ZL26滤棒成型机喇叭嘴相对烟枪位置工装设计
2015-10-21 19:23张碧磊
中国机械 2015年7期
张碧磊
摘要:在传统滤棒成型机中,烟枪和喇叭嘴同轴度的调节是以烟束导管为间接基准,导致调整时间长,同轴度调整精度难以控制。通过分析ZL26滤棒成型机的结构及其工艺设计要求,设计一套应用于ZL26滤棒成型机的通用装置,从而准确、快速地进行喇叭嘴和烟枪同轴度的精确对准。
关键词:烟枪;喇叭嘴;同轴度;滤棒成型机
随着烟机行业的不断发展,公司对设备有效作业率的要求越来越高,在滤棒成型机中,烟枪是滤棒成型的通道,卷制而成的滤条通过烟枪进入切割单元,在喇叭嘴处切割成一定长度的滤棒,为保证切割质量,在滤条被切割的瞬间,喇叭嘴相对烟枪管道中心的位置非常的重要。喇叭嘴和烟枪同轴度的调整直接影响设备的工作效率,为了提高设备的利用率,改善产品质量,降低设备故障率和生产周期,缩短设备调整时间,对安装ZL26滤棒成型机喇叭嘴位置设计一套通用装置,缩短调试用时,提高设备的工作效率。
1.ZL26滤棒成型机喇叭嘴结构
1.1 ZL26喇叭嘴工作原理
喇叭嘴机构主要用来为滤条切割提供主要的支撑,主要由连杆驱动喇叭嘴支座、前后喇叭嘴、旋转刀盘、曲柄组成。其工作原理:通过装在曲柄盘上的曲柄带动喇叭嘴支座,喇叭嘴在支座上做往复直线运动,滤条从烟枪成型出来后,进入到用于支撑正被切割的滤条的前后喇叭嘴位置,并由装在旋转刀盘上的刀片进行切割,然后把切割完后的滤棒传送出去。
1.2 ZL26成型机喇叭嘴和烟枪安装要求
在滤棒制做过程中,为了保证生产出来的滤棒切口平齐,无触头、折皱等工艺要求,必须保证喇叭嘴和烟枪具有较为严格的同轴度。 如果没有专用的工装工具,或以烟束导管为间接基准,将很难保证喇叭嘴的中心线和烟枪的中心线在一条直线上,根据ZL26成型机工艺设计要求,前后喇叭嘴和烟枪同轴度不大于0.02mm。
2.喇叭嘴调整现存问题分析
喇叭嘴位置调整的关键是调整喇叭嘴与烟枪的同轴度,基准是烟枪,由于烟枪与喇叭嘴距离较远,超出了常规量棒的范围,所以传统的调整方法是选择一个中间基准——烟束导管,首先调整烟束导管与烟枪同轴度,调整结束后,再以烟束导管为基准,调整喇叭嘴与烟束导管的同轴度,最后校验喇叭嘴与烟枪的同轴度,当检验喇叭嘴与烟枪同轴度不合格时,重复上述步骤。
当用此种方法进行同轴度的矫正时,由于双重基准的选择导致了累计误差的产生,大大降低了喇叭嘴的调整精度,并且多次重复调整也延长了调整时间,而且调整的结果不是很理想,容易造成在生产滤棒的过程中出现切口不平、折皱等缺陷问题,通过以上分析可知,ZL26成型机喇叭嘴存在矫正不易问题,如何快速准确地保证喇叭嘴与烟枪中心轴同轴度成为迫切需要解决的问题。
3.制定对策
根据ZL26成型機的工艺设计,要求喇叭嘴和烟枪的中心轴的同轴度不大于0.02mm,而采用烟束导管为中间过度基准会导致误差累积,降低了调整精度,反复调整构成了恶性循环,大大延长了喇叭嘴的调整时间,为此制备一套喇叭嘴调整工装,直接以烟枪为基准,一步到位来调整喇叭嘴位置,即大大降低了调整时间,同时也提高了调整精度。
4.工装设计
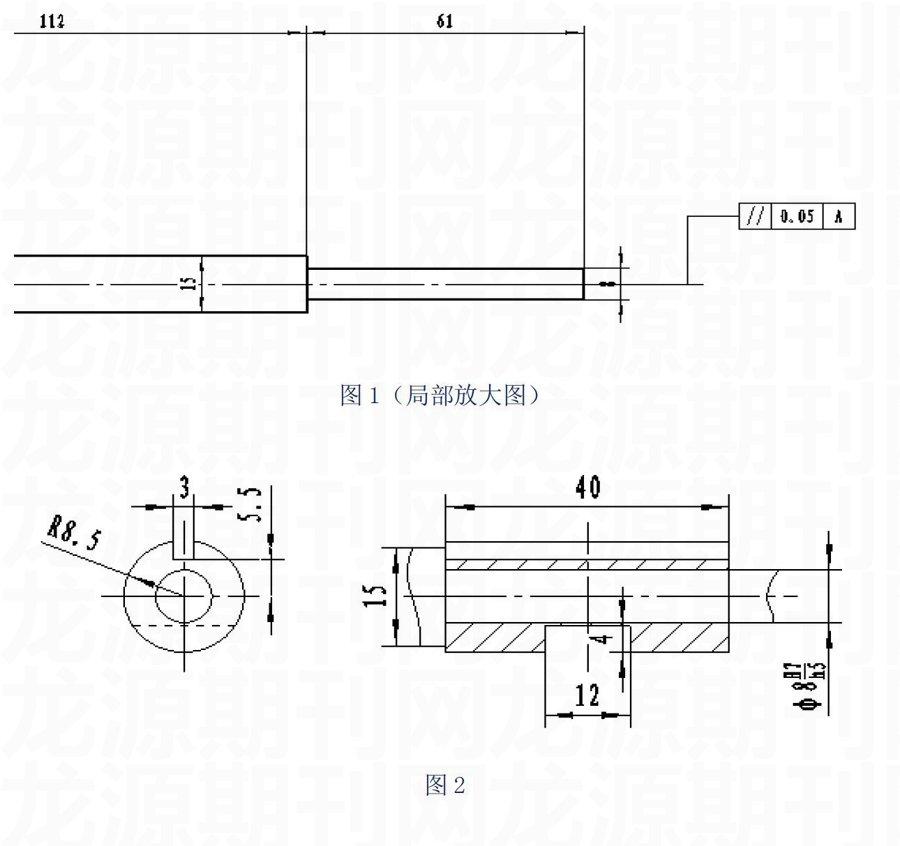
以烟枪底板为基础,根据前后喇叭嘴尺寸和烟枪尺寸,设计一阶梯轴工装。
由于矫正中心轴过程中,工装轴固定于喇叭嘴和烟枪之间,无相对转动,根据《公差配合与技术测量》中基本偏差应用,选用平行度为0.0 5mm,基准面如图1所示。零件2内径公差代号如图2所示,安装于零件1一端,由于孔的加工难于轴,改变孔的尺寸需要改变刀具、量具的数量,而改变轴的尺寸不会改变刀具和量具的数量,所以优先选用基孔制。
5.工装选材及加工
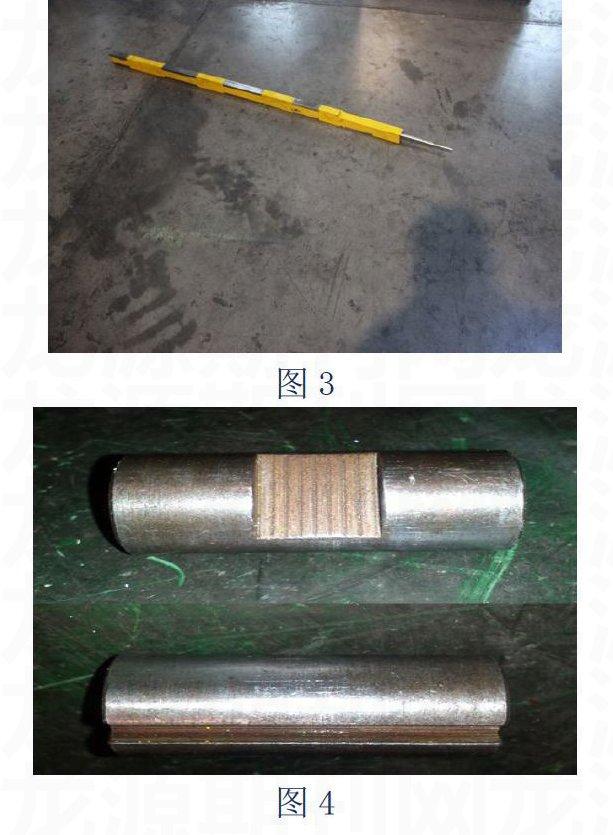
喇叭嘴至烟枪距离较远,由于工装尺寸由两者之间距离决定,工装材料选择应不易弯曲变形,且需较易加工,根据材料要求,经查《机械零件设计手册》,最终选用工装材料为铸铁HT250;材料确定后,根据工装示意图和各项技术参数,经数控加工中心进行精确加工,得到零件1和零件2如图3、图4所示。
6.应用效果
对四组ZL26成型机调试时间进行调研,调试时间由传统的22.2小时降低为现在的3.3小时,大大降低了成型机的调试时间,提高了整机调试效率,节约了大量的人力物力。并且生产出来的滤条不再有折皱、切口不平的质量问题。实践证明,采用本工装能快速、准确、方便地调整喇叭嘴和烟枪的精确位置,对以后更好的使用该成型机起到了积极的作用。
本设计在苏宏延老师的悉心指导和严格要求下完成,从课题选择、方案论证到具体设计和调试,无不凝聚着苏老师的心血和汗水,在此向苏老师表示深深的感谢和崇高的敬意。
参考文献:
[1]吴宗泽.机械零件设计手册,机械工业出版社,2004.
[2]孙桓.机械原理,高等教育出版社,2005.
[3]于慧.公差配合与技术测量,化学工业出版社,2011.