
硫磺回收装置超低负荷氢气伴烧技术应用
2015-10-13 01:26孙委蔡海军陈志刚
石油与天然气化工 2015年5期
孙委 蔡海军 陈志刚
中国石油乌鲁木齐石化公司
硫磺回收装置超低负荷氢气伴烧技术应用
孙委 蔡海军 陈志刚
中国石油乌鲁木齐石化公司
介绍了乌鲁木齐石化4×104t/a硫磺回收装置在低负荷工况中氢气伴烧的应用情况。在装置低负荷工况运行下,采用氢气伴烧,能很好地控制反应炉炉膛温度、两级转化器温度及三级冷凝冷却器的出口过程气温度,防止过程气管线低温液硫冷凝,实现了装置的超低负荷长周期运行。
氢气伴烧 硫磺回收 低负荷
乌鲁木齐石化4×104t/a硫磺回收装置运行过程中,由于重油催化等装置停工,炼油厂原油性质及加工变化导致系统来酸性气量降低,无法满足硫磺回收装置正常运行的最低设计负荷要求(装置设计负荷为40%~125%)。为保证装置的正常平稳运行,在制硫燃烧炉前增设了一条氢气伴烧线,通过氢气伴烧来控制制硫燃烧炉炉膛温度、两级转化器温度及三级冷凝冷却器的出口过程气温度,防止过程气管线低温液硫冷凝,实现了装置的超低负荷长周期运行。
1 装置概况
中国石油乌鲁木齐石化公司4×104t/a硫磺回收装置,主要由4×104t/a硫磺回收装置、250×104t/a溶剂再生装置两部分组成。其中,4×104t/a硫磺回收装置由制硫、尾气处理、液硫脱气、尾气焚烧及液硫成型5部分组成。其中,制硫部分采用高温热反应与两级催化反应相结合的部分燃烧法Claus硫回收工艺,尾气处理部分采用SSR(Sinopec Sulphur Recovery)加氢还原吸收工艺。
2 装置运行过程中存在的问题
4×104t/a硫磺回收装置的酸性气,主要来源于120×104t/a污水汽提装置、250×104t/a溶剂再生装置和重油催化装置溶剂再生单元及汽油加氢溶剂再生单元4部分组成。4×104t/a硫磺回收装置设计酸性气加工量为4 243m3/h(100%负荷),浓度为89.5%(φ);实际运行中酸性气平均浓度为60.97%(φ)。
2014年9月20日重油催化装置停工检修后,4× 104t/a硫磺回收装置进入低负荷运行阶段,装置的酸性气来量如表1所示。
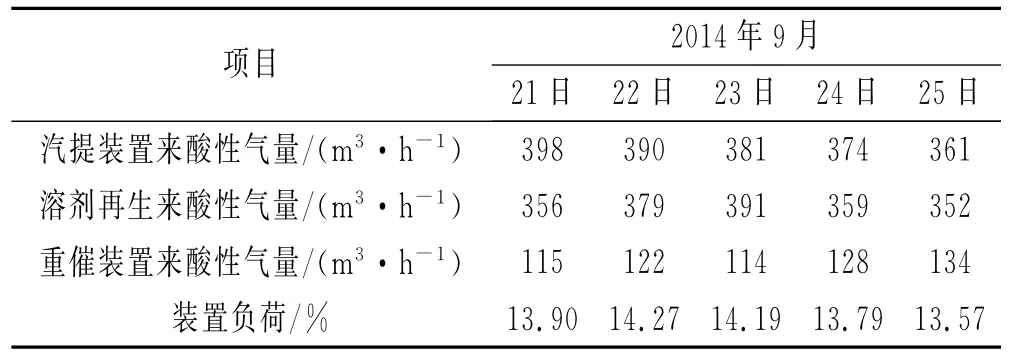
表1 硫磺回收装置的酸性气来量(在重油催化装置开始停工检修后)Table 1 Acid gas volume flow of sulfur recovery unit after shutdown maintenance of heavy oil catalytic unit
由表1可以看出,装置在重油催化装置停工检修后,每天实际加工负荷远远低于装置设计负荷40%~125%的要求。在这样低的负荷下运行,装置运行主要存在以下问题:
(1)制硫燃烧炉炉温低,直接影响一、二转的正常操作,导致各级冷凝冷却器出口过程气温度低于120℃,致使硫磺蒸气冷凝堵塞管线,装置被迫停工。
(2)制硫燃烧炉炉温低,炉内H2S转化率会降低;制硫燃烧炉炉温达不到1 250℃的最低烧氨要求,影响硫磺的产品质量。
负荷过低,余热锅炉自产蒸汽量不足,导致尾气加热器温度难以控制,设备极易超温,如表2所示。
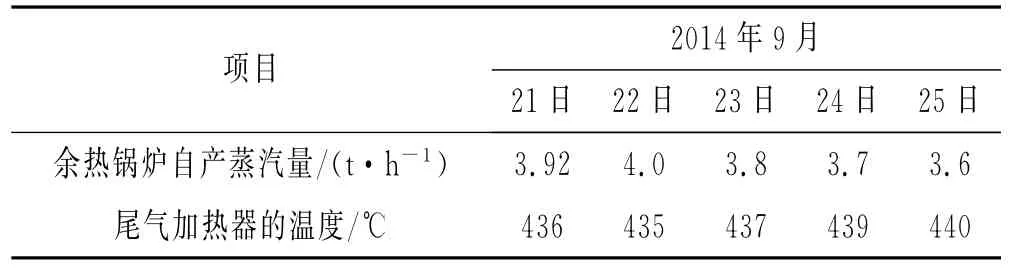
表2 硫磺回收装置低负荷余热锅炉自产蒸汽量对尾气加热器温度的影响Table 2 Influence of self-produced steam flow of low load waste heat boiler for sulfur recovery unit on temperature of tail gas heater
3 氢气伴烧的基本原理和技术优势
3.1 氢气伴烧的基本原理
部分燃烧克劳斯回收工艺,是将酸性气全部送入高温制硫炉内,通过控制合适的配风量使酸性气中的烃类完全燃烧,其中约1/3的酸性气完全燃烧生成SO2,剩下的2/3的H2S与SO2在理想配比的情况下进行转化,以获得更高的转化率。通常制硫燃烧炉温度高达1 100~1 400℃,在此条件下,约有60%~70%的H2S转化为单质硫。
在制硫燃烧炉内发生的主反应是Claus高温放热反应,总反应方程式如下所示:

制硫燃烧炉内的H2S转化率受热力学条件和动力学条件的双重影响。有研究表明,在550℃以上时,H2S转化率随反应温度升高而增加,通常炉温都应保持在975℃以上,以保证炉内H2S转化率和酸性气中所含烃类的完全燃烧[1]。实际加工负荷不足40%的情况下,为了保证反应炉内H2S转化率和酸性气中所含烃类能燃烧完全,通过向反应炉混入氢气,用氢气伴烧产生额外热量来提高炉膛温度。
3.2 氢气伴烧的技术优势
提高制硫燃烧炉炉膛温度的传统方式是向炉内通入一定量的燃料气,通过燃料气伴烧来维持Claus高温热反应的正常进行。如果配风不当,燃料气中的烃类燃烧不完全会产生积碳,堵塞冷凝器的换热管和反应器催化剂床层,使硫磺产品颜色变灰、变黑,另外还会形成COS和CS2[2],影响硫转化率及烟气中SO2排放值[3]。
与燃料气伴烧相比,氢气伴烧生成的唯一产物是水,不会产生积碳等诸多问题,具有明显的技术优势。
4 氢气伴烧的应用
4.1 氢气伴烧的流程
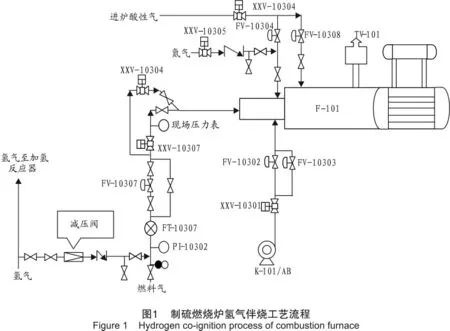
4×104t/d硫磺回收装置的氢气伴烧线从全厂2.0MPa氢气管网新接氢气线,通过减压阀减压至0.45MPa后,再接入制硫燃烧炉烘炉燃料气线调节阀前,通过该调节阀来调节伴烧氢气量。具体流程如图1所示。
4.2 氢气伴烧工艺条件要求及注意事项
(1)因为氢气伴烧管线设计压力为5MPa,原瓦斯线设计压力为2MPa,两段管线、阀门等材质压力等级均不相同,拌烧时必须将减压后的氢气压力PI-10302控制在0.4~0.6MPa之间,必要时对减压阀前手阀的开度进行限制,以防止减压阀故障时出现管线超压。
(2)由于装置的燃烧器厂家未提供伴烧氢气时氢气流量极限值技术数据,但装置在实际操作中控制伴烧氢气量在200m3/h以上,由于原流量计FT-10307设计流通介质为瓦斯,现流通介质为氢气,故流量计无法做出精确的指示,掺烧过程中可以通过尾气急冷塔外放水量的变化推算出氢气掺烧量。
(3)为了保护燃烧器,实际运行过程中入炉酸性气量极限值不低于800m3/h或风量不低于1 500 m3/h。在低负荷运行期间,当上游装置发生操作波动,入炉酸性气量低于800m3/h时或风量不低于1 500m3/h,可以通过向入炉酸性气管线上混入氮气等惰性气体来确保过程气等携带有足够的热量,以保证制硫燃烧炉炉膛、两级转化器及三级冷凝冷却器等温度正常,防止液硫在管线凝固或堵塞管线;同时,根据酸性气来量的多少及时调整氢气量,确保制硫燃烧炉炉温应控制在1 100℃以上,且总风量加氮气量要高于2 056m3/h时,装置运行比较平稳。
(4)氢气伴烧会产生大量的水,造成尾气急冷塔负荷增大,在操作中应监控好尾气急冷塔液位在工艺指标范围内。
(5)在掺氢过程中,现场操作不够精准,导致配风量调剂波动大,可能会导致烟气在线分析仪出现短期超标,在进行掺氢、掺氮过程中提前做好风量调节预判,对掺烧量进行微调。
(6)如遇联锁停车后,制硫燃烧炉瓦斯速断阀无法关闭,氢气窜入存在发生爆炸及瓦斯线出现超压情况,因此,在氢气伴烧时应急措施也应作相应的调整。
4.3 氢气伴烧工况下的工艺运行参数及效果
4×104t/a硫磺回收装置于2014年10月10日成功进行了氢气伴烧操作,装置运行稳定。10月12日至16日期间主要工艺运行参数见表3所示。
(1)从表3可看出,通过氢气伴烧,短期内装置最低负荷降至了9.1%,远低于设计负荷40%~125%。
(2)一级转化器入口温度一般在210~225℃左右。一转床层温升明显,温升稳定在35~50℃,说明一转工作正常,发生了明显的Claus催化反应[4]。
(3)二级转化器入口温度稳定在207℃左右,床层温度在245℃左右,床层温升在10℃左右。说明二转工作正常,发生了一定量的Claus催化反应。
通过现场观察,制硫燃烧炉炉膛燃烧情况良好,火焰稳定,余热锅炉和各液硫冷却器排硫口排出的硫磺颜色正常,无黑硫磺产生,说明酸性气中所含的烃类已燃烧完全。氢气伴烧期间产品硫磺化验分析结果纯度均在99.97%以上,达到了优级品标准,见表4。
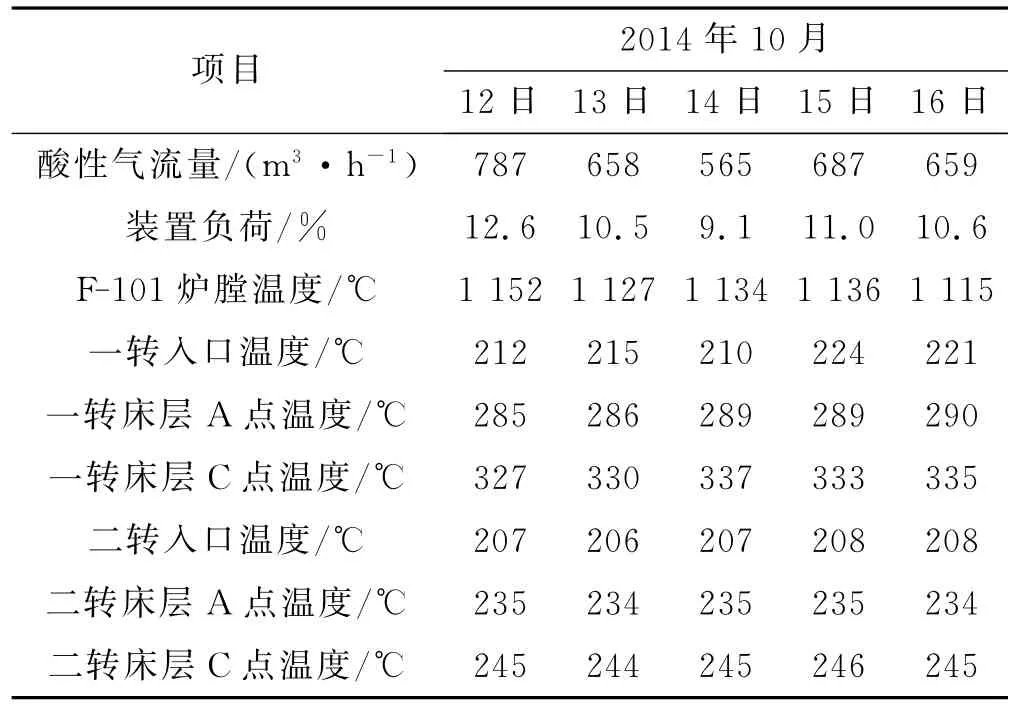
表3 硫磺回收主要工艺运行参数Table 3 Main process operation parameters of sulfur recovery
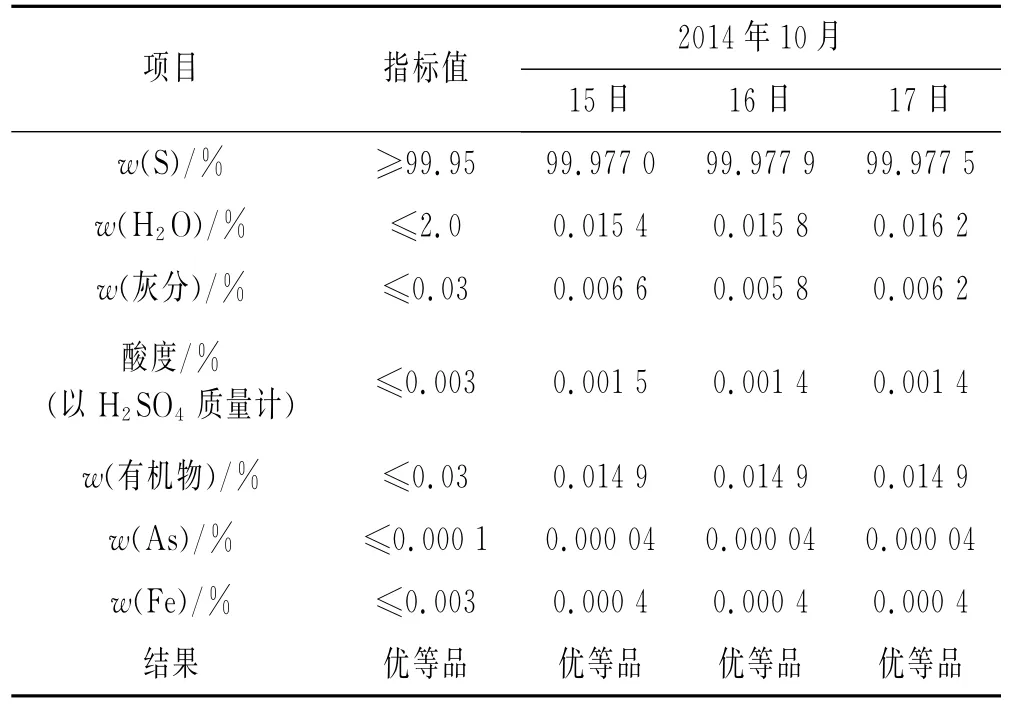
表4 产品硫磺分析结果Table 4 Chemical analysis results of sulfur product
5 结论
(1)装置低于设计最低负荷情况下,通过氢气伴烧,可将短暂最低运行负荷由原来的40%降低到9.1%,制硫燃烧炉温度能够控制在1 100℃以上,满足了Claus高温热反应对反应温度的要求,确保了炉内H2S转化率,同时达到了超低负荷下维持生产运行的要求。
(2)通过氢气伴烧,酸性气中的烃类能完全燃烧,不会产生黑硫磺,保证了产品质量。
(3)通过本次装置低负荷运行的实践检验,摸索出了一条解决硫磺回收装置酸性气量远低于设计负荷下运行的可行措施,实现了装置长周期运行及环保排放的要求。
(4)氢气伴烧作为本装置为解决超低负荷工况时的应急解决措施,是为了实现装置阶段性超低负荷运行、维持开工运行而不得已采用的技术方案。不足之处就是氢气伴烧过程中需将图1中联锁速断阀XXV-10307改手动全开,制硫燃烧炉联锁动作后该阀需现场快速手动关闭,以防氢气窜入熄灭的炉中发生爆炸的危险情况出现,所以本装置在紧急联锁停车过程中存在一定的安全风险,并在氢气伴烧过程中需制定专项的应急措施;同时掺氢也增加装置的能耗。
(5)氢气伴烧可以作为硫磺回收装置超低负荷(25%以下)运行的有效解决方案;其他同类装置在采用氢气伴烧方案时需要同步考虑到不影响制硫炉联锁,以降低氢气伴烧的安全风险。
[1]陈赓良,肖学兰,杨仲熙,等.克劳斯法硫磺回收工艺技术[M].北京:石油工业出版社,2007.
[2]张廷迅.降低克劳斯硫磺中有机物含量的技术措施[J].石油与天然气化工,2000,29(4):182-183.
[3]郭利昌.氢气伴烧在硫磺回收装置低负荷开工中的应用[J].石油石化节能与减排,2011(1):30-32.
[4]刘造堂,郭宏.CT6-4B硫磺回收催化剂的应用分析.石油与天然气化工,2001,30(5):327-239.
Application of hydrogen co-ignition in sulfur recovery unit under ultra low load
Sun Wei,Cai Haijun,Chen Zhigang
(PetroChina Urumqi Petrochemical Company,Urumqi 830019,China)
The application of hydrogen co-ignition in 40kt/a sulfur recovery of PetroChina Urumqi Petrochemical Company under low load was introduced.Under low load,the hydrogen co-ignition process could well control the temperature of the reaction furnace,the two-stage converter,and process gas temperature of the three-stage sulfur condenser outlet,which could prevent the liquid sulfur condensing in the process gas pipeline at low temperature and realize the long-term operation of the unit under ultra low load.
hydrogen co-ignition,sulfur recovery,low load
TE646
B
10.3969/j.issn.1007-3426.2015.05.008
孙委(1985-),男,2007年毕业于新疆大学化学与化工学院化学专业,助理工程师。现任中国石油乌鲁木齐石化公司精制车间工艺副主任,主要从事硫磺回收装置技术管理工作。E-mail:sunwws@petrochina.com.cn
2015-05-04;
2015-08-25;编辑:杨 兰
猜你喜欢
中国化肥信息(2021年5期)2021-07-28
消费导刊(2018年10期)2018-08-20
中国公路(2017年10期)2017-07-21
中国化肥信息(2016年30期)2016-05-17
中国化肥信息(2016年28期)2016-05-17
电源技术(2015年7期)2015-08-22
医学研究杂志(2015年12期)2015-06-10
浙江大学学报(工学版)(2015年1期)2015-03-01
压缩机技术(2014年3期)2014-02-28
压缩机技术(2014年3期)2014-02-28
