FANUC系统中文报警文本的开发
2015-07-24 21:18陆齐炜
中国高新技术企业 2015年25期
陆齐炜
摘要:在FANUC系统中,其报警可分为内部报警和外部报警,由机床厂商设计的外部报警,常以英文字符串构成,对维修人员诊断故障带来了一定的困难,开发一套具有中文文本的报警信息,可方便机床操作人员与维修人员快速定位与解决机床所产生的故障。
关键词:FANUC系统;中文报警;外部报警;信息显示功能;信息数据表;十六进制转码 文献标识码:A
中图分类号:TP306 文章编号:1009-2374(2015)24-0009-02 DOI:10.13535/j.cnki.11-4406/n.2015.24.005
数控机床发生故障时,绝大多数情况下数控系统能及时地显示报警号和报警信息,维修人员可依据系统画面的报警显示进行故障的维修分析及处理。在FANUC系统中,由机床厂商设计的外部报警,常以英文字符串构成,给维修人员诊断故障带来了一定的困难,开发一套具有中文文本的报警信息,可方便机床操作人员与维修人员快速定位与解决机床所产生的故障。
1 FANUC数控系统报警的分类
根据报警显示形式的不同,FS-0iD可分为内部报警和外部报警。
1.1 内部报警
内部报警主要是由FANUC系统根据它所控制的对象,如系统本体、伺服放大器、主轴放大器、机床操作、编程循环等运行状态来产生对应的报警文本,系统上绝大部分的报警都属于此类情况。
FS-0iD系统的内部报警类别很多,主要以两位字母+数字+文字结合为主。对维修人员来说需要关注以下报警字母:PS(与程序操作相关的报警)、BG(与后台编辑相关的报警)、SR(与通信相关的报警)、SV(与伺服相关的报警)、OT(与超程相关的报警)、IO(与存储器文件相关的报警)、PW(请求切断电源的报警)、SP(与主轴相关的报警)、OH(硬件过热报警)、DS(其他报警)和IE(与误动作防止功能相关的
报警)。
由于内部报警功能丰富,报警数量较大,报警文字描述不够详尽,平时在使用和维修机床时,无法依靠系统画面显示的报警来解决问题,这就需要FANUC自带的维修说明书(B-64305CM)供参考,通过查阅说明书中对应的解决办法,逐一排除机床上出现的故障。
1.2 外部报警
外部报警主要是针对机床厂所设计的机床外围的运行状态和开关量来产生对应的报警,一般在PMC程序编辑与I/O连接时出现。
外部报警主要由机床生产厂家所设计,只能够用于特定的机床。由于机床报警无通用性,维修人员必须阅读机床生产厂家所提供的使用说明书来进行故障处理。
2 信息显示功能
2.1 信息显示请求地址
在FANUC PMC(Programmable Machine Controller)程序中,信息显示请求位共2000位(A0.0~A249.7),每一位都对应一条信息。在PMC程序运行中,当信息请求位输出为1,系统画面即会显示对应的文本信息;当信息请求位输出为0,则会清除对应的显示信息。
2.2 信息数据表
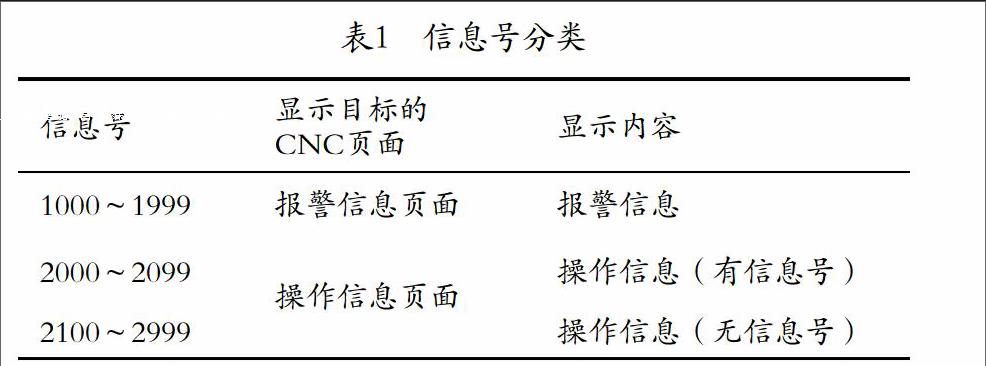
每一位信息请求地址都会有专门的信息数据表与之对应,信息数据表的内容包括信息号和信息数据两部分。在FANUC系统中,信息号有特定的分类,见表1:
当出现1000~1999信息时,会跳转至报警界面并显示报警信息,同时中断机床的工作;而出现2000号以后的信息时,只在操作界面中显示,并不会中断机床的工作状态。
2.3 信息显示功能指令
外部报警的实现需要PMC程序中编制信息显示指令DISPB(SUB41),该指令用于系统显示装置(CRT或LCD)上显示外部信息,机床制造商根据机床的具体工作情况编制机床报警号及显示信息。
当ACT=0时,系统不进行任何信息的显示;当ACT=1时,根据各显示信息请求地址位的状态,显示信息数据表中设定的信息,每条最多为255个字符。
3 中文报警文本的编制
3.1 编制信息显示功能指令
利用FANUC LADDER V6.3软件,在PMC程序中编写显示功能指令。触发信号为R9091.1(默认信号恒1),显示功能始终生效,设定信息数为1000。
3.2 制定信息显示请求地址
在LADDER软件的Message选项中,确定信息显示请求地址,如A0.0~A2.3,使用20个信息地址,并在PMC程序中编制所有请求地址的触发条件。
3.3 编制中文报警文本
Message选项中,依据显示请求地址,在对应的信息数据表中输入信息号与信息文本。而对于FANUC系统,无法在信息文本中直接输入中文,需要有特定的输入格式与中文转码,才能在报警界面上实现中文文本的显示。
中文报警文本的编制需要由以下几个步骤来实现:
第一步:信息数据表中以信息号开头如“1000”,在输入中文转码前需添加@04作为首代码,而中文转码输入完毕后需添加01@作为结束代码,否则即使输入了正确的中文转码也无法实现中文报警。
第二步:中文汉字的转码可以使用十六进制的编码方式,也可以查找FANUC提供的中文编码表。比如“紧急停止”的中文转码为“BDF4BCB1CDA3D6B9”,其实每个中文汉字对应的是四位十六进制码,“紧”对应的是“BDF4”,“急”对应的是“BCB1”,“停”对应的是“CDA3”,“止”对应的是“D6B9”。
第三步:在信息数据表中输入的完整格式为“1000@04BDF4BCB1CDA3D6B901@”。
而对于特殊格式的,比如报警文本中带字母、字符、或者字母字符交叉的形式,是不能够直接转换的,因为字母的编码放到系统上不识别,需要特殊处理。
情况一:“S代码错误”的中文文本编制需要将“T”字符放在固定格式的外面,输入内容为:“1011 S@04B4FAC2EBB4EDCEF301@”。
情况二:“同时按下5/6按键”的中文文本编制需要将中文“同时按下”与中文“按键”分两次转码,“同时按下”转码为“@04CDACCAB1B0B4CFC201@”,“按键”转码为“@04B0B4BCFC01@”。 “5/6”字符串需单独放在两个转码中间,而不能放在一个转码内。特殊处理后输入内容为“2044@04CDACCAB1B0B4CFC201@5/6@04B0B4BCFC01@”。
最后将信息数据表与PMC程序一起存储到系统的FLASH ROM中,进行报警功能的调试,如有转码错误,也可以直接在系统画面下直接进行修改与保存。
4 结语
对于机床操作者、培训学员以及维修人员来说,内部报警都可以通过资料查询来获许所需的报警信息,而外部报警却无从下手。现在编制出一套完整的中文报警文本,同时可在报警号后增加解决措施,就能快速准确地排除常见故障。
参考文献
[1] 龚仲华.FANUC-0iC数控系统完全应用手册[M].北京:人民邮电出版社,2009.
[2] 李宏胜,朱强,曹锦江.FANUC数控系统维护与维修[M].北京:高等教育出版社,2011.
[3] 刘江,卢鹏程,许朝山.FANUC数控系统PMC编程[M].北京:高等教育出版社,2011.
(责任编辑:周 琼)
猜你喜欢
中国设备工程(2022年12期)2022-07-11
缔客世界(2020年1期)2020-12-12
制造技术与机床(2019年2期)2019-03-06
铁道通信信号(2018年10期)2018-12-06
山东农业工程学院学报(2018年9期)2018-10-12
传播力研究(2018年7期)2018-05-10
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
计算机工程(2015年8期)2015-12-02
中国石油企业(2014年4期)2014-11-30