汽车铝横梁电子束焊接中焊接轨迹研究和工艺分析
2015-10-21 19:23吴星欧全梅
中国机械 2015年7期
关键词:工艺参数
吴星 欧全梅

摘 要:分析了汽车铝横梁的焊接工艺,针对电子束焊接应用中的焊接轨迹进行了分析,并对关键的坐标系统以及轨迹最优化的方式进行了阐述,利用法线与打点操作的思路来获得最优的焊接轨迹,可以改善相关工艺性能。
关键词:自动焊接;轨迹分析;工艺参数;合理优化
引言
焊接技术不断进步,各种特殊材料与技术的应用改变了焊接技术的应用模式,电子束焊接与其他技术相比高熔透性以及变形小、能耗低等特征已经被广泛的应用与车辆生产中,配合自动化的生产模式,其可以发挥更好的作用,下面就对其在汽车横梁焊接中的焊接轨迹与工艺进行分析。
1.自动环节的四轴运动
因为焊接设备与生产空间的影响,在横梁生产中采用的四轴运动的方式,其对自动化焊接的轨迹影响较大。所以在研究焊接轨迹分析前应对四轴运动方式进行分析,生产中主要保证电子束流尽可能的沿着焊缝方向前进,吕横梁模块焊接的夹具有两个自由度,一方面焊接中匀速向前,一方面还要围绕中心轴进行适度旋转,调整焊接的角度保证焊缝沿着设计需要进行焊接,同时焊枪也具备一定的自由度,电子枪在焊接时也应配合夹具的运动完成横向移动,即移动到适应焊接系统的坐标位置完成焊接,最后还应注意电子束聚焦深度控制,通常需要调整焦距来实现,保证焊点位置的准确,而夹具转动角度为适应焊枪垂直于工件。因为焊缝的特点,通常可以选择一个微分的概念来解决这个问题。假设焊缝的面为多个微观的小面,且为平面,这样焊接的轨迹即为焊枪定点与诸多平面垂直接触的过程,求出近似垂线,即为焊接法线。
2.焊接系统的坐标和工作坐标分析
汽车零件是一个三维实体,通常可以作为原始坐标的一个原始坐标,这个原始的坐标是汽车加工的基础,尤其是检测的时候更应将整车坐标作为基础,可以避免累积误差的出现而影响总装。但是零件加工时可以设置加工坐标,此时设置电子束系统的电子束和零件回转轴的交叉点,二者垂直交叉构成一个焊接系统的坐标系统、输入到焊机的每个点以及零件夹具的角度都应在该坐标系的基础上。如前分析焊接顶面是一个复杂的三维曲面,所以在焊接中必须保证电子束应沿着工件的顶面进行法线运动,这就是焊接坐标系构建的必要性。此時要对轨迹进行分析,就应做两个工作:第一,对焊接面进行微分,使之成为n个平面,逐个建立工作坐标并求出法线;第二,在坐标系统的基础上,对每一根工作坐标下求得的法线位置进行调整和变换。如下图1所示,abcd为一个焊接曲面,其中Pi和Pi+1代表焊点和对称的qi和qi+1共同构成一个微分面。其中Pi和qi坐标是唯一的,诸多曲面构成了一个坐标系统。
法线的姿态分析,从上面的分析不难发现,法线是垂直于微分平面的,在焊接过程中发现会出现三维范围内的坐标改变,主要是X和Y轴变换的同时也出现角度变换,这样就实现了对法线姿态的改变,不断的改变法线的姿态就完成了沿着焊缝的轨迹描述。此时应注意的是电子束焊焦点的位置是影响焊接质量的重要因素,因此轨迹分析中必须对坐标进行精确求解,而法线的矢量的姿态正是焊接是需要调整的角度,因为焊接机构只能调整绕Y轴的角度改变,所以夹具能否围绕中心回转轴的旋转到设定的角度,是焊接质量的关键。在对法线进行描述即完成了对轨迹的描述,而在实际的操作中应求出每根法线与焊接坐标系统三个坐标的夹角。
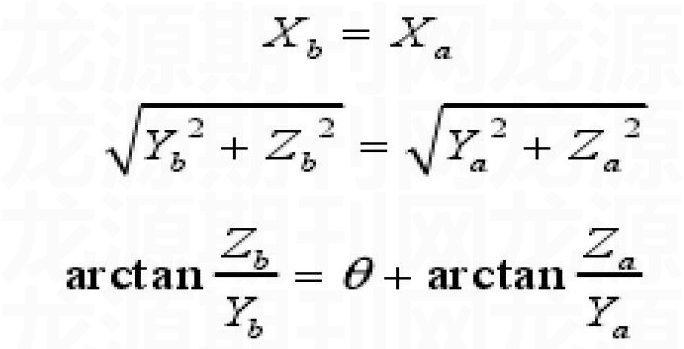
焊点坐标的变换,在轨迹分析中焊点坐标的改变是轨迹描述的重要方式,可以根据求得的法线角度对轨迹进行三维描述。将焊点坐标对应的角度进行改变,即获得法线与垂直面的夹角,实际就是在焊接时保障焊缝垂直向上,夹具带动工件进行旋转适应焊接设置的要求。当工件回转一定角度后,焊点坐标就会改变,坐标系统中对应的点也发生改变,所以在轨迹描述中获得的法线角度,就是改变后的坐标要素,可以看出法线旋转不影响焊点的X坐标,所以要将焊点的坐标与法线坐标都映射到焊接系统的坐标中,得到的就是新的焊点位置与新的焊接法线,以此就可完成对焊接轨迹的描述。取值Xa、Ya、Za变换后为Xb、Yb、Zb对应的公式可以写作:
3.铝横梁的电子束焊接的工艺分析
焊接工艺的研究与分析是在焊接前对整个工艺情况进行分析,以此发现和解决在生产中容易出现的问题,所以在实施电子束焊接前应对相关工艺进行研究。一方面从保障焊接结构进行分析,保障焊接结构的外观尺寸同时也应保证公差满足设计要求,同时也应保证焊接件的质量。电子束焊接的工艺阐述包括电流、电压、焊接速度、对焦电流和工作距离等。这些都应是研究相关工艺时应当注意的层面。从本文的角度看,既然进行了轨迹分析,就应对焊接轨迹的规划进行研究,这是一个重要的工艺指标,所以下面就利用前文的研究方向对中线以及坐标转变进行研究。
3.1回转中心的优化分析
自动化加工中,回转中心的设置是焊接设备和工件在焊接中必须面对的工艺问题,其直接影响到工件和焊接夹具运行的模式,即回转半径以及焊枪的运动范围,在实际生产中运动半径越小其功耗和效率也就越优化,即回转半径最小。回转中心线所确定的坐标方向也就确定了工件在焊接时坐标的方向。首先应当明确初始状态下,回转中心线在设备生产时不能进行精确地计算与分析,仅仅依靠的是工程师的经验和制造要求,而实践中每个工件的形状和性质不同,针对每个焊点的焊机姿态也就不同,取得一个合理而高效的中心点和中心线是十分必要的,如果不经过设计和调整,容易出现误差而不能获得最小的回旋半径,此时真空筒则需要增加体积,容易影响真空时间和电子枪的运动范围。其次,需要明确在实际成产中需要对回转中心线进行精细分析与再次求解。在原始的坐标下,沿着焊接缝进行轨迹分析可以获得焊点在各个方向上的极值点并获得对应的中心点,得到加工中的原始坐标原点;根据焊接的需要应对其减少需要插补的焊接位置的要求,将工作坐标的方位进行调整,使之达到最佳的点。在铝横梁的焊接中,可以利用在焊接缝上的等距打点的思路来完成对焊接点和中心线的确定,从而实现操作的优化。1)确定中心线的方向,根据每个工件的形状进行分析与研究,利用计算机对其进行模拟获得中心线,最为重要的是尽可能的减少需要插补的焊接位置。2)确定中心线的坐标以及坐标原点的位置,在各个可能的几点附近进行等距打点,获得对应的坐标数据。通过计算机对各个点的数据进行获取与分析,对比获得对应的最佳的中心点。包括在X轴上的中点以及Z轴上的中点,这样就可重新设定X和Z轴的原点坐标,从而选择最小的回旋半径。在这个过程中应考虑焊接设备的基本状况,即机械要求,确定工件顶端100mm作为Y轴的原点坐标,以此保证加工中不能出现机械问题。3)将中心线的坐标原点和中心线Y轴方向进行综合确定后,可以绘制出整个回转中心线。通过计算机即可计算获得一个最优化的结果,基本可以保证获得回转半径的最小值。同时可以确定焊接的坐标轴方向,也为后续的计算和仿真打下良好的基础。同时回转中心线和回转坐标轴确定也是焊接工艺中最为重要的工艺参数,其将直接影响整个焊接的工艺控制。
(2)焊接轨迹的优化处理
焊接中心线确定后即可以对焊接轨迹进行分析和优化,焊接轨迹的仿真也是焊接生产中重要的参考依据。分析所得到的的数据结果将输入焊机,成为实际操作的重要数据,也是影响焊接效果的重要工艺参数。如前面所述,在焊接过程中需要对焊接的轨迹进行分析,如利用加工好的零件进行试验,调整期焊接的工艺参数后利用图纸和数据模型等确定焊缝的位置和焊接轨迹。然后将工件进行焊接试验,以此观察焊接的过程十分存在问题,由有经验的技师进提出改进意见,并将焊接姿态等确定,然后确定焊接轨迹,这个过程往往反复多次,且较为复杂。这个传统的开发方式不仅仅会大量的浪费人力和物力,同时也对产品转型和发展造成了负面的影响。且在获得数据的过程中不能保证精确,反复多次的试验也不能获得良好的设计效果,所以在实际的应用中已经不能适应大规模自动化焊接生产的需求。因此在实际的操作中借助仿真软件来进行模拟是较为可行的,即利用计算机来仿真模拟电子焊枪的运动轨迹以及工件的运行情况,这个过程中利用焊缝上等距打点的原理进行操作。在得到回旋中心线以及坐标后,可以得到焊接系统的坐标,在这个坐标下可以重新在焊缝上修正打点结果,到的数据也就是在焊機上可以使用的焊接系统坐标,这个值是以准确的坐标值。焊点坐标值准确获得后,可以直接确定焊枪的运动轨迹,这也是一个相对重要的工艺参数。
因为焊接时除了应控制焊点位置外还应控制法线姿态,所以利用焊缝左右对称打点的方式,建立诸多微小平面,获得每一个微小平面的法线,因为数据点相对密集,所以近似的认为微小平面的法线方向就是焊缝的法线方向。得到这个法线后,分析计算获得发现的角度,也就获得了焊缝法线的姿态。法线和垂直平面之间的交角也是一个重要的焊接工艺参数。
最后,将计算分析获得结果进行仿真,优化焊枪的运行轨迹,也就形成了一个相对优化的焊接轨迹,不但可以提供较为准确的参考数据也可减少试验过程中消耗的时间和人力等,这样的获得的数据可以经过仿真而模拟真实的加工过程,也可通过材料、工件性状等的调整获得不同工况下的模拟轨迹,可以大幅度的提升整个焊接工艺的质量。
4.结束语
综合看,汽车铝横梁的焊接中,其对工艺质量要求较高,采用先进的电子束焊接技术可以帮助提高工艺性能,但是应注意的是应对焊接的轨迹进行细化分析并对相关工艺参数进行分析,并利用计算机仿真技术来对其进行模拟,获得最优的焊接轨迹,这样才能保证焊接效率和质量。
参考文献:
[1]应灿.焊接机器人工作站协同运动的轨迹优化研究[D].华南理工大学,2013(05).
[2]宋琳琳,徐志刚,王军义,毛明旭.基于GA算法的协调机器人双光束激光焊接轨迹规划研究[J].制造业自动化,2014(10):116-118.
[3]吴晓明,唐衡郴,王陆钊,景锋,蒋立影.铝合金自动焊接焊缝跟踪技术研究[J].电焊机,2013(10):59-62.
[4]高胜,张飘石,刘巨保.柔性宏刚性微机械臂空间焊接轨迹跟踪[J].焊接学报,2014(2):37-41.
[5]王广英,胡文浩.轨道车辆自动焊接调试技术及焊接缺陷分析与控制(三)[J].焊接技术,2014(03):53-55.
[6]何宇.浅析电子束加工工艺特点及其应用[J].科技视界,2014(06):56-57.
作者简介:
吴星(1980.11—),女,广西柳州人,汉族,工学硕士,柳州职业技术学院讲师,主要从事机电一体化研究。
欧全梅(1969—),女,硕士,副教授,主要研究方向 单片机应用及计算机应用技术。
猜你喜欢
江苏农业科学(2016年11期)2017-03-21
纺织导报(2017年1期)2017-03-01
山东工业技术(2016年23期)2016-12-23
科技创新导报(2016年20期)2016-12-14
科技与创新(2016年15期)2016-09-23
科技视界(2016年4期)2016-02-22
江苏农业科学(2015年11期)2016-01-27
纺织导报(2015年8期)2015-12-31
光学仪器(2015年2期)2015-05-20
中国高新技术企业(2015年14期)2015-04-29