基于华中8型数控系统用户宏程序的研究
2015-09-28 09:48:48湖北文理学院吴艳花王中任南朝子
湖北农机化 2015年6期
湖北文理学院 吴艳花 王中任 南朝子
基于华中8型数控系统用户宏程序的研究
湖北文理学院 吴艳花 王中任 南朝子
国产华中数控系统的功能越来越强大,使用越来越普遍。华中8型数控系统中的宏程序为用户提供了方便的编程平台。用户宏程序允许用户使用变量、算术和逻辑运算及条件转移,能够使用户编制的程序比传统的程序更简洁。同时也可将某些相同的加工操作程序用宏程序编制成固定程序,存储到数控装置中,编程人员可以在必要时随时调用宏程序加工工件。
华中数控;用户宏程序;变量
在一般的零件数控加工程序编制中程序字为一常量,一个程序只能描述一个几何形状,此类程序缺乏灵活性与通用性,针对这种情况,华中8型数控系统为用户提供了宏编程[1]。数控宏程序在数控加工编程中有着突出的优势[2],在程序中使用变量,通过对变量进行赋值及处理使程序具有特殊功能,这种有变量的程序叫宏程序。通过编制宏程序,能执行一些有规律变化(如非圆二次曲线轮廓)的动作。目前,已有针对华中数控系统无变螺距螺纹指令的局限性,应用华中数控系统提供的宏功能开发了变螺距螺纹指令并成功运用于生产实践[3]。
0 前言
校企合作的过程中,企业提供了一个非圆二次曲线轮廓的加工,零件图如图1所示。在数控编程的授课过程中引入课程教学。根据零件的要求,师生共同商议,编制图2所示零件的数控加工工序卡片。由于零件存在椭圆曲线,数控系统系统中又没有椭圆曲线插补,所以使用直线插补来拟和椭圆曲线。所以使用G01来编程,拟和越精确,那么要求G01插补时计算的节点越多,计算工作量非常大。
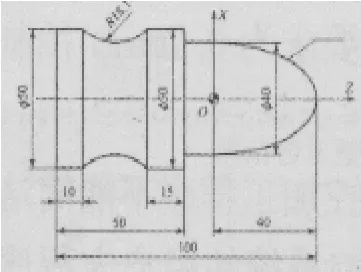
图1 零件图
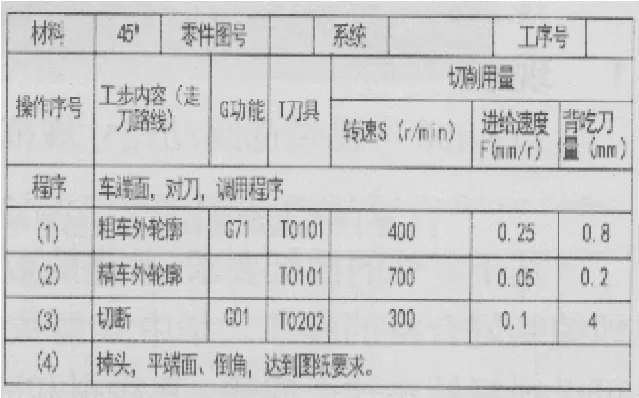
图2 数控加工工序卡
1 编程
基于零件的图纸要求,普通的数控加工程序不能简洁地编制好合格的程序。华中8型数控系统的用户宏程序可以很好解决这个问题。直线拟和时出现很多坐标点,这些坐标点不能用常量来表示,需用变量来表示,其中使用#1,#2,#3局部变量。局部变量是指在宏程序内部使用的变量,即是在当前时刻下调用某个宏程序中使用的局部变量#i与另一时刻下调用这个宏程序中使用的#i不同[1]。
同时,由于椭圆曲线不是一刀切完,还需要使用循环语句。循环语句在WHILE后指定条件表达式,当指定的条件表达式满足时,执行从WHILE到ENDW之的程序。当指定条件表达式不满足时,退出WHILE循环,执行ENDW之后的程序行。故编写的程序如下:
%0001
N10 T0101;调用1号刀、建立刀补
N20 M03 S400;主轴正转400r/min
N30 G00 X60 Z10;
N40 X54 Z0;快速定位至X54 Z0点
N50 G71 U1.6 R0.8 P60 Q190 X0.4 Z0 F0.25 S300;
复合循环指令加工留余量0.4mm
N60 G01 X0 Z0 F0.05 S700;精加工轮廓
N70#1=40;椭圆长半轴40mm
N80#2=40;#2运算初始值
N90 WHILE#2 GE 0;宏程序循环语句
N100#3=20*SQRT[1-#2*#2/1600];X轴坐标运算
N110 G01 X[2*#3]Z[#2-40]F0.1
直线插补拟合椭圆轨迹
N120#2=#2-0.2;运算增量0.2
N130 ENDW环语句结束
N140 G01 Z-50;其他轮廓
N150 X50;
N160 Z-65;
N170 G02 X50 Z-90 R18.1;
N180 G01 Z-105;
N190 X53
N200 G00 X100 Z100;
N210 T0100;
N220 T0202 S200;调用2号刀,建立刀补
N230 G00 X55 Z10;
N240 Z-104;
N250 G01 X0 F0.1;切断保证长度100mm
N260 G00 X100;
N270 Z100;
N280 T0200;取消刀补
N290 M05;主轴停
N300 M30;程序结束
2 总结
利用宏程序编制的加工程序交给襄阳金瀚力机械有限公司,加工出来的工件基本符合零件要求,比他们利用CAD/CAM自动编程软件自动生成的程序简洁,只需要在工艺参数上做下修改,即能达到要求。通过更改部分参数:主轴转速、进给速度和背吃刀量,再次试切加工,达到了好的加工效果。
[1]华中8型数控系统用户说明书V1.11.武汉华中数控股份有限公司.2013.11.
[2]章斌,陈科.华中数控宏程序的应用和推广[J].工业控制计算机.2010(06).
[3]鲁淑叶.基于华中数控系统变螺距螺纹指令的开发[J].机械工程师.2011(11).
G642
A
2015-11-06)
猜你喜欢
凤凰动漫(军事大王)(2022年1期)2022-04-19 11:35:26
华中建筑(2021年12期)2022-01-17 02:08:42
湘潮(上半月)(2021年10期)2021-12-02 02:09:56
智能制造(2021年4期)2021-11-04 08:54:44
当代水产(2019年2期)2019-05-16 02:46:14
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22