基于FANUC系统巧用G10实现深圆弧槽的优化加工
2015-10-21 16:51陈银黄俞淇
企业技术开发·中旬刊 2015年3期
关键词:优化
陈银 黄俞淇

摘 要:文章基于典型的FANUC 0i数控系统,另辟蹊径,充分开发特殊指令G10的功能,使用圆弧车刀实现对深圆弧槽零件的加工,简化了编程,提高加工效率,保证加工质量,同时体现数控车床的优越性。
关键词:FANUC系统;G10;优化
中图分类号:TG519.1 文献标识码:A 文章编号:1006-8937(2015)08-0009-03
1 数控车削加工中工件加工的难点
在数控车削加工中,经常会有深圆弧槽类零件的加工,此类工件一直是数控车削加工中的难点,主要体现如下:
1.1 工艺繁琐
对于深圆弧槽的刀具选择,有时为了避免干涉问题,常采用左右外圆刀加工,这样既增加了工艺的复杂性,又降低了效率,对于两把刀拼接加工,还影响了工件质量,急待选择合理的刀具来解决此类问题。
1.2 编程复杂
对于深圆弧槽的编程,有时选用子程序编程,有时选用固定循环指令,但以上两种编程都存在一定的缺陷,使用子程序编程时,其编程方式受到限制,编程不够灵活。使用外圆车削固定循环指令编程时,因其指令固化,刀路比较固定,导致其空刀比较多,影响了加工效率,急待优化。
2 优化方案
基于以上两点,本文提出解决此类零件加工的方案,从工艺和程序两个方面对此类加工实现优化。
2.1 工艺优化
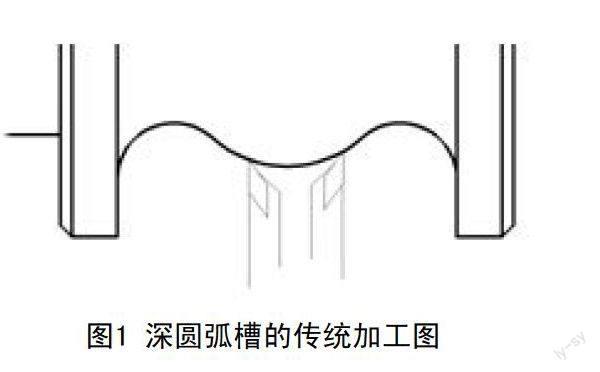
传统的加工方案,可以先用切槽刀开粗去余量,然后再用左右偏刀来对接加工圆弧,如图1所示,这就不仅增加了工艺安排的难度,增加了加工成本,还降低了加工效率,同时给编程也增加了难度。
2.1.1 刀具优化方案
国内外实践已充分证明,可转位刀具是一种先进刀具。但是,只有掌握它的性能,正确合理使用,才能扬长避短,取得好的效益。推广可转位刀具,一方面是提高刀具的设计制造质量;另一方面,正确合理地使用也是非常重要的。本加工方案选择如图2所示圆弧车刀,这种圆弧车刀属可转位机夹刀,不需刃磨,所用刀片为统一标准,正常磨损后,可直接更换,不需调整程序,提高加工效率。
2.1.2 车刀选择原则
加工凹形轮廓时,车刀圆弧半径应小于或等于被加工凹形轮廓的最小半径,并根据所加工的槽的深度选择刀杆伸出端长度,以免与工件发生干涉。而加工凸形轮廓时,车刀圆弧半径应尽量取大,以利于提高刀具的强度。圆弧车刀可以用于车削内、外表面,特别适于车削各种光滑连接(凹形)的成形面。
2.1.3 刀片型号选择
根据GB/T 2076-1987《切削刀具可转位刀片型号表示规则》规定,可转位刀片的型号由代表一定意义的字母和数字代号按一定顺序排列组成,共有10个号位,每个号位的含义可查相关规定表格,选择适宜的刀片。
2.1.4 切削用量选择
厂家出厂的刀片已经经过无数次的切削试验,无需使用者再去花时间和成本进行切削试验,这就大大地降低了成本,只需根据刀片厂商提供切削参数,如:
f=0.5(0.3-0.8) mm/rev,Vc=220(150-300) m/min,
括号前数值为厂家推荐值,括号内为参数最低值和最高值。操作人员使用的时候,可根据转速计算公式:
n=1 000 Vc/∏D;F=f×n
计算出主轴转速和进给量,配以合适的背吃刀量即可实现合理的切削加工。
2.2 程序优化
在手工编程加工中半径补偿值输入CNC储存器的方法主要是用手工方法,即用手动的方法将要使用的半径值从CRT面板中直接输入,这种方法输入的半径值是固定不变的。若用更改磨耗的方法进行加工则只能单次输入单次加工,不能够实现连续加工,这就影响了加工效率,若能实现连续更改磨耗,则将大大提高加工效率,同时降低编程的复杂性。
2.2.1 G10指令的应用
G10是FANUC系统提供给用户应用程序指令方式进行参数修改的指令,其功能强大,如刀具寿命管理、工件坐标修改、刀具补偿值修改等。但在日常的编程中却很少得到应用,如能应用得当,将大大方便编程,将参数变化的设定完成于编程阶段,并避免因参数设置不当而导致机器误动作等问题。在程序中用指令G10将对应的半径值输入到储存器内,通过变量的形式设半径值为一个变量再与G10对应,将不断变化中的半径值输入CNC储存器中,那么这个程序加工的轮廓可以实现不断的变化,在手工编程中这种编程是一个灵活而又强大的功能,特别当它与宏程序結合一起使用时,将更加显出它的功能方便。
G10可编程参数输入允许用户在程序中设置偏置,用G10代替手工输入刀具偏置,补偿、工件坐标系偏置等。对于车削,基主要格式有:
G10 P X Y Z R Q 绝对值模式编程
G10 P U V W C Q 增量值模式编程
P:设置的偏置号,在车削补偿页面中,几何G01表示几何偏置(绝对值),磨耗W01表示磨损偏置(增量值),为了便于区分,磨损偏置与几何偏置差10 000,即10 000以上为几何偏置,10 000以下为磨损偏置。P10001:表示几何页面中1号偏置(G01),P1表示磨损页面中1号偏置(W01)。
X Y Z:偏置寄存器表示X、Y、Z轴绝对值,Y轴适用于车铣复合中心。
U V W:偏置寄存器表示X、Y、Z轴相对值。
R:刀尖圆弧半径绝对值
C:刀尖圆弧半径相对值
Q:半径补偿偏置方位号。
例如:(1)G10 P10001 X0 Z0 R0 Q0清除几何页面中XZR值为0,刀补号清空。(2)G10 P1 X10 Z0 R0.4 Q3将磨耗页面中一号刀位磨耗X轴输入10,Z为0,刀尖半径输入0.4,刀尖方位输入3。
2.2.2 刀补编程
对于如图2所示的圆弧形车刀,圆弧开车刀上构成主切削刃的刀刃形状为一圆度误差或轮廓误差很小的圆弧。在该圆弧上的每一点都是圆弧形车刀的刀尖,当切削加工时刀具切削点在刀尖圆弧上变动,因此,刀位点不在圆弧上,给手工编程带来了一定的麻烦。但若能使用刀补进行编程,则将大大降低编程的难度,优化了程序。而使用刀补编程,要解决好两个方面的问题。
①刀补的判断。G41为刀具左补偿:站在刀具路径上,沿着切削前进方向看,刀具偏在工件的左侧;G42为刀具右补偿:站在刀具路径上,沿着切削前进方向看,刀具偏在工件的右侧。
②刀尖方位的判断。刀尖方位的判断取决于刀尖圆弧中心的动向,它总是与切削表面法向的半径矢量不重合,假想刀尖的方位是由坐标系和切削时的刀具的方向决定的,刀尖方位图如图3所示,共有10种方位(0-9),对于本案例,刀尖方位应为0或9。
3 加工案例
本文试以形深圆弧槽的加工为例,如图4所示。
3.1 刀具的选择
选用球头车刀,刀杆型号为:EVJNR-2020K16
选用球头刀片,刀片型号为:RCMT0602MO-61
3.2 对 刀
使用试切法对刀,因为球头车刀刀位点在圆弧圆心点,而编程时是以图形轮廓进行编程的,所以在对刀时应以圆圆心点为对刀的基准点,且程序中必须增加刀尖圆弧半径补偿功能,在刀偏页面OFFSET,G01形状Z坐标处输入试切长度值Z3测量,在X坐标处输入(试切直径值+2×3 mm)测量,即完成圆弧车刀的对刀。
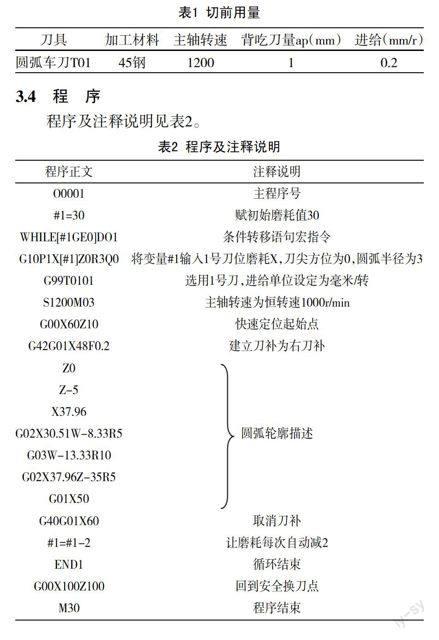
3.3 切削用量
切前用量见表1。
3.4 程 序
程序及注释说明见表2。
以上使用G10和宏语句编程实现了对磨耗的连续变化控制,只需按轮廓进行编程,即可实现磨耗的连续变化控制,从而完成深圆弧槽的粗精加工,程序语句简洁明了。在FANUC 0i Mate Tc CKA6140型卧式车床上试车完成验证,工件实物如图5所示,加工过程铁屑断屑合理,加工后各项精度指标达标。
4 结 语
对于深圆弧槽的加工,本文从加工工艺和程序两个方面进行优化。尤其在程序优化方面,通过G10对磨耗的连续自动控制,使程序更加简洁明了。
此外,G10还可以完全替代外圆单一循环指令G90和外圆仿形固定循环粗加工G73指令。在端面加工中,又可以替代端面单一循环指令G94,也可用于具备一定规律的多槽加工中,比如等矩多槽的加工,只需设定Z的磨耗为定值,连续不断变换,即可实现多槽的加工。G10指令使数控程序具有一定的柔性、开放性和可适应性,如果能够灵活运用,会使程序简便,并触类旁通,值得推广。
参考文献:
[1] 张文俊,方波.球头车刀在数控车床加工中的应用[J].机床与液压,2010,(18).
[2] 许杰.圆弧车刀在数控车床上应用[J].出國与就业2011,(12).
[3] 冯澍,林萍.巧用宏程序和调用子程序与G10在数车加工中实现一车多件[J].机床与液压,2011,(14).
猜你喜欢
房地产导刊(2022年5期)2022-06-01
能源工程(2022年1期)2022-03-29
建材发展导向(2021年12期)2021-07-22
建材发展导向(2021年7期)2021-07-16
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26
中学生数理化(高中版.高考数学)(2021年12期)2021-03-08
今日农业(2020年16期)2020-12-14
消费导刊(2018年8期)2018-05-25
家庭影院技术(2018年4期)2018-05-09
电子制作(2017年20期)2017-04-26