
Heat treatment optimization for tensile properties of 8011 Al/15% SiCp metal matrix composite using response surface methodology V. VEMBU*, G. GANESAN
2015-07-02 06:16:37DepartmentofManufacturingEngineeringAnnamalaiUniversityAnnamalaiNagar608002TamilnaduIndiaReceived10December2014revised23January2015acceptedMarch2015AvailableonlineMay2015
Defence Technology 2015年4期
Department of Manufacturing Engineering, Annamalai University, Annamalai Nagar, 608 002, Tamilnadu, IndiaReceived 10 December 2014; revised 23 January 2015; accepted 4 March 2015 Available online 6 May 2015
Heat treatment optimization for tensile properties of 8011 Al/15% SiCp metal matrix composite using response surface methodology V. VEMBU*, G. GANESAN
Department of Manufacturing Engineering, Annamalai University, Annamalai Nagar, 608 002, Tamilnadu, India
Received 10 December 2014; revised 23 January 2015; accepted 4 March 2015 Available online 6 May 2015
Abstract
In this study, a mathematical model was developed to optimize the heat treatment process for maximum tensile strength and ductility of aluminum (8011) silicon carbide particulate composites. The process parameters are solutionizing time, aging temperature, and aging time. The experiments were performed on an universal testing machine according to centre rotatable design matrix. A mathematical model was developed with the main and interactive effects of the parameters considered. The analysis of variance technique was used to check the adequacy of the developed model. The optimum parameters were obtained for maximum tensile strength. Fractographic examination shows the cracks and dimples on the fractured surfaces of heat-treated specimen.
Copyright©2015, China Ordnance Society. Production and hosting by Elsevier B.V. All rights reserved.
Keywords:Heat treatment; Tensile property; Optimization; Metal matrix composites; Response surface methodology; ANOVA
E-mail address: vembu_vs@rediffmail.com (V. VEMBU).
Peer review under responsibility of China Ordnance Society.
http://dx.doi.org/10.1016/j.dt.2015.03.004
2214-9147/Copyright©2015, China Ordnance Society. Production and hosting by Elsevier B.V. All rights reserved.
1. Introduction
Metal matrix composites synthesized by incorporating the hard ceramic particles like silicon carbide (SiC) into the aluminum alloys achieve good mechanical properties. These composites are light weight and show good hardness property which qualifies them as structural materials especially for wear resistant and weight critical application. This motivates the researchers to investigate the aging behavior of this category of metal matrix composites [1]. The age hardening characteristics of an alloy can be generally tailored by introducing the reinforcement. Many changes may be due to manufacturing process, reaction between reinforcement and matrix, size, morphology and volume fraction reinforcement [2]. Many studies have been carried out to develop the improved aluminum-based composites with the aim of achieving better mechanical properties. In general, many techniques have been developed to fabricate the SiC particle reinforced aluminum alloy composite, including casting, powder metallurgy, pressure infiltration and spray deposition methods. Among all the fabrication methods, the stir casting technique is attractive due to its uniform distribution of reinforcement,flexibility and mass production [3]. These composites play a vital role in the engineering applications like aerospace, military, and civil manufacturing industry. Skibo et al. [4] studied the age hardening behavior of a 30 wt% SiCp/ Al composite and found that the aging response was very rapid, in that order only 1 h aging at 120°C, peak tensile strength of 45% and peak hardness of 69% were attained, compared to Al alloy. Das et al. [5] discussed no difference in the aging response of as-cast without reinforcement of Al(6061) and 10 and 20 wt% of SiC reinforced 6061 Al composites in their studies of strength and elongation of these materials as a function of aging time at 175°C. With extensive data available on the heat treatment of 8011 Al alloys with conventional alloying elements, no much has beendocumented on the age hardening characteristics of this alloy, particularly with silicon carbide reinforcement. Hence, the need for research on this area is justified. The aim of the present research is to study the aging hardening characteristics of 15% SiCp/8011 Al particulate composites.
Table 1Process parameters and their levels.
2. Experimental procedure
8011 aluminium alloy and 15%SiC particles were used as the metal matrix and the reinforcer, respectively. The composites were manufactured through stir casting under argon atmosphere. The melt was cast into a permanent die, and an ingot with 35 mm in diameter and 70 mm in height was prepared after the feeder head was removed. The cylindrical rod was machined into a 30 mm diameter specimen, and then it was hot-extruded into a 16 mm diameter rod in four stages. The forming process was performed at 500°C. During the extrusion process the punch speed was 0.01 m/s and the graphite lubricant was used. The extruded rod was heat-treated in a solution for 3 h at 530°C followed by cold water quenching to room temperature. The rod was artificially aged in the range from 130°C-210°C for 1-9 h. The tensile test specimens were arranged as per the ASTM-E8M standard. The length and diameter of the gage were 45 mm and 9 mm, respectively. Tensile tests were conducted using a universal testing machine. The hardness measurements were performed by using a microhardness tester with a constant load of 500 kgf. The hardness values were averaged over three measurements taken at different places on the cross-section. The deviation of hardness with aging time for different aging situations was investigated. The sample specimens were prepared for micro structural examinations as per the standard procedure of grinding and polishing by etching in Keller's reagent. Optical microscopy was used to estimate the distribution of SiC particles. The fracture surface of the composite was also examined by using SEM.

Table 2Mechanical properties of the 8011 Al/15% SiCp composite.
3. Response surface methodology
Response surface methodology (RSM) is an approach to determine the relationship between various process parameters with the various machining criteria and explore the effect of these process parameters on the coupled responses, i.e., tensile strength and microhardness. The equation of the second-order polynomial response surface methodology is given below

where Yuis response; xi(1,2,…,k) is the coded level of k quantitative variables;b0is the constant term, where bi, bii, and bijare the coefficients of the linear equation. The nonlinear form of Eq. (1) was converted into a linear form through the logarithmic transformation. It was used to develop response surface regression form. To create the calculation method, a software package mini Tab was used to find out the coefficients of mathematical modeling based on the response surface regression form. The level of parameter chosen for the trial was given in Table 1. Twenty experiments are carried out according to the central composite design. The experimental design matrix and results were given in Table 2.
4. Mathematical modelling
The mathematical relationship obtained for analyzing the influences of the various dominant tensile parameters on the tensile strength (TS) criteria is given byR2= 99.9%

The mathematical relationship for correlating the microhardness (Ha) and the considered process variables was obtained as follows

R2= 97.9%
4.1. Analysis of the developed mathematical models
The second-order polynomial models were developed for tensile strength and microhardness. The fit summary indicates that the quadratic form is statistically significant for analysis of tensile strength and microhardness. R value is 99.85%, which indicates that the developed regression model is adequately significant at 95% confidence limit. It provides an excellent connection among the process parameters and the response tensile strength and microhardness. An analysis of variance (ANOVA) for tensile and microhardness is presented in Tables 3 and 4. The related p value for the model is less than 0.05 (i.e. level of significance α= 0.05, or 95% confidence limit), which indicates that model can be measured statically considerable. It is clear from Table that the error between experimental value and predicted value is less than 5%. The end result proves that the solutionizing time, aging temperature and aging time have effect on the tensile strength and microhardness.

Table 3Tensile strength.
The centre line indicates the lower and upper limits of confidence intervals at 95%. Fig. 1 indicates that except one experimental value, all the values with confidence intervals of 95%. Hence the fitted values give better results for future prediction, which was confirmed by experiments. In general, the analysis of residuals in Fig. 1 do not reveal any inadequacy of the model. Moreover all the residual values fall within the control limit as well [6].
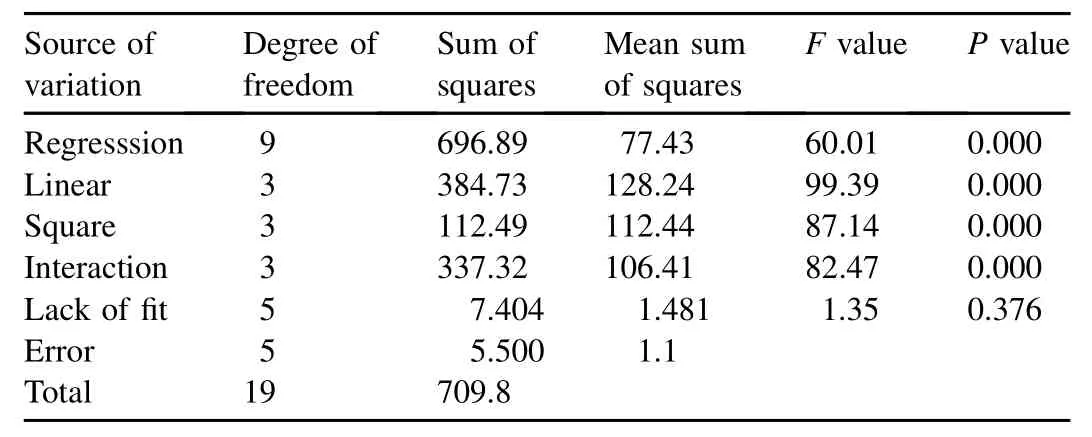
Table 4Microh‵ardness.

Fig. 1. Residual values vs.fitted values for tensile strength.
5. Results and discussion
5.1. Effect of solutionizing time
The effect of solutionizing time on the precipitation behavior of the 8011 Al/15% SiCp composite was subjected to solutionizing at 530°C over time period for 1-5 h. The temperature specimens was then lowered to room temperature by quenching in water. The specimens were tested by using microhardness tester. The test results are shown in Fig. 2. From Fig. 2 it is observed that the microhardness of the specimen subjected to 3 h solutionizing is superior than those subjected to 1 and 2 h solutionizing. It is also seen that 4 or 5 h solutionizing does not result in substantial development in the hardness compared to hardness achieved for 3 h solutionizing. Hence, 3 h solutionizing time is inferred as the most favorable time for 8011 Al/15% SiCp composites. Because the quantity of solute atoms is more, the local deformation of the lattice is larger, and hence the resistance to the moving disorder is greater. Therefore, it will raise the microhardness. The solutionizing at 5 h, the solute atoms is forming changeover solidsolution with iron produce spherical dissimilarity in the lattice. Therefore, the microhardness value is reduced.

Fig. 2. Effect of solutionzing time on microhardness.
5.2. Microhardness of the composites as a function of aging time
In this paper the effects of aging temperature and time on the precipitation process were studied. The sequence of operations is solutionizing at 530°C for 3 h quenching and artificially aging at different temperatures (130°C-210°C) over time period for 1-9 h. The specimens were then tested for microhardness. The test results were presented in Fig. 3. From the results it is found that the microhardness of the specimen subjected to 5 h aging is superior than those subjected to 1-4 h aging. Moreover, it is also seen that the aging of6-9 h does not result in appreciable improvement in the hardness compared to hardness achieved for 5 h aging. Hence, the aging time of 5 h is inferred to be optimum for 8011 Al/ 15% SiCp composites [7]. So the increase in the hardness of the composite at aging stage(1 h at 130°C) is attributed to the creation of G.P zone and ø”phase. Further the increase in the hardness of the composite at peak aging stage (5 h at 170°C) is attributed to the formation of ø’phase. The decrease in the hardness starts with the formation of the stable ø phase in over-aging condition (9 h at 210°C).
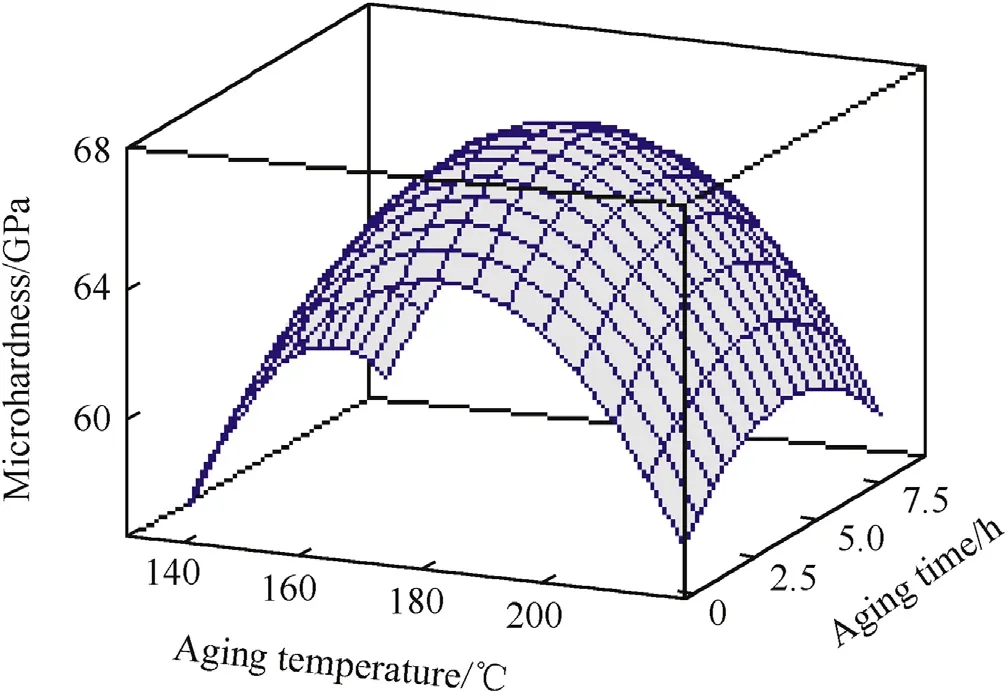
Fig. 3. Effect of aging time on microhardness.

Fig. 4. Tensile properties of the composites.
5.3. Tensile properties
The tensile strength of 8011 Al/15% SiCp composite was increased from 139Mpa to 167Mpain the under-aging condition (1 h at 130°C), as shown in Fig. 4 and Table 5. This may be due to the presence of harder SiC particles, which restrict the plastic deformation of the matrix with SiC particle of 15% volume fraction. More load was transferred for plastic deformation due to constraint by SiC particle, which also resulted in a higher tensile strength of the composite [8].
The tensile strength was increased from 167Mpa to 265 Mpa in peak aged condition (5 h at 170°C), as shown in Fig. 4 and Table 5. From this value, it is concluded that the tensile strengths of the composites are greater than that of the aluminum base alloy. Because the improvement in ductility of composites can be attributed to the coupling effect of numerous small Si particles due to growth restriction and thermal modification during the heat treatment [9].
The tensile strength was decreased from 265 Mpa to 197Mpa in the over-aging condition (9 h at 210°C), as shown in Fig. 4 and Table 5. Whereas ageing at higher temperatures leaded to softening and the ductility also decreased with the increase in aging time and temperature [10].

Table 5Tensile properties of composite material.
5.4. Fracture surface
The fracture surfaces of under-aged composites aging for 1 h at 130°C) reveal two operating fracture mechanisms: micro-void formation and SiC particle cracking, as shown in Fig. 5.
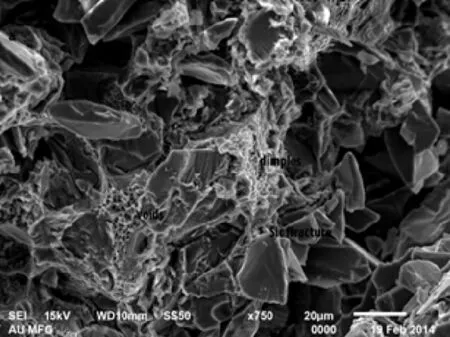
Fig. 5. Fracture surfaces of the composites after tensile testing and aging for 1 h with volume fraction SiC particle 15%, respectively.
The fracture surfaces of peak-aged composites (aging for 5 h at 170°C) discover the coexistence of ductile and cleavage fractures, as shown in Fig. 6. The SEM image of 8011 Al/15% SiC composite shows the shallow dimples as well as ductile shear bands, indicating the sufficient amount of ductility retained in the composite. It is concluded that the size and depth of dimples decrease with the increase in SiC particles. The many small dimples are nucleated by huge number of closely spaced particles in the SiC network in 8011 Al/15% SiC composite [11].

Fig. 6. Fracture surfaces of the composites after tensile testing and aging for 5 h with volume fraction SiC particle 15%, respectively.
Therefore, the decrease in tensile strength would be induced by the significant agglomeration of SiC particles and the presence of fractured particulates as well as some interfacial de-bonding in over-aging condition (9 h at 210°C), as shown in Fig. 7.

Fig. 7. Fracture surfaces of the composites after tensile testing and aging for 9 h with volume fraction SiC particle 15%, respectively.
6. Analysis of response optimization
Based on the developed second - order response surface equations, i.e., Eq. (2), for correlating the various process variable effects with the tensile strength and hardness optimality searches can be obtained. This is carried out to determine the optimal combination of the tensile parameters and their combined effect on the desired response criteria [12]. The optimality search model for the different process variable position for maximizing the tensile strength and microhardness values is based on response surface methodology. Fig. 8 shows that solutionizing time is 3 h, aging temperature is 170°C, and aging time is 5 h. The most favorable values of tensile process parameters for different aging criteria are alsoshown in Table 6. Tensile strength and microhardness can achieve to 263 Mpa and 67.14, respectively, through the optimized parametric combination.
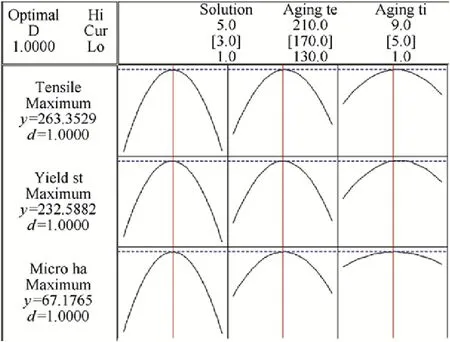
Fig. 8. Optimum results for maximum ultimate tensile strength and maximum microhardness.

Table 6Optimum values of the tensile parameters considering tensile strength & microhardness.
7. Conclusions
1) The second-order polynomial models were developed to predict the tensile strength using the response surface methodology.
2) The response surface methodology was used to study the effects of the parameters and their interaction on tensile strength.
3) The residual plots for tensile strength were generated. From the plots it is observed that the regression model is well fitted with the observed values and a high correlation exists between fitted values and observed values.
4) Solutionizing time has more influence on the tensile strength of the composite compared to the other two parameters, viz., aging temperature and aging time.
5) From the developed mathematical model, the optimal parametric combination, i.e., solutionizing time (3 h), aging temperature (170°C), aging time (5 h), was found out to achieve the maximum tensile strength of 265 Mpa and the microhardness of 67.17. The effective utilization of tensile for 8011-15% SiCp composites for achieving the optimal combination of enhanced tensile strength has been attempted.
References
[1] Ney Jose Luggi A. Characterization by thermoelectric power of a commercial aluminum -iron-silicon alloy during isothermal precipitation. Met Mater Trans 1998;29A:2669-77.
[2] Hassen SB, Aponbide O, Aigbodion VS. Precipitation hardening characteristics of Al-Si-Fe/SiC particulate composites. J Alloy Compd 2008;466:268-72.
[3] Sharma Ashutosh, das Sanjeev. Study of age hardening behaviour of Al-4.5wt% Cu/Zircon sand composite in different quenching media-A comparative study. J Mater Des 2009;30:3900-3.
[4] Skibo M, Morris PL, Lloyed DJ. In: Fishman SG, editor. Dhirngra AK, editor. Cast reinforced composites, vol. 27. ASM international; 1988. p. 257-61.
[5] Das MN, Giri NG. Design and analysis of experiments. 2nd ed. New York: Wiley; 1986.
[6] Palanikumar K, Karunamoorthy L, Karthikeyan R. Parametric optimization to minimize the surface roughness on the maching of GFRP composites. J Mater Sci Technol 2006;22:373-80.
[7] Seyedreihani SM. Processing of squeeze cast Al6061-30% vol SiCp composite and their characterization. Mater Des 2006;27:216-22.
[8] Mandal A, Chakraborty M, Murty BS. Ageing behaviour of A356 alloy reinforced with in situ formed TiB2 particles. Mater Sci Eng 2008:220-6. A489.
[9] Samuel FH, Samuel AM. Heat treatment parameters for A359/Al2O3p composite modified with 0.07 wt% strontium. Compos Sci Technol 1995;53:85-98.
[10] Mahadevan K, Raghukandan K, Pai BC, Pillai UTS. Influence of precipitation hardening parameters on the fatigue strength of AA 6061-SiCp composites. J Mater Process Technol 2008;198:277-81.
[11] Meyers MA, Chawla KK. Mechanical Metallurgy. John willey and sons, New York USA.
[12] Llorca J. Fatigue of particle and whisker reinforced metal matrix composites. Programme Mater Sci 2002;47:283-353.
* Corresponding author. Tel.: +91 9629935044; fax: +91 44239734.
- Defence Technology的其它文章
- Tuning the particle size and morphology of high energetic material nanocrystalsRaj KUMARa, Prem Felix SIRILa,*, Pramod SONIb
- Hypersonic sliding target tracking in near space
- Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminium alloy friction stir welds - Effect of post weld heat treatment P. Vijaya Kumara, G. Madhusudhan Reddyb, K. Srinivasa Raoc,*
- Optimal trajectory and heat load analysis of different shape lifting reentry vehicles for medium range application S. Tauqeer ul Islam RIZVI*, Lin-shu HE, Da-jun XU
- An experimental investigation of wire electrical discharge machining of hot-pressed boron carbide Ravindranadh BOBBILI*, V. MADHU, A.K. GOGIA
- Multi-layer protective armour for underwater shock wave mitigationA hmed HAWASS, Hosam MOSTAFA, Ahmed ELBEIH*