微量润滑切削系统
2015-08-15 09:42:38珠海顺益发展有限公司广东广州510600
中国设备工程 2015年11期
荣 飞(珠海顺益发展有限公司,广东 广州 510600)
・润滑与密封・
微量润滑切削系统
荣飞
(珠海顺益发展有限公司,广东广州510600)
介绍了常见微量润滑切削系统的结构和给油方式,并对不同切削液使用时的性能进行比较,为切削液的选择提供参考。
MQL;环保;外部给油;内部给油;植物油
在传统的切削加工中,切削液的负面影响已不容忽视:处理和排放易引起环境污染,切削液雾对操作工人健康构成威胁,使用成本相对昂贵……
面对企业不断降低成本、改善生产条件,以及国家绿色发展的有关要求,随着环保、节能降耗、加工精度的需求提升,微量润滑切削系统越来越受到众多专业人士的重视,绿色切削技术成为现代机械制造领域主要发展方向之一,多种绿色切削技术纷纷涌现,其中微量润滑切削技术就是一种具有极大发展潜力和广阔应用前景的绿色切削技术。
微量润滑(MINIMUMQUANTITYLUBRICATION,简称MQL)主要是将压缩空气与少量润滑油混合,雾化后形成微米级的液滴,喷射到加工区,对刀具和工件之间的加工区进行润滑(图1)。这种切削方式极大地减少了切削液的用量(仅为0.03~0.2L/h,而常规传统湿切削时的切削液用量高达20~100L/min),大大减少了环境污染,在21世纪绿色环保主题下,有着很大的发展前景。
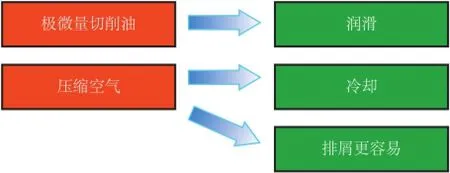
图1
一、为什么要引进微量润滑系统
1.环保的需要
目前在机械加工中普遍使用的切削液,在制造、使用、处理和排放的各个时期均会对环境造成严重污染,甚至对人体健康有伤害。1996年,国际标准化协会颁布了关于环境管理的ISO14000系列标准,德国、美国、加拿大和日本等国家也相继制定出更加严格的工业排放标准,进一步限制了切削液的使用。特别是对于饮用水大多取自地下水的欧洲来说,切削油废液的排放,就直接影响饮用水的污染。
2.节能降耗的需要
所有与切削油废液处理有关的成本费用都在上升。据说在德国与切削油有关连的费用已上升至生产加工费用的15%~30%,如图2所示。

图2
3.机械加工的需要
在对钛合金、淬硬钢、高温合金和不锈钢等材料的切削加工应用中,与使用干式切削和湿法切削相比,MQL表现出了良好的切削性能,正确合理地使用MQL能有效提高刀具耐用度,改善工件已加工表面质量。高速切削是高性能加工的一种主要工艺技术,已经广泛应用于航空、模具、汽车等行业。但常规加大切削液流量、降低切削温升的办法已不能达到理想的效果。为了实现高速切削,必须采用有效的冷却润滑方法,才能进一步提高加工效率。MQL切削技术在绿色切削的基础上实现了高速切削,因此得到了广泛应用。如:我国某飞机制造厂将微量切削用于其航空铝合金加工机上,效果显著。
二、MQL的结构
MQL系统结构现在比较流行的有二种给油方式——外部给油冷却及内部给油冷却,如图3所示。

图3
其中内部给油冷却又可分为轴内混合及轴外混合给油冷却,具体示例如图4所示。
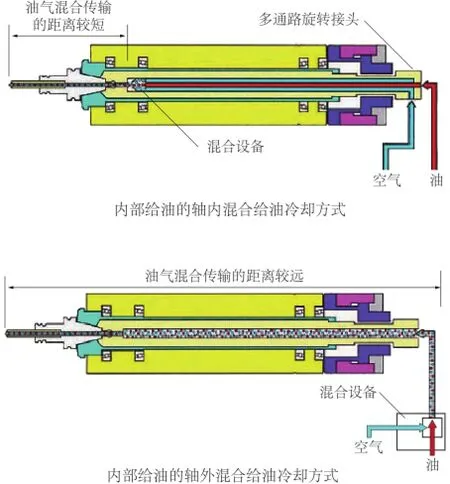
图4
外部给油及内部给油两种方式优缺点如表1所示。

表1
三、MQL切削液的选择
MQL切削技术作为一种现代制造模式,所使用的切削液除了具有传统切削液的润滑、冷却、防锈、清洗等功能以外,还应具有无毒、不伤害操作者、不污染环境、不易腐败变质等性能,具体体现在可生物降解性、氧化安定性、储存稳定性、切削润滑性等方面。选取目前市场上最常用的3种成份的MQL切削液(合成酯、植物油、聚乙二醇)做比较。经多次实验研究,得出数据如图5所示(生物降解百分率的最大和最小值越高,表明生物降解性越好)。

图5
氧化安定性的测量是将20ml试样放在70℃空气中暴露168H,用碘价法对暴露前后的切削液分子量进行测量,碘价下降越少,氧化安定性越好。结果如图6所示。
储存安定性的测量是将50ml的切削液放在100ml的样品瓶中,加盖密封,在70℃空气中暴露4周,测量其黏度和酸值的变化,变化越小者,储存安定性越好。结果如图7所示。
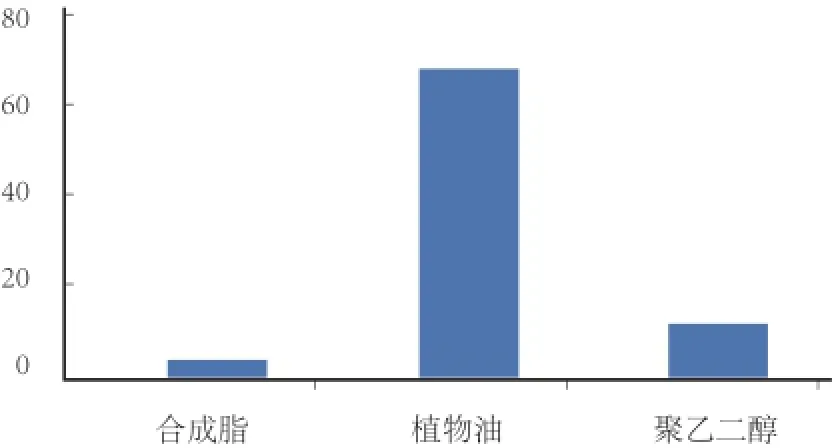
图6

图7
为研究切削液对切削效果的影响,进行如下切削试验:试验是在德国Spinnle公司的SB-CNC超精密数控机床上进行,工件为45钢和硬铝YL12,切削速度为178、269、358、448、537m/min,进给量0.03mm/ r,切削深度0.3mm,空气流量2.3m/h,空气压力0.4MPa,切削液流量6.25ml/h,喷嘴位置为主后刀面,距刀尖20mm,图8为加工的表面粗糙度值。
以上3种切削液,在我国植物油价格最低,合成酯最昂贵,聚乙二醇价格居中。总结以上试验数据,3种切削液各自评分如表2所示(以最好的计为10分,其他据测试结果差距评定分数)。
一般来说,不同场合以上各项因素的重要程度是不一样的。对于工件材料为45钢,植物油是首选切削液,合成酯为其次,聚乙二醇最后;对于工件材料为YL12,植物油为首选切削液,聚乙二醇为其次,合成酯最后。

图8

表2
四、常见的MQL切削系统
为使微量切削方法发挥更大效果,有的MQL切削系统配有专用的给油装置。利用专用的给油装置,把微量的切削油喷成油雾而涂布到刀刃上。此装置分油杯型油雾给油和外部供油装置给油两种,如图9所示。
为达最佳效果,要把切削油供给到刀刃处,内部给油是最好的方法。对于外部给油装置。有的切削油

图9
还专门开发了油雾增压器。可通过利用油雾增压器来供应微量切削油。此油雾增压器产生出微粒子的油雾,几乎不会粘附到配管内,而且可以对高速主轴(转速可达20000r/min甚至更高)进行油雾给油,回应时间完全与空气的到达相同,对于大部份的配管,油雾在1s以内就能到达刀刃处。油雾是由泵产生,所以油雾浓度和油雾量都可以控制。另外,在深孔加工方面,为了排出切屑而需要高气压空气时,使用增压器增压空气可加工比以前更深的孔。
五、结语
目前我国正在加快结构调整,致力于重点发展高端装备以及成套装备中的关键设备,加快提高技术水平和产品质量,以解决长期以来制约我国装备制造业发展的关键设备和关键部件依靠进口的问题。MQL切削加工作为绿色切削的一种,经过快速发展,技术越来越成熟,可以预见,微量润滑切削系统在机械制造特别是我国高端装备制造业的前景会越来越广阔。
[1]江苏大学.现代化切削技术之一——MQL技术[M].
[2]HORKOSCORP.ADVANCEDNEARDRYMACHINING SYSTEM[M].[3]江苏大学.MQL切削液的选择[M].

TG502.38
B
1671-0711(2015)11-0075-04
猜你喜欢
哈尔滨轴承(2021年2期)2021-08-12 06:11:08
装备制造技术(2021年4期)2021-08-05 07:40:00
冶金设备(2021年2期)2021-07-21 08:44:24
电子制作(2018年11期)2018-08-04 03:25:50
西南石油大学学报(自然科学版)(2018年2期)2018-06-26 06:19:26
设备管理与维修(2017年11期)2017-04-20 03:30:01
设备管理与维修(2015年5期)2015-01-01 02:18:04
城市建设理论研究(2014年11期)2014-04-21 00:36:00
重庆建筑(2014年2期)2014-02-07 03:19:27
设备管理与维修(2013年10期)2013-08-25 01:40:48