
温湿度分控在卷烟厂空调系统的节能应用
2015-07-20 11:53徐明胡剑波
建筑热能通风空调 2015年2期
徐明 胡剑波
浙江中烟工业有限责任公司宁波卷烟厂
温湿度分控在卷烟厂空调系统的节能应用
徐明 胡剑波
浙江中烟工业有限责任公司宁波卷烟厂
针对宁波卷烟厂嘴棒成型车间传统热湿联合处理空调系统存在的问题,采用新型温湿分控空调系统对其进行节能改造,并提出最佳新风量控制及新风冷凝节能技术等理念。通过对改造后项目的实际测量和经济分析,该改造项目在制冷季节可以实现节能达到30%的改造目标,对相应沿海工业企业具有较大的推广价值。
卷烟厂 节能改造 温湿分控 新风除湿
0 引言
随着能源形势的严峻,烟草行业对能源消耗的标准也逐步提高。在烟厂总能耗中,空调系统能耗不容忽视[1]。以2012年宁波卷烟厂能源消耗为例,空调系统全年耗电量占比达27%,耗蒸汽量占比高达63%,而在夏季高温季节,综合能耗比例达到近50%。降低空调系统能耗特别是夏季能耗,对实现卷烟厂节能减排的总体目标具有重要意义。
南部沿海地区空气湿度大,特别在夏季高温高湿的梅雨季节,而烟厂嘴棒成型生产区域又存在散热量大、排风量大、散湿量小等一系列特点,使得传统的热湿联合处理方式存在其不合理性[2]。目前在国内推出的新型节能空调系统——基于双温冷源的温湿分控空调系统[3~4],可使制冷空调系统整体节能25%~30%,并已成功应用于医院手术部及制药、电子等行业,取得40%以上的节能效果。通过双温空调系统对现有空调系统进行改造,是嘴棒成型生产区域空调节能技术改造的新思路。但是由于不同地区、不同区域的气候和环境条件差异较大,新风的最佳高效控制、温湿度独立控制系统的节能效果与运行成本都存在着较大差别,本项目针对沿海地区的烟厂嘴棒生产区域,在这一特定环境条件下,分析温湿度独立控制系统在这一区域的运行性能及节能运行模式和效果,并确定新风的最佳控制点,为该空调系统在该地区、区域应用提供理论支持和实践经验。
1 改造方案
由于滤棒成型发热量较大,系统设置有专门的排热装置,该区域空调系统必须相应加大新风比例以维持区域空调的风量平衡,而加大新风比例势必会加重系统的除湿负荷。目前普遍采用冷却冷凝除湿的方式,即将空调系统的冷冻水降到7℃左右低温。这一方面限制了制冷机组能效COP的进一步提高,另一方面,在冷却除湿过程中,占总负荷约2/3的显热负荷用低温冷冻水带走,造成高品位能源的浪费。同时,系统中经过冷凝除湿后的空气,虽然湿度满足要求,但仍存在送风温差太大、温度过低、区域温度不均匀、结水严重等问题,为达到工艺要求,必须将温度过低的空气进行再热后送入空调区域,进一步加剧了能源的浪费。因此,现有空调系统的热湿联合处理方式存在很大的节能改造潜力。
针对现有系统存在的问题,提出以下改造思路:对新风和回风进行独立控制,减少新风带来的热湿负荷;新风尽量采用低温除湿,原空调箱末端中的表冷器尽量采用温度相对较高冷冻水,以提高中央制冷机的制冷效率,并确定最佳新风配比。
1.1 系统改造方案
空调系统改造方案如图1所示,采用基于现有冷源的新风温湿分控制空调系统,对现有冷水系统及表冷器进行改造,在空调机组中增加除湿盘管或在现有新风管道上增设新风除湿功能段,并把冷凝下来的冷凝水利用其自身重力进行喷洒至新风入口,喷洒的冷凝水再一次同新风进行热交换,充分利用其冷量。如图2所示,经表冷盘管1所产生的冷凝水通过2、3、4、5喷洒形成细小颗粒与新风气流混合,从而把冷凝水的冷量释放降低新风气流的温度。再经过挡水器7把混合在气流中的水分分离达到节能减排的目的,分离出来的水分再经过排水口排至地沟。

图1 空调机组功能段改造示意图
在改造后的系统中,新风处理段或新风处理柜按系统最小新风量设计,不另增设风机;新风段冷水盘管的设计能力,应可承担全部新风负荷及全部室内湿负荷。空调机组完全按原来的单风机方案设置,各功能段均不变;空调机组内的冷水盘管只承担降温功能,其设计进风工况为经过除湿处理后的新风与室内回风的混风状态,其出风工况为该系统的设计送风工况。改造后的温湿分控空调方案的处理流程及系统改造前后的空气处理过程分别如图3、4所示。

图2 空调新风系统改造示意图
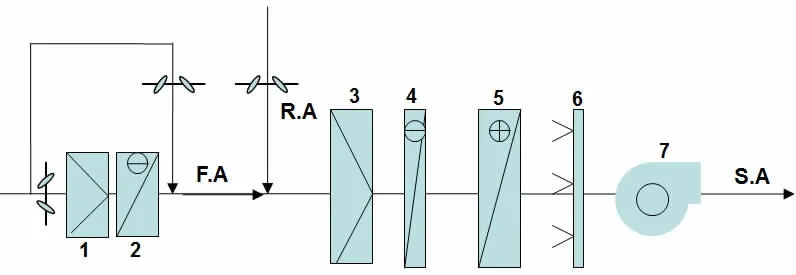
图3 温湿分控空调系统的空气处理流程
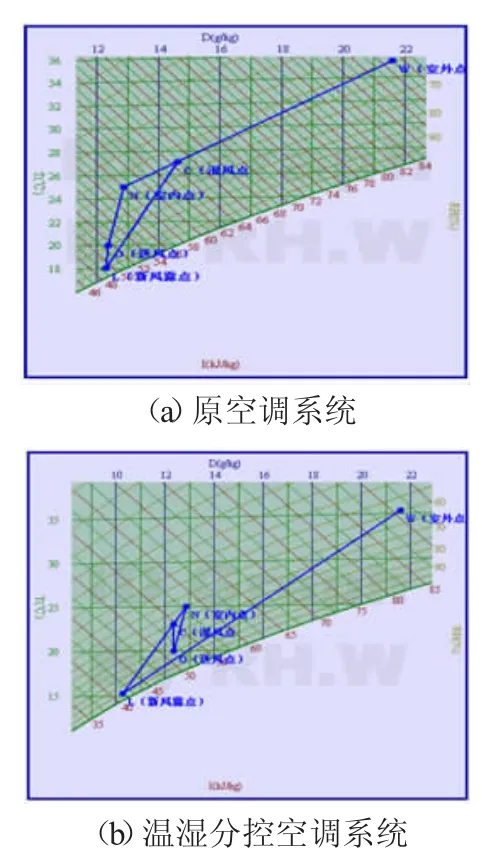
图4 系统改造前后的夏季空气处理过程
在过渡季及冬季,通过旁通风阀切换,新风可直接进入机组,不再经过新风段内的冷水盘管;改造完成后,空调机组内现有表冷器只作降温用,不再承担除湿功能,空调系统夏季不需要再热投入。与改造前相比,系统在节省100%再热能耗的同时,在设计工况下还可以节省接近30%的耗冷量。
该节能改造方案不仅可以彻底解决夏季冷热相抵的不合理现象,大量节省夏季再热量和制冷量,还可以利用新风冷凝下来的冷凝水对新风进行预冷,进一步降低冷冻水消耗。同时,该方案能够实现温湿度的完全独立控制,使得控制逻辑更为简单,控制精度大为提高。该方案需要对现有空调自动控制系统进行相应的调整,但不需要增加控制点数,不需要更换控制器。在自控系统配合下,改造后的空调系统可以采用变水温运行,使冷源制冷效率提高15%左右。由于改造过程不影响过渡季变新风或全新风运行,不需要对空调机组和空调机房以外的设备及设施作任何改动,因此可将整个工程化整为零分步进行,不必要因大规模改造影响生产,具有实际可行性。
1.2 最佳新风量的确定
在夏季高温高湿季节,对嘴棒成型生产区域,由于其相邻区域的湿度控制值相对较高,在其与相邻空调区域接壤的部分会有水分渗入,进而影响该生产区域的空气湿度。若采用热湿联合处理空调系统,只要满足最小新风量(实际运行中新风量为10%,即2.4 m3/h左右)则其相邻空调区域的影响就可以被消除,使得该区域保持在一定温、湿度控制范围内。若采用新风湿度的独立控制,单独采取最小新风量进行控制就会由于除湿量不足而造成湿度控制超差,失去温湿独立控制的目的,反之若无限制地提高新风量则会造成能源过度浪费,因而提出最佳新风量的概念。
宁波卷烟厂嘴棒生产区域有2台空调处理机,单机处理风量为12.06万m3/h,工艺排风量为2万m3/h。该区域与其它区域接壤的面积共计83m2,其中与辅料进口处接壤部分为21.8m2,与卷接车间的通道接壤部分为31.8m2,与封箱及卷接车间接壤部分为22.3m2,与烟箱输送出口接壤部分为7.1m2。为防止其它区域的湿度渗透到嘴棒生产区域,设计该空调区域为正压。一般空调正压值为5Pa,按风速=4.04×动压1/2计算此时的向外排风风速在2.8 m/s左右,新风量大大超过预计,为此不断调整新风量来测算向外排风速度,在向外排风速度控制在2.2~3.2m/min时,最佳新风量为3.1~3.6万m3/h就能满足要求。即向外排风量为:单位面积×排风速度=单位时间的排风量,由此计算得:83m2×2.2~3.2m/min×60min/h=10956~15936m3/h≈1.1~1.6m3/h。
工艺排风量为 2万 m3/h,则实际排风量为1.1~1.6m3/h+2万m3/h=3.1~3.6m3/h。
在实际运行测试中,取最佳新风量为每台1.8万m3/h,两台共计3.6万m3/h。
2 技术经济分析
2.1 夏季运行费用分析
以嘴棒成型区域一个设计总送风量为12万m3/h,总新风量为3万m3/h的空调系统为例,对两种方案的夏季工况耗能情况进行对比分析,如表1。

表1 两种方案夏季工况耗能情况对比
从表1数据可知,采用温湿分控方案可节省夏季运行费用28.97万元,具有显著的经济效果。
2.2 改造成本分析
改造一台单机风量为12万m3/h的嘴棒成型区域空调,其成本分析如表2所示。
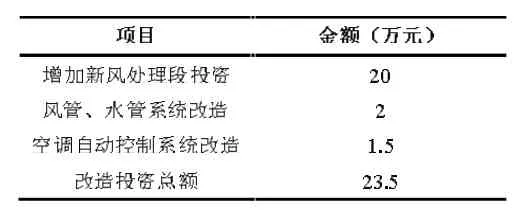
表2 单台空调改造成本
根据表2分析,该项目投资回收期不用一个夏季就能收回全部投资,经济效益非常可观。
2.3 节能效果统计
记录设备改造后的机组能耗的实测验证综合三天的测试数据,节能效果统计如表3。

表3 节能效果统计
依据表3数据分析,常规温湿联控模式时总能耗为627kW,温湿分控模式时总能耗为394kW,节能效果为37.1%。
2.4 社会效益分析
改造嘴棒成型区域的2台单机处理风量为12万m3/h的空调处理设备可得到的社会效益如表4所示。
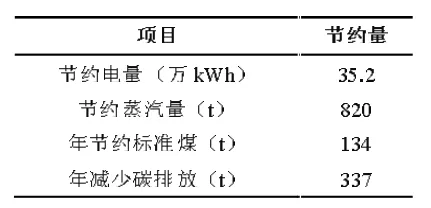
表4 社会效益统计
根据表4数据可知,项目实施后,各项指标节约效果明显,为节能减排起到示范带头作用,社会效益十分显著。
3 结论
该改造项目有效降低了嘴棒成型区域空调系统的能源消耗,实现制冷季节平均节能达到30%的改造目标,对实现企业节能减排目标,减少碳排放具有重要意义。该改造方案可直接投用于沿海烟厂的嘴棒成型区域空调领域,对具有高温、高湿环境条件、有排风要求的、有严格的温湿度要求的沿海工业企业的空调节能具有较大的推广价值,对具体行业需要进行温、湿度控制的中央空调企业也具有一定参考应用和借鉴意义。
[1]张小芬,宋高举,李先庭,等.卷烟厂空调系统全年负荷特性与理想热湿处理系统分析[J].建筑科学,2012,(4):69-73
[2]张小芬,郜义军,李先庭,等.卷烟厂空调系统及节能研究现状[J].暖通空调,2011,41(11):107-110
[3]同方人工环境有限公司.双冷源温湿分控节能空调系统[J].建筑科学,2010,(10):362-364
[4]刘晓华,江亿.温湿度独立控制空调系统[M].北京:中国建筑工业出版社,2005
Ene rgy Sa ving Applic a tion of Inde pe nde ntTe m pe ra ture a nd Hum idity Control Te c hnology Applie d in Toba c c o HVAC Sys te m
XU Ming,HU Jian-bo
Ningbo Cigarette Factory of China Tobacco Zhejiang Industrial Co.,Ltd.
Based on the problems existing in the dependent temperature and humidity control air-conditioning system used in the tip forming workshop in Ningbo Cigarette Factory,a novel independent temperature and humidity control air-conditioning system was used as energy saving technology,and the ideas of optimum fresh air quantity and fresh air condensation energy-saving technology were proposed.According to the measurement and analysis of the improved system,the aim of the reforming project that the energy saving up to 30%can be achieved.This reforming project has promoting values for coastal industrial factories.
cigarette factory,energy saving reformation,independent temperature and humidity control,fresh air dehumidify
1003-0344(2015)02-087-4
2014-2-1
徐明(1960~),男,大学,工程师;浙江省宁波市曙光路109号宁波卷烟厂工装科(315040);0574-87056842;E-mail:twtming@163.com
猜你喜欢
煤气与热力(2022年4期)2022-05-23
房地产导刊(2021年11期)2021-11-27
阅读与作文(英语高中版)(2021年3期)2021-04-19
北方建筑(2021年1期)2021-04-03
制冷(2019年3期)2019-10-12
城市轨道交通研究(2019年7期)2019-08-15
美术界(2018年10期)2018-11-15
科技创新与应用(2017年6期)2017-03-23
幼儿教育·父母孩子版(2016年7期)2017-02-16
幼儿教育·父母孩子版(2016年7期)2017-02-16
