压缩机是一种容积式回转压缩机,对于离心压缩机和往复压缩机来说劣势在于排气压力低,但是如果选用两级螺杆压缩机组就会提高排气压力,从而扩大了螺杆压缩机的使用范围。然而两级螺杆压缩机组比单级螺杆压缩机组在系统设计上要求更加复杂,对压缩机组整体的系统成套加工要求更加严格[1]。
由于两级喷液螺杆压缩机组在国内使用频率不高,相对于单级喷液螺杆压缩机使用步骤更加繁琐,在投产使用过程中遇见的问题较多。本文以工艺生产中所用典型的两级喷液螺杆压缩机组为例,详细介绍其开机、空气试车以及工艺气投产时的操作过程及注意事项,并总结经验,优化过程。
2 空气试车
螺杆压缩机组在进行正式投产使用之前,需要对机组进行空气试车试验,来保证机组在投产时正常运行。文中介绍的装置是以空气为介质做模拟试验,试验参照GB3853-83[2]标准进行;试验中所有测试用的仪器仪表的精度应符合GB3853-83的规定,并经计量部门定期检验且检验合格;试验前应对所试验系统中的全部设备、连接管路、测压点、测温点作密封性检查,不应有任何泄漏现象[3];试验时所有仪器仪表的读数均应一次同时读出[4]。在空气试车没有问题的情况下才能进行工艺投产,两者的开机过程基本一样。图1为单级螺杆压缩机组系统示意图,图2为两级螺杆压缩机组系统示意图。
3 工艺投产
螺杆压缩机组在空气试车运行正常后,需要投入相应的工艺生产流程中去。在压缩机组通入实际生产气体之前,应将进、排气管与机组连管接好,并把机器和管道里的空气先用氮气后用工艺气体置换,确保运转安全。
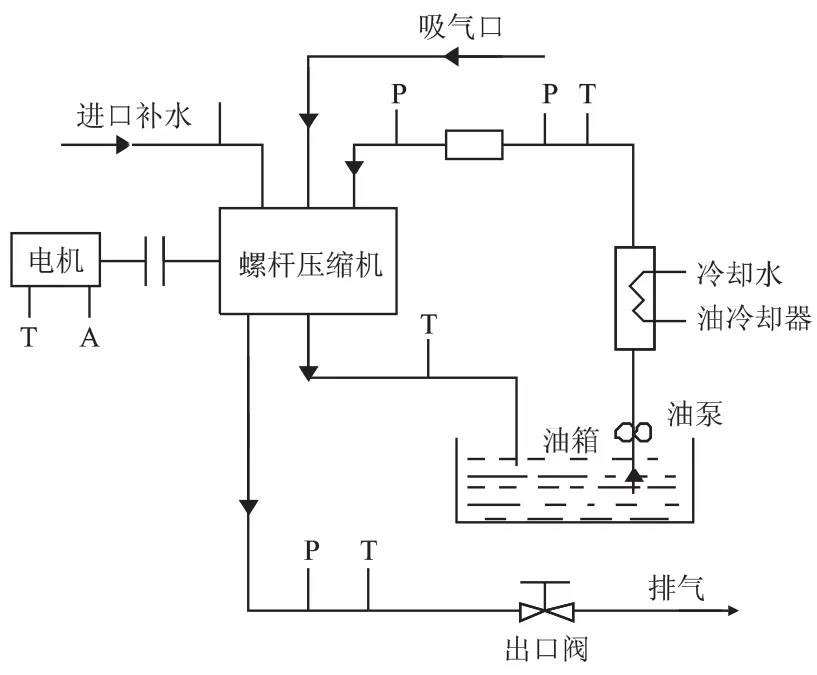
图1 单级喷液螺杆压缩机组系统示意图
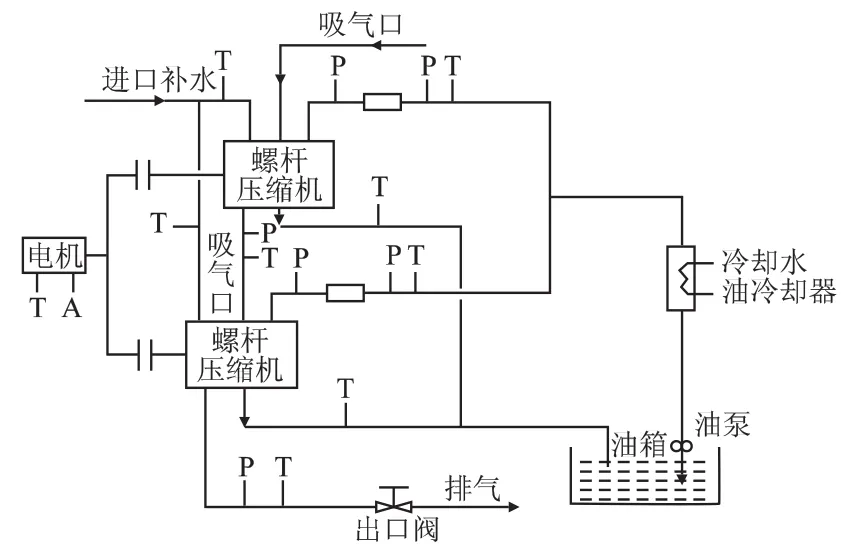
图2 两级喷液螺杆压缩机组系统示意图
进行投产使用,与空气试车相比还有些不同,注意应将压缩机组出、入口阀门关闭,投料于压缩机组吸入口前的气柜,确保一、二级循环回流阀门全开。投料完毕后就是准备启动压缩机组,需要注意各个冷却器进、出口水阀,密切注意是否有水压,各处油压至规定值,盘车数转后确保压缩机中无积液。完成上述的步骤后,将压缩机组的出、入口阀门全开,在满足所有启动条件,确定所有联锁能够实现后,才可以启动主机。
3.1启动机组前准备工作
螺杆压缩机组操作人员在开车之前必须做好详尽的准备工作:
(1)首先应仔细阅读相应的使用说明书,弄懂说明书中的各种规定和要求。各岗位应配备相应的工作人员,各人员需认真负责,密切配合。
(2)压缩机进、排气口装盲板,用蒸气吹扫进、排气管系,确认洁净后,取下盲板,恢复进、排气管系至正常位置。
(3)机组开车前应严格检查各管路及机械设备连接面是否紧固可靠,各阀门是否处在规定位置(各排污阀、补液阀、喷液阀、排液阀、润滑油及密封油系统回流阀等关闭;双联过滤器两端至少一路的截止阀、各引压管针形阀等打开)。
(4)检查仪表管线及导线,调节并校正仪表,根据各整定值进行模拟报警、停车试验。
(5)检查油箱的液位,保证油箱内有足够的润滑油和密封油。
(6)打开干气密封,使其压差大于规定值0.3 MPa;然后再给油泵送电,点动油泵,检查油泵电机转向(若密封形式为机械密封与迷宫密封的机组,则先启动油泵后,再向迷宫密封中冲入缓冲气)。
(7)松开主机与电机之间的联轴器,按工作方向盘动阳转子,要求在不施加强力下能盘动,无轻重不均匀的感觉、无磨擦撞击声即表明主机正常。有电动盘车装置的,启动电动盘车装置,确认机组无异常现象,然后将盘车装置与压缩机完全脱开。只有在电动盘车装置与压缩机完全脱开的状态下,压缩机才允许启动。
(8)点动主电机,检查主电机的转向是否正确,此时应松开主机与电机之间的联轴器。
(9)当进行空气试车时,将压缩机吸气管线与上游工段脱开,排气管线(出口单向阀后)与下游工段脱开。但在通入实际生产气体运转之前,应将进、排气管与机组连管接好,并把机器和管道里的空气先用氮气后用工艺气体置换,保证运转安全。
3.2启动一、二级压缩机组
当准备工作结束后,就进入压缩机组的启动阶段,启动压缩机必须按照下面介绍的流程进行操作。
(1)启动在现场进行,给压缩机组送电,引循环水进入各冷却器,打开冷却器进、出口水阀,密切注意是否有水压。通电后如情况正常就可启动。
(2)检查各管路及机械设备连接面,使其紧固可靠,各引压管针形阀打开。
(3)打开干气密封氮气入口及调节阀,投为自动,使压差大于规定值0.3 MPa;其余阀门处在关闭位置。
(4)启动压缩机组油泵,各注油点压力可通过油分配器和油泵溢流阀来共同调节。润滑油总管压力,进、排端轴承油压,二级平横盘油压要在规定范围内(润滑油总管压力至少为0.5 MPa以上,进、排端轴承油压为0.25~0.35 MPa,二级平衡盘油压为0.5 MPa,同步齿轮油压为0.2~0.3 MPa)。保证润滑油不带有杂质的前提下,油路系统至少要运行30 min。
(5)打开进气阀、旁通阀和排气阀;一级循环回流阀投手动,全开;二级循环回流阀投手动,全开;其余阀门处在关闭位置。
(6)用手动盘车数转,感到运转自如,无严重卡堵现象。如机组带有盘车电机,扳动盘车手柄,合上离合器,启动盘车电机,自动盘车半小时并再次调整各点位油压。
(7)全开一级机组补液阀,一级压缩机气缸体有工艺水排出,保证一级压缩机补液管路通畅后,关闭自动补液阀;同理全开二级机组补液阀,二级压缩机气缸体有工艺水排出,保证二级压缩机补液管路通畅后,关闭自动补液阀。
(8)在满足所有启动条件并确定所有联锁能够实现后,主机才允许启动。主机启动后5~10 s再打开喷液管口的补液阀。如果先打开补液阀再启动主机,机内会因进液过多造成启动困难。机组一经启动后,操作人员应注意观察以下几个方面:
(a)启动电流是否超过;
(b)压力表、温度表读数是否正常;
(c)各机械部位是否有异常杂声和振动[5];
(d)各管路、接头是否有漏气、漏油、漏水现象;
(e)尚若存在问题和故障,应立即按下停车按钮。
如果在空气试车的阶段,机组能够正常运行,可立即进入连续空负荷试车,此时旁通阀、出口截止阀都在全开状态。空负荷运转2 h,同时每隔30 min记录一次数据。
3.3压缩机组升压
当两级压缩机正常启动后,就开始进行压缩机组的升压过程,该过程需按照以下的步骤逐步进行。
(1)先逐步关闭二级循环回流阀,密切观察一、二级压缩机出口压力、温度,防止超压、超温,稳定一段时间。
(2)再逐步关闭一级循环回流阀,密切观察一、二级压缩机出口压力、温度,防止超压、超温,稳定一段时间。
(3)最后逐步关闭机组出口切断阀(手动缓慢关闭),使二级压缩机出口压力缓慢上升,使主电机功率在其额定功率范围之内。密切观察一、二级压缩机出口压力、温度,防止超压、超温。
(4)升压过程中,待级间气液分离器液位正常后,保持自动补液阀5%的开度,一级循环喷液阀投自动,通过排气温度自动调节喷液阀,使一级压缩机排气温度在65~70℃之间。
3.4正常停机
在空气试车阶段,如果两级压缩机启动正常,升压运行正常后,就可以正常停机了。在工艺投产后,根据现场情况和业主检修或停机要求,正常停机。其相应的操作步骤如下:
(1)逐步打开机组出口切断阀,全开一级压缩机和二级压缩机循环回流阀,打开一级压缩机和二级压缩机的自动补液阀;
(2)全开机组出口切断阀,停止主电机;
(3)关闭一级压缩机和二级压缩机自动补液阀,将压缩机气缸内工艺水排放干净;
(4)手动盘车数转;
(5)停车20 min后,关闭润滑油泵;
(6)待高位油箱中润滑油液位降至最低液位后,最后关闭干气密封。(没有干气密封的机组在油泵运行20 min后,可以关闭油泵,检查现场没有问题后方可离开)。
3.5紧急停车
若在机组运行过程中遇到不正常现象或危险迹象,无论是在空气试车还是在工艺投产的过程中,可按紧急停车按钮,为了保护人员安全、机组自身以及周围现场安全,都应迅速停止压缩机运转。
在紧急停车后,迅速全开一、二级循环回流阀、进气阀、旁通阀以及排气阀。手动盘车数转,确保压缩机转子没有卡死现象,最后检查可能出现故障的部位,分析故障原因,解决问题。
以上内容详细的介绍和说明了两级喷液螺杆压缩机组在开机和运行过程中的使用及注意事项,除空气试车和第一次工艺投产外,在机组升压的这个过程中,现场人员均可以根据实际情况来简化以上步骤,以达到迅速得到额定排气压力的目的。
4 结语
两级喷液螺杆压缩机组的使用比单级机组相对要复杂一些,设计时就要注意一、二级机组之间的压力配比,运行时更要同时注意2台机组的情况,维护也要比单级机组复杂得多,但是两级压缩机组扩大了螺杆机的应用领域[6],这也是两级机组的最大优势所在。
我国的螺杆压缩机组相比国外一些机组还有一定的差距[7],例如在螺杆压缩机组的排气压力方面我国最高只有2.5 MPa,而一些进口设备却可以达到3.5 MPa甚至是4.0 MPa,在压缩机转速方面我们与进口机组有一定的差距。
跟国外的压缩机相比我们确实有一些不足,但是在我们不断的努力下,随着加工精度和密封效果的不断提高,我们可以制造出更高排气压力的螺杆压缩机组,而排气压力越高,机组的适用范围就越大,市场的使用范围和竞争优势也就越大,两级压缩机组在今后的使用会越来越多,市场地位也越来越重要。
[1]李书森,曹小宝,张昌会.影响螺杆压缩机运行的因素及对策[J].河南化工,2007,12.
[2]GB3853-83.一般用途容积式空气压缩机性能试验方法[S].
[3]GB2624-81.流量测量节流装置[S].
[4]ISO1217.容积式压缩机验收试验[S].
[5]GB/T 7777-2003.容积式压缩机机械振动测量与评价[S].
[6]蔡宏,顾晓欢,李文良.大型两级螺杆压缩机在火炬气回收装置的应用[J].流体机械,2011,08.
[7]孙晓明.工艺气用螺杆压缩机市场发展趋势分析[J].压缩机技术,2012,01.
Application of Two-stage Liquid Injected Screw Compressors in Technology Production
WANG Chen,MA Jian-yuan
(Shanghai Marine Diesel Engine Research Institute,Shanghai 200072,China)
This paper introduces the procedures and precautions in the startup,air test running and technology production of the process gas two-stage screw compressor.And it also points out the superiorities of the two-stage liquid injected screw compressor,and the importance and prospects of developing two-stage and even multi-stage screw compressor.
screw compressor;two-stage liquid injected;technology production;startup;air test running
TH455
B
1006-2971(2015)02-0026-04
王辰(1988-),男,黑龙江人,工程师,本科,电气工程及自动化专业,现就职于中国船舶重工集团公司第711研究所螺杆工程部,主要从事工艺螺杆压缩机技术的设计与现场调试工作。E-mail:mjyaqua@163.com
2014-09-01
猜你喜欢
水泵技术(2022年3期)2022-08-26
医学理论与实践(2022年15期)2022-08-11
电力勘测设计(2022年1期)2022-02-16
四川冶金(2021年6期)2021-02-15
水泵技术(2021年4期)2021-01-22
大众健康(2019年4期)2019-04-24
铁路通信信号工程技术(2019年6期)2019-01-17
家庭科学·新健康(2018年3期)2018-03-22
经营者·汽车商业评论(2016年12期)2017-03-08
太空探索(2016年9期)2016-07-12
