针对胎面复合件传递问题的成型机改造
2015-08-16 09:02王姬姬邓德
橡塑技术与装备 2015年11期
王姬姬,邓德
(贵州轮胎有限公司,贵州 贵阳 550008)
针对胎面复合件传递问题的成型机改造
Transformation of transfer problem of tread compound for building machine
王姬姬,邓德
(贵州轮胎有限公司,贵州 贵阳 550008)

成型机经常进行胎面规格花纹的更换,由于胎面的厚度、宽窄的不一致,导致胎面传递环在锁紧胎面时张紧程度有差异。这样胎面在传递过程中就会出现锁紧不够或者锁紧强度过大导致胎面变形和胎面传递偏歪,严重影响胎胚的质量。怎么样才能很方便地解决如上的问题,这里提供的方法希望能给大家一个参考。实践已经证明,通过我们的改造,效果是非常明显的。
胎面传递偏歪;锁紧装置;延时控制
1 问题的提出
在市场竞争激烈的今天,每一个企业都在追求自我的创新。在轮胎行业,增加轮胎的品种规格种类,提高轮胎的质量是企业赖以生存的主要手段。随着规格品种的增多,设备往往不能满足现实的需要,要进行各种改造才能满足于生产。我们用的成型机设备普遍有这样一个特点:胎面传递环靠一个大气缸伸缩来驱动连接到汽缸上的圆周形瓦块来夹紧胎面传递。锁紧与解锁位置分别靠气缸上的磁性开关来检测。成型机在进行胎面花纹的规格更换时,因胎面的厚度不一致,导致胎面夹持环锁紧胎面复合件时锁紧不能到位。此时,必须要求维修人员调整胎面传递环锁紧磁性开关,这样从操作人员报修到维修人员调整好得花一定的时间,这就严重影响了生产的效率。据以前的统计,从报修到磁性开关完全调整好,一般每次花费时间在20 min左右,因为每次调整,开关的位置不一定刚好合适,还得进行微调。以一个班8 h内更换胎面规格4次计算,就得花费80 min左右。每生产一条轮胎耗时5 min计算,该时间内可以增加产量16条。同时,在调整过程中,不能排除因磁性开关未调整好,导致胎面传递偏歪,继而产生因胎面偏歪导致的胎坯胎里不平、露陷等质量问题。或者操作人员自行进行磁性开关的调整,因为他们没有调整磁性开关的工具,经常造成磁性开关损坏,增加维修的费用。这里也有数据说明,以前我们在胎面环锁紧装置位置的磁性开关损坏频率在3周2个左右,以每个磁性开关500元计算,一个月在每台成型机的成本就是1 500元左右。因此,针对以上的问题,对胎面传递环胎面锁紧装置的改造是刻不容缓了。
2 实施方案
(1)要解决更换规格频繁导致胎面传递偏歪问题,关键在于能否解决气缸上锁紧磁性开关调整难的问题。初步的思路是取消该位置的磁性开关,但是该磁性开关为胎面锁紧到位的检测点,缺一不可的。我们知道PLC程序中输出条件不仅包括外部的输入点,还包括过程输入点,能不能把锁紧位磁性开关这个外部输入点用一过程输入点来代替。我们想到了用PLC程序中的时间继电器点来代替。时间继电器的好处使胎面锁紧时更加充分,使胎面完全达到锁紧的效果。
实施更改调试程序:更改程序前提准备工作,了解锁紧胎面的条件以及与其他步骤或动作的关联影响,找出锁紧位磁性开关对应的数据块点。用时间继电器代替该点,取该时间继电器输出信号作为胎面环瓦块锁紧条件。我们需要用的必须是延时的时间继电器,其功能图如图1所示。
其时序如图2所示。

图1 西门子PLC中延时继电器功能图
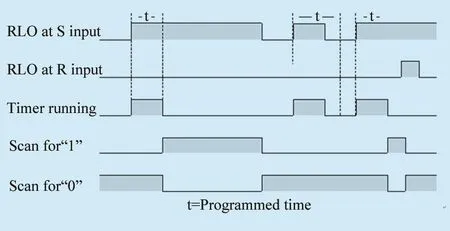
图2 西门子PLC中延时继电器时序图
当S端信号为1时,在设定时间TV内,Q端延时TV秒通,在这设定TV时间内刚好用于胎面环锁紧动作的执行时间,使其充分锁紧胎面。当TV时间到,表示胎面锁紧到位,PLC程序执行下一步动作。
(2)根据现场调试结果,把延时电器TV时间预设为3 s可以使胎面夹持瓦块锁紧充分。当夹持动作信号激活时。瓦块夹持开始动作,直到3 s时间结束表示已经夹持到位(即相当于以前锁紧磁性开关到位)。此时间内瓦块夹持胎面已经充分,不会产生胎面偏歪的情况。已经完成调试,效果很好。
(3)安装胎面环锁紧机械定位块
考虑到取消锁紧磁性开关后,瓦块向下动作将不再有向下的极限。在动作3 s的时间内要求保证瓦块向下不会对胎面环其他位置造成影响,因而考虑在胎面环增加机械限位块。保证瓦块向下动作时不造成胎面环的损伤。
3 改造效果
以上方案实施后可以提高因频繁更换胎面花纹造成的胎面复合件偏歪问题,提高生产质量,同时减少频繁进行磁性开关调整而造成的开关损坏,从而降低生产成本。预计提高轮胎质量1%以上,节约成本在每台每月1 500元以上(磁性开关每月平均用3个)。
4 结束语
同轮胎行业成型机设备一样,现场的设备一般不能满足生产实际的需要。只要我们能根据现实生产的需要,对设备进行一些小的改造,对于提高企业的竞争力是大有裨益的。
[1] 刘华波,何文雪,王雪. 西门子S7-300/400 PLC 编程与应用[M],北京,机械工业出版社,2009.
[2] 西门子(中国)有限公司自动化与驱动集团. 深入浅出S7-300[M],北京,北京航空航天大学出版社.
[3] 西门子(中国)有限公司自动化与驱动集团. SIMATIC STEP7 V5.4 编程手册[M].2006.
(XS-02)
TQ330.493
:1009-797X(2015)11-0045-02
BDOI:10.13520/j.cnki.rpte.2015.11.008
王姬姬(1985-),女,毕业于中北大学自动化专业,主要从事设备维护工作。
2014-09-30
猜你喜欢
设备管理与维修(2022年8期)2022-06-01
制造技术与机床(2018年9期)2018-09-19
橡塑技术与装备(2018年21期)2018-02-19
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
噪声与振动控制(2015年3期)2015-12-05
橡胶工业(2015年11期)2015-08-01
橡胶科技(2015年7期)2015-02-24
振动与冲击(2014年11期)2014-09-06