
我国高压模注型电缆接头的开发和应用
2015-09-14 09:19:06钟海杰王佩龙夏云杰
电线电缆 2015年6期
钟海杰, 王佩龙, 夏云杰
(长园电力技术有限公司,广东珠海519085)
我国高压模注型电缆接头的开发和应用
钟海杰, 王佩龙, 夏云杰
(长园电力技术有限公司,广东珠海519085)
根据我国高压模注型电缆附件开发和应用的情况,结合国外运行经验,提出我国目前单一发展预制型电缆附件难以全方位覆盖各类不同电缆工程的需求,发展高压模注型电缆附件产品是必要的和可行的。以国产220kV模注型电缆附件开发为例,较全面地介绍了高压模注型电缆接头和终端的设计要点和影响产品电气性能和质量的关键因素。
交联聚乙烯绝缘;电缆;模注型电缆附件;预制型电缆附件;接头;终端
0 引 言
我国高压电缆附件的开发和生产始于上世纪70年代,目前已拥有能够批量生产110 kV以上高压电缆附件的厂商多达25家以上,但产品结构几乎是单一的预制型电缆附件。
预制型电缆附件是用在工厂模注成型的橡胶应力锥控制电场。出厂时,制造厂提供橡胶预制应力锥、终端瓷套管或复合套管、导体接头、接头外壳、绝缘油等零部件,在现场组装成终端或接头等电缆附件。
预制型电缆附件有两种结构:国内产量最多和使用最普遍的是将橡胶预制应力锥经机械扩张后直接套在电缆的绝缘上,被称为预模制型电缆附件(常用PMJ表示预模制型接头,PMT表示预模制型终端);另一种结构是在应力锥上增加一套机械弹簧装置,以保持应力锥与电缆之间界面上的应力恒定,能对付在高电场和热场作用下,橡胶应力锥老化后引起的界面压力的松弛。日本和韩国的电缆制造厂商将其命名为预制型电缆附件(常用PJ表示预制型接头,PT表示预制型终端)[1-5]。国内也不乏此类产品的制造厂商和用户。
国产预制型电缆附件质量和安全运行状况不俗,已积累了丰富经验,许多电力用户已习惯对它的使用和维护,然而,当今国外市场上高压交联电缆附件品种远比国内丰富。高压模注型电缆接头(EMJ)在国外已经非常成熟且使用普遍。EMJ因具有结构稳定、尺寸小、电气可靠性高和机械性能卓越等特点,在日本已作为一种高性能接头用于超高压系统。2007年日本电气工程师协会(IEEJ)组织日本有关大学、供电单位和主要电缆制造厂商对66 kV及以上电压等级的电缆附件的状况进行调查并发表报告[6]。报告显示EMJ在超高压电网中使用比例很高,而且电压等级越高,EMJ的使用比例也越高。从图1可看出,EMJ在日本110~187 kV电网中的使用比例是34.4%,在220~275 kV电网中高达77.3%,而在66~77 kV电网中只占0.9%。这一情况与我国现状有明显差异,我国在66~220 kV交联电缆线路中90%以上是预制型电缆附件。
因此,模注型电缆附件是一种值得关注的高压和超高压电缆附件。本文将介绍模注型电缆附件在我国开发和应用的情况。
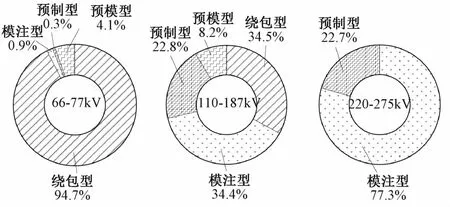
图1 2007年日本电网使用的电缆接头
1 模注型电缆附件的结构和特点
模注型电缆附件采用与电缆相同的交联聚乙烯(XLPE)绝缘料和半导电料,模注在电缆本体上,与电缆本体的绝缘和屏蔽熔融结合成一体,形成无物理界面的电缆附件。图2、图3分别是国产220 kV模注型接头和模注型终端的结构。
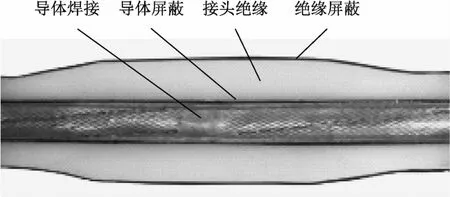
图2 220 kV模注型电缆接头的绝缘结构
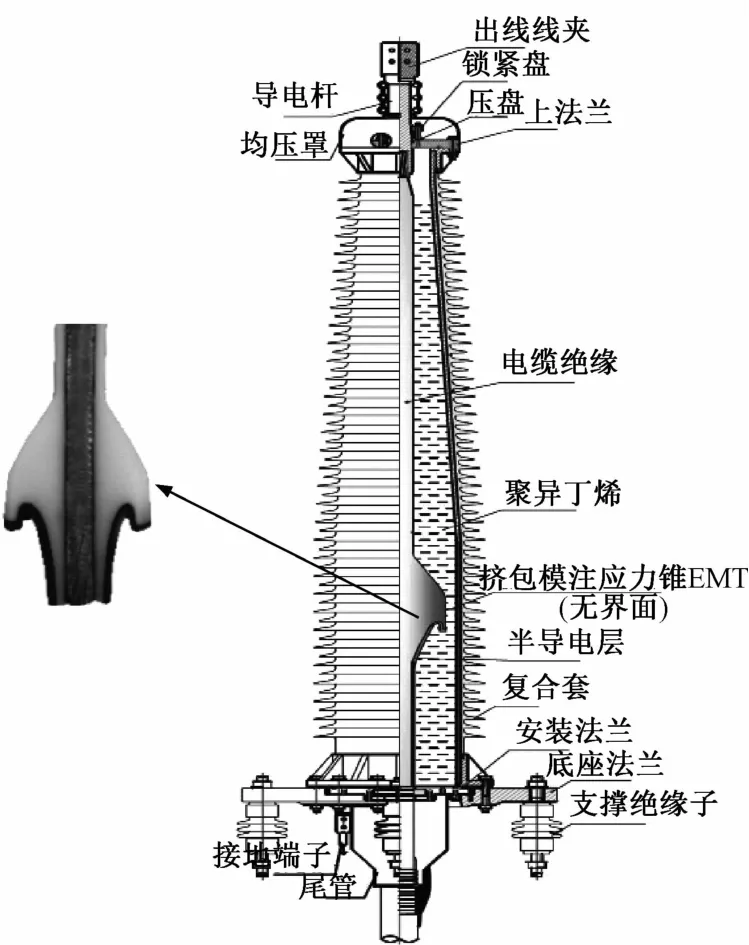
图3 220 kV模注型电缆终端的结构
与预制型附件比较,两者各有特点,无优劣之分,更谈不上哪种会淘汰或取代另一种型式,而是相辅相成。附件选型可以根据工程实际需要取长避短而确定。表1为预制型附件和模注型附件的主要特点比较。
从表1可见,模注型电缆附件的缺点是现场安装需要专用的工艺装备,并且安装时间较长。但是,随着工艺技术的进步,现场安装时间是可以缩短的。我国有着高压模注型接头的安装经验,安装三相110 kV的模注型接头,在一般情况下,大约需要6天时间,在应急的特殊情况下安装时间还可以缩短。例如,在浙江省某市110 kV电缆工程,由于用户的特殊要求,3天内完成了6套模注型接头的安装。
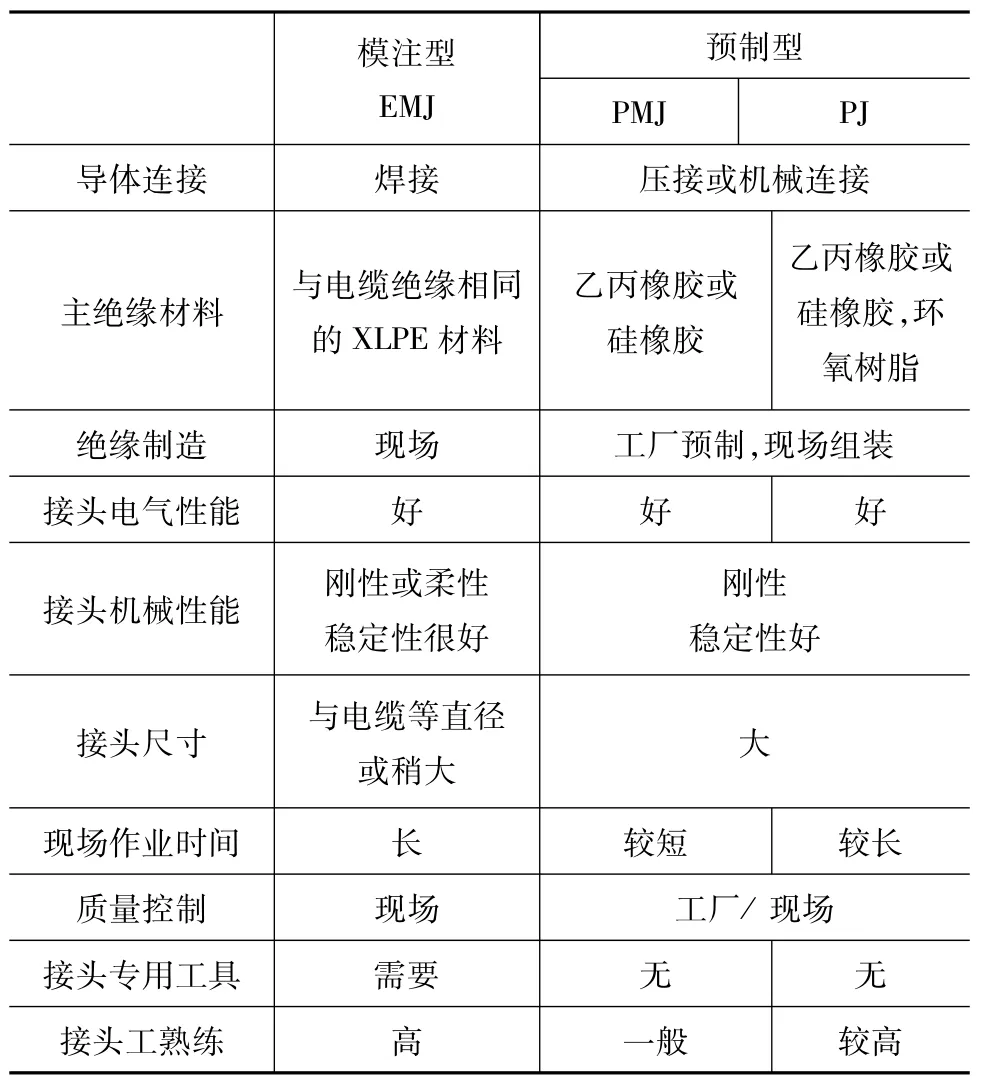
表1 模注型接头与预制型接头的特点比较
至于现场安装需要专用工艺装备,严格说这不应该是一个致命的缺点。好的专用工艺装备能够降低对接头工熟练程度的依赖,确保产品质量稳定。高压电缆附件的安全可靠性永远是第一位的。
在电气性能方面,模注型附件相比预制型附件具有更好的抗老化性能。预制型附件的绝缘是由橡胶应力锥和电缆XLPE绝缘组成的复合绝缘,不同介质界面的电气强度与界面压力、界面的表面光洁程度、清洁状况和杂质、潮气含量等许多因素有关。特别是在高电场和热场作用下,橡胶应力锥老化引起的界面压力的松弛,以及预模制应力锥的合成橡胶(硅橡胶或乙丙橡胶)添加剂的析出会严重影响界面的电气强度。图4的照片摘引自文献[6],显示一个运行后的应力锥析出物。
开发模注型电缆附件的宗旨是增加一项能与预制型电缆附件相辅相成的电缆附件。在城市电网建设、电缆故障抢修、海缆工程和直流输电等领域有更多、更合理的电缆附件选型。

图4 预制型电缆附件橡胶应力锥析出物
2 模注型接头和终端的开发
迄今,国内已经完成拥有自主知识产权[7-9]的10~220 kV电压等级的全部模注型接头和模注型终端的开发。其中110和220 kV模注型接头和模注型终端在国家电力工业电气设备质量检验测试中心,通过了国家标准GB/T 11890规定的全部型式试验和预鉴定试验。
2.1模注型电缆附件的设计
EMJ的结构与电缆的结构基本相同,所用的绝缘材料和屏蔽材料也与电缆一样,实质上是对电缆结构的恢复。因此,EMJ的绝缘厚度也类似于电缆绝缘厚度的设计,取决于规定的耐受电压及最低绝缘击穿场强。考虑到现场安装的工艺条件不可能达到电缆制造时的超净环境,可以适当增加EMJ的绝缘厚度,一般不超过1.2倍的电缆绝缘厚度。过分增加绝缘厚度,未必能明显增强电气性能,反而对工艺和接头的机械强度产生不利的影响。
模注型终端(EMT)与预制型终端结构相似,只是用电缆料直接模注在电缆绝缘面上形成的应力锥代替预制型电缆终端的橡胶应力锥。因此,它的应力锥曲线的长度和形状、内外绝缘的配合均无异于预制型终端的设计。
2.2影响电气性能的关键因素
在开发过程中,我们发现一个现象:对于同一设计,用同批次材料和相同工艺制作的样品,击穿电压分散性不大,且击穿点集中在电缆的绝缘屏蔽层端口处,即电缆屏蔽与接头屏蔽的连接处,而且接头绝缘厚度的变化对击穿点位置影响不大。这些现象说明该产品的电气稳定性良好,同时也显示电缆屏蔽与接头屏蔽的连接处是电气绝缘的弱点。
对于形成这种现象的原因,可以推断,与被连接的电缆一样,模注型接头的绝缘的微孔、杂质和凸起应该是影响接头电气性能的主要因素。
为此,进一步检测了接头增强绝缘的微孔、杂质和凸起,并与连接电缆的绝缘进行比较。检测是按照GB/T 11890规定的方法进行的,表2是用显微镜观察到的检测结果。
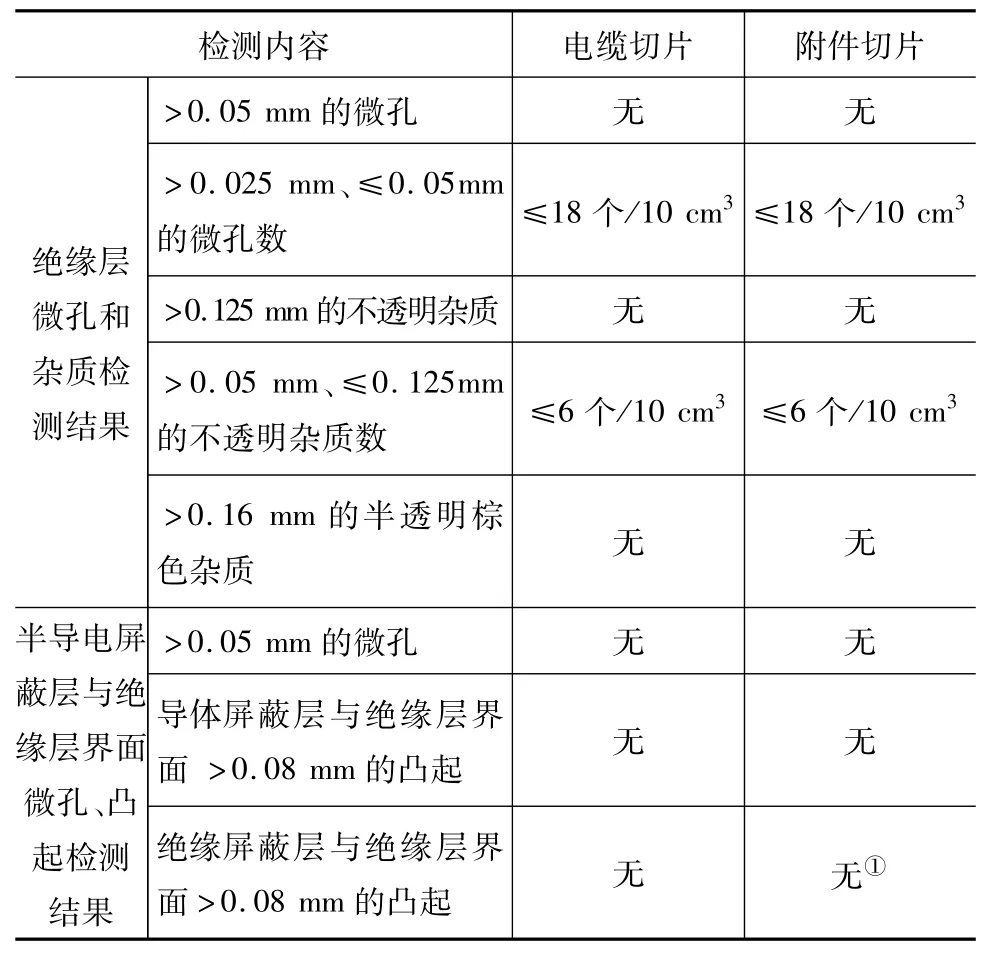
表2 220 kV模注直流电缆接头的微孔、杂质和凸起检测
由表2可见:(1)接头的绝缘层中的杂质、半导电层凸起、微孔和电缆相同;(2)与电缆切片相比较,接头切片的半导电屏蔽层与绝缘层界面上的大的杂质和半导电层凸起较多。这些缺陷中,外半导电层处交界面的凸起更为显著,而微孔则几乎相同。
根据表2的检测结果还可以作出如下推断,即半导电屏蔽层与绝缘层界面处的凸起可能是降低该处电气性能的重要原因;同时,电缆绝缘屏蔽被剥去后与重新注上的接头外屏蔽贴接处,界面常出现不规则区域,边缘形状会引起电场畸变。这两个因素都可能影响电气性能,而上述两个因素都与该处绝缘外表面的抛光精度有关。在此后的制作中,我们注意了这一问题,接头的绝缘水平有了明显的提高。
2.3模注型附件的安装工艺
几乎所有高压电缆附件对现场安装的环境,包括湿度、温度和空气的洁净程度都有严格要求。绝大部分地区需要搭建工作棚才能维持合格的环境条件。由于EMJ的结构尺寸小且主要工艺(模注成型)是在封闭的管道和模具中进行的,它的工作棚的容积(m3)只需PMJ或PJ工作棚的1/4左右,比较容易保证良好的工作条件。图5是制作110~220 kV的EMJ和EMT的工作棚。尺寸为长3.5m、宽1.9 m、高1.96 m,并可根据现场情况调节高度和宽度。净化级别:静态10 000~100 000级(美国联邦标准209E);平均风速:0.45 m/s±20%(可调);噪音:≤65 dB。
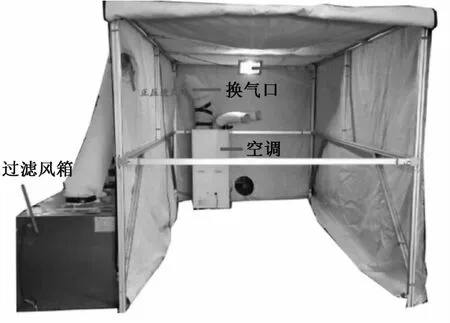
图5 220 kV现场工作棚
EMJ和EMT的安装工艺是在现场进行的,整个工艺流程,包括导体连接、导体屏蔽恢复、绝缘处理、外屏蔽恢复和外保护层安装等工序示于图6。其中绝缘和屏蔽的模注工艺流程如图7所示。图8是模注设备的原理图。全部工艺参数,包括注料量、注料温度、真空度、注料压力和交联温度等全过程用计算机控制。
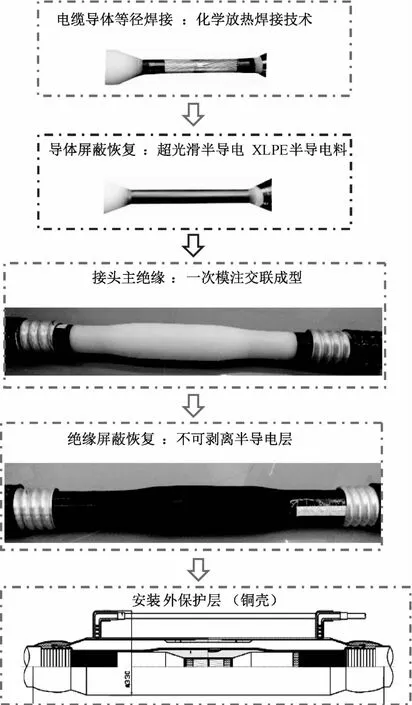
图6 220 kV模注型接头工艺流程
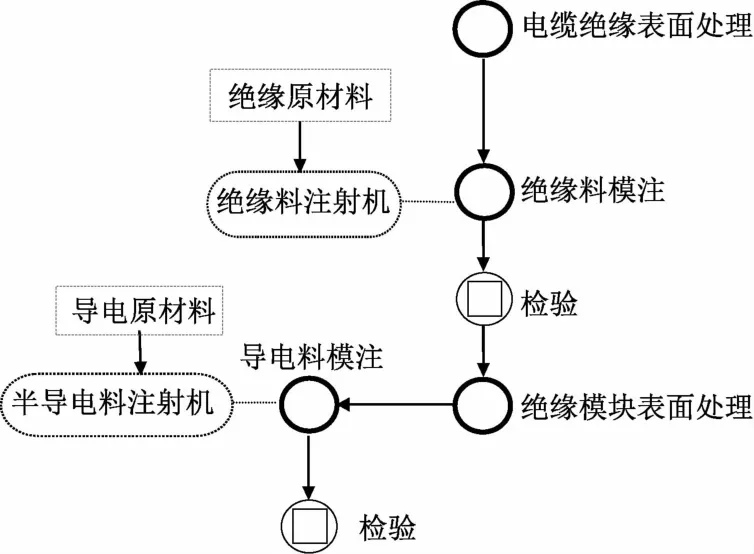
图7 模注工艺流程
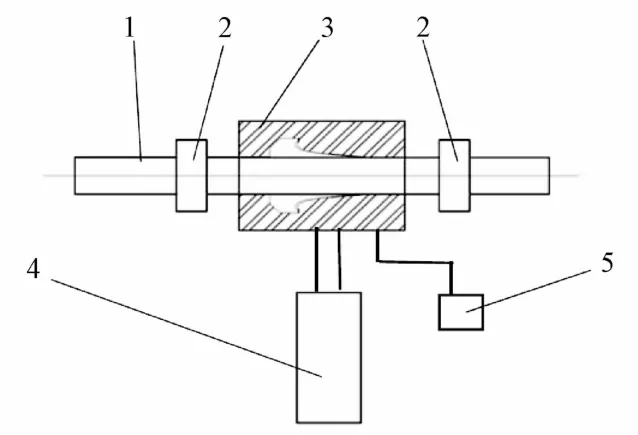
图8 模注设备的原理图1—电缆绝缘 2—加热器 3—真空/应力成型模具4—数控注射机 5—真空/压力泵
3 高压模注型附件在我国的应用
模注型电缆附件在我国起步时间较晚,目前仅有少数的电缆附件制造厂商拥有它的制造和安装技术。因此,模注型电缆附件在我国高压电缆线路中使用的比例是不高的。然而,由于它的结构尺寸紧凑、电气可靠性高、老化性能优异和容易满足一些特殊的机械要求(例如柔性,可以水平垂直和任何角度安装),已获得越来越多的电力用户认可,使用量也在与日俱增。截至2014年底已有全国16个省市的电力部门投运了800余套,包括交流220 kV电缆线路和直流±200 kV直流输电工程。
在我国,模注型电缆附件主要应用在以下这些领域。
3.1大城市中心地区的地下管道密集场所
这种地区很难找到建造大型接头工井的场地。对于110~220 kV电压等级的接头工井,模注型接头工井的土方开挖量仅是预制型接头工井的1/4左右,提供有利的使用条件。图9显示广东某城市模注型接头在狭小工井内的布置。

图9 模注型接头在狭小工井内的布置
3.2电缆故障修理
电缆发生绝缘击穿故障后,通常处理的办法是先截去故障点周围的电缆(一般4~6 m),然后用两个接头将一段(一般15~30 m)完好的电缆接上。土方开挖、材料准备和附件安装会消耗大量人工和时间,需要较长时间(10~15天)才能恢复供电。
我国江西省某110 kV电缆工程,一相630 mm2电缆发生单相击穿故障。图10左下方圆圈标注的是该修理接头的位置。故障点位于距离地面20 m高度的终端尾管附近。使用模注型接头技术,仅需剥去击穿通道附近的电缆绝缘和屏蔽层,模注新的绝缘和屏蔽,很快恢复了电缆结构。不到24小时,线路恢复了供电,迄今已经安全、稳定地运行了近3年时间。

图10 江西某110 kV电缆工程用模注型接头快速修复终端下部电缆绝缘击穿故障
3.3海底电缆软接头
海底电缆必须按工程需要长度生产、交货。由于海缆制造厂设备条件的限制,单根长度往往满足不了工程要求,需要用接头在厂内将电缆连接到所需要的长度。预制型接头,由于它的刚性和结构尺寸比被连接的电缆大得多,不可能被选用。模注型接头的结构尺寸与电缆本体相同或者略大,它必须具备与被连接电缆相同的电气性能及机械性能,可以与电缆一样能承受拉、扭和弯曲等各种机械应力的作用,是海底电缆软接头的最佳选择[10]。我国近期高压、大长度海底XLPE绝缘电缆的软接头几乎全部采用模注型接头。
3.4直流电缆附件
如上所述,预制型附件的绝缘是由橡胶应力锥和电缆XLPE绝缘组成的复合绝缘,在直流电压下,电缆绝缘层与附件增强绝缘层交界面上积聚的空间电荷会导致局部电场产生严重畸变,容易发生击穿。因此,开发预制型直流电缆附件的难度很高。模注型电缆附件的应力锥和增强绝缘层采用与电缆绝缘层相同的XLPE料模注成型,使附件增强绝缘层与电缆绝缘层交界面融成一体,消除界面,从根本上改善了直流电缆附件绝缘中的空间电荷积聚情况,是制作直流电缆附件的良好方案[11]。
2014年,我国已经成功地开发了±200 kV直流模注型电缆附件(终端和接头),在国家电线电缆质量监督检验中心,按照国际大电网会议CIGRE TB496 WG21-01的推荐方法,通过了±200 kV直流电缆附件全部型式实验项目。同年,有6套± 200 kV直流电缆接头投入国家电网舟山直流海底电缆示范工程使用。
4 结束语
单一的预制型电缆附件产品已经难以覆盖全部电缆工程的需要。
国外已经成熟和普遍使用并有良好运行业绩的高压模注型电缆附件具有结构稳定、尺寸小、电气可靠性高和接近电缆本体的机械性能。我国已经完成拥有自主知识产权的10~220 kV电压等级的全部模注型接头和模注型终端的开发。迄今的运行经验表明这是一个能与预制型电缆附件相辅相成的电缆附件,在城市电网建设、电缆故障修理、海缆工程和直流输电等领域它将获得越来越广泛的使用。
[1] 王佩龙,车念坚.高压交联电力电缆附件选型的若干问题[J].电力设备,2004,5(8):1-8.
[2] 周远翔,赵健康,刘 睿,等.高压/超高压电力电缆关键技术分析及展望[J]高电压技术,2014,40(9):2593-2612.
[3] 王佩龙.高压电缆附件的电场及界面压力设计[J].电线电缆,2011(5):1-4.
[4] 应启良.我国电力电缆技术引进及面向21世纪技术发展的期望[J].电线电缆,1999(1):2-12.
[5] Thue William A.Electrical power cable engineering[M].3rded.Florida,USA:The Chemical Rubber Company Press,2011.
[6] Atsuhi Toya,Masaki Shimazua,Shinji Umeda Satoshi Nishikawa. Recent technologies of joints for HV and EHV XLPE cables in Japan[J].IEEJ Trans,2007(2):523-530.
[7] 夏云杰.交联聚乙烯绝缘电缆主体终端模注应力控制模块[P].中国专利:ZL.2013.2 0549923.3,2014-03-05.
[8] 夏云杰.现场交联聚乙烯熔接电缆接头工艺方法[P].中国专利:CN1667897A,2005-09-14.
[9] 夏云杰.66 kV~500 kV交联聚乙烯绝缘电缆中间接头熔接制作工艺[P].中国专利:CN11947992A,2006-07-26.
[10] 王佩龙.国外大长度海底电力电缆发展动态[J].电线电缆,1980(5):10-15.
[11] 钟海杰,王佩龙,王锦明,等.抑制界面空间电荷的直流电缆附件的设计[J].高电压技术,2015(41)4:1-7.
Development and Application of HV Extrusion Molded Type XLPE Cable Accessories in China
ZHONG Hai-jie,WANG Pei-long,XIA Yun-jie
(Chang Yuan Group Electric Co.,Ltd.,Zhuhai519085,China)
Based on the review for development and application of high voltage extrusion molded type cable accessories in China and referred operating experience abroad,this paper put forward that the only type of prefabricated cable accessories products has been getting difficult to cover all cable engineering requirements.To develop EM type cable accessories supplement is necessary and feasible.And with the development of the 220 kV EM type cable accessories,as an example,this paper introduces the design important points and the key factors affecting product electrical performance and quality for EM type cable accessories as well.
XLPE;cable;extrusion-molded type cable accessories;prefabricated type cable accessories;joint;termination
TM203
A
1672-6901(2015)06-0006-06
2015-04-27
钟海杰(1967-),男,硕士,高级工程师,总经理.
作者地址:广东珠海市金峰路89号[519085].
猜你喜欢
自动化技术与应用(2022年9期)2022-09-29 00:55:46
好日子(2022年3期)2022-06-01 06:22:10
全面腐蚀控制(2021年7期)2021-10-28 06:34:04
电线电缆(2021年1期)2021-03-29 02:26:38
意林·少年版(2020年23期)2020-01-15 03:27:51
中国特种设备安全(2019年8期)2019-10-14 00:32:38
电线电缆(2017年5期)2017-10-18 00:52:09
电线电缆(2017年5期)2017-10-18 00:52:04
轻兵器(2017年3期)2017-03-13 19:15:42
世界宪法评论(2016年0期)2016-12-06 08:51:48
