长轨车滚道托架组成工装的制作
2015-06-29 18:50:03杜文华
科技资讯 2015年11期
关键词:生产线
杜文华
摘 要:长轨车是我公司研发的一款用于国内铁路铺架长钢轨的列车。其重要配件“滚道托架组成”,是制约整体生产进度的关键配件之一。而且,当前长轨车的订单量不断上涨,此配件的需求量也随之不断增加,原先一系列生产工艺、工装已经不能与需求量之间形成正比,远远低于市场需求量,为此就需要设计一套可以符合速度与质量并存要求的装备,以满足此配件的市场需求量。该文介绍了长轨车滚道托架组成的结构特点,着重阐述了设计和制造滚道托架组成工艺装备的方法过程,对于自动化生产线给予了详细说明。
关键词:长轨车 滚道托架 一胎多用 生产线
中图分类号:TH16 文献标识码:A 文章编号:1672-3791(2015)04(b)-0090-01
1 问题的提出
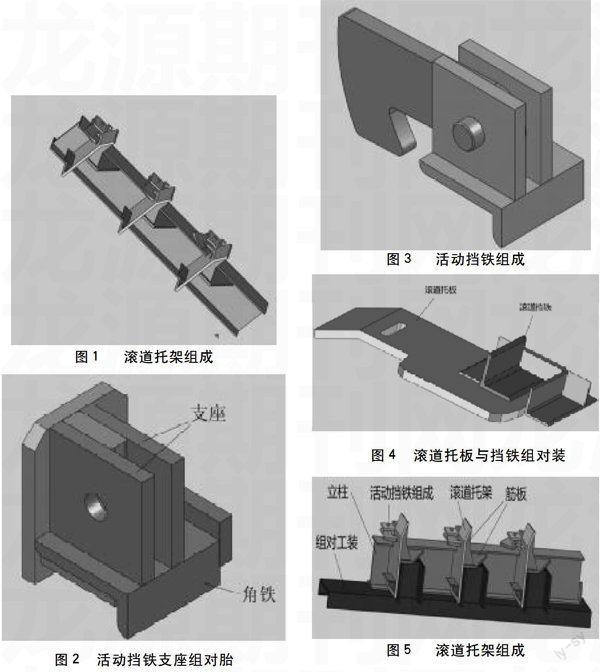
长轨车是我公司研发的一款用于国内铁路铺架长钢轨的列车。其重要配件“滚道托架组成”(见图1),是制约整体生产进度的关键配件之一。随着该公司生产的长轨车订单不断增加,该配件的生产数量有很大幅度上升,原来的生产工艺、工装,已不能满足生产进度和质量的需要,为此该研究者设计制作一套精准的适合于大批量生产的工艺装备。
2 设计原则
首先对运轨车、安全车、锁定车和防翻车上所有规格的“滚道托架组成”进行归类整理,对其配件的图纸、工艺流程卡进行审核排序,找出规律、特点,做到一胎多用、科学、合理。
其次,设计工装时要遵循:一端定位,尺寸精准,组装后能顺利取下,各配件功能满足图纸要求和性能要求的原则。
另外要求具有简洁轻便、体积小便于存放,利用现有材料来降低制造成本的特点。
3 设计步骤
整套工装分4步完成:
第1步要完成“活动档铁支座”的组对与焊接工装。(见图2)。
第2步要完成“活动档铁”与“活动档铁支座”的组装。(见图3)。
第3步要完成“滚道托板”与 “滚道档铁”的组对与焊接工装。(见图4)。确保其相对位置尺寸。
第4步完成立柱与“滚道托板2”、“筋板14”、“筋板15”、配件的组对工装。(见图5)。
4 实施过程
(1)确定关键尺寸;对于滚道托架组成来讲,组装尺寸最为关键,必须在工装上保证。关键尺寸为400、400、410和20尺寸,公差范围控制在1mm以内。
(2)确保固定托板2与立柱的垂直度。
(3)确保活动档铁的灵活性。
(4)此工装即经济适用(利用现有槽钢、角铁等),轻便灵活。
(5)将13种滚道托架的组对工装融为一体,用一个工装来完成组对工序,做到一胎多用。
采用自动进料、出料的生产线方法,大大提高生产进度,降低劳动强度和工作环境,同时组装尺寸精度也有效地得到了保障。
参考文献:
[1] 中国模具设计手册[S].中国机械工程学会.
[2] 机械设计手册[S].北京:中国机械工业出版社.
猜你喜欢
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
冶金设备(2020年2期)2020-12-28 00:15:32
冶金设备(2020年2期)2020-12-28 00:15:24
山东冶金(2019年3期)2019-07-10 00:53:56
电子测试(2018年22期)2018-12-19 05:12:32
电子制作(2018年17期)2018-09-28 01:57:00
电线电缆(2018年3期)2018-06-29 07:41:04
现代企业文化(2016年1期)2016-12-23 02:09:39
汽车实用技术(2015年8期)2015-12-26 09:01:06