
牛栏口电站1号发电机转子一点接地故障及处理
2015-06-24 14:35张华
四川水力发电 2015年1期
张华
(重庆涪陵水资源公司,重庆涪陵 408000)
牛栏口电站1号发电机转子一点接地故障及处理
张华
(重庆涪陵水资源公司,重庆涪陵 408000)
牛栏口电站转子结构存在缺陷。在大修处理转子时,由于未采取相应的保护措施而导致焊渣进入转子,造成转子一点接地,给机组运行带来了严重的安全隐患。经过充分认证后,采取了只处理故障磁极的方案,节省了大量工期,取得了非常好的效果,可为转子一点接地故障查找方法提供参考。
牛栏口电站;发电机;转子一点接地;故障查找与处理
1 概述
牛栏口电站位于重庆市石柱县境内的龙河流域中下游河段,是龙河流域梯级开发的第五级电站。电站装机容量为2×10MW,采用一机一单元接线,于2005年8月投产。发电机型号:SF10-18/3900,额定电压10.5kV,额定电流687.3 A,额定转速333.3r/min,额定励磁电压220V,额定励磁电流420A,绝缘等级为F。
该电站1号发电机保护采用南瑞继电保护公司生产的MGT100系列微机型发电机成套保护装置,转子一点接地用来监视转子回路对地绝缘,防止转子两点接地。当转子对地绝缘电阻降低到一定数值时,此保护动作,同时发出语音报警信号。2011年12月22日,该厂对1号机组进行了B级检修,检修后5个月在运行中报转子一点接地故障。
2 故障现象及排除检查过程
2012年5月26日,1号机组在运行中发转子一点接地信号,复归后恢复正常;待一段时间后再次发报警信号,再次复归后遂将此情况汇报上级主管部门,随即由技术人员对其进行检查,检查情况如下:
(1)1号机组运行时,测量1号机组转子电压为110V,转子正对地电压在70~90V之间变化,转子负对地在20~40V之间变化。检查发现发电机保护装置有“转子一点接地”告警信号灯亮。保护采样值中显示的转子各项参数如下:转子电压为130V,转子电阻在1~100kΩ之间频繁变化,在认真观察后发现采样的接地电阻值虽然变化较快,但间隔不久即会出现低阻值。由于较长时间出现的低阻值小于一点接地保护整定值(40 kΩ)并超过了延时(5s),保护装置开出报警。因此针对上述现象,可从保护装置的报警情况初步判断转子回路发生了接地故障。
(2)将机组停机转入冷备用后断开励磁系统刀闸和灭磁开关,在发电机绕组回路上做好安全措施后,用500V摇表检查发电机转子回路绝缘电阻不符合要求。
(3)甩开1号机组滑环上所有的碳刷,从转子引线的铜排处检查发现:从灭磁开关到滑环励磁引线处绝缘电阻为300MΩ,但引线至转子线圈的绝缘电阻不符合要求。
(4)进一步深入转子内部进行检查,解开励磁引线铜排后,用500V摇表对转子回路进行检查,转子线圈绝缘电阻仍不符合要求。至此,可以断定1号机转子确实存在接地故障。
(5)利用直流焊机给转子磁极加直流电,然后用万用表测各个磁极的对地电压,通过对磁极电压进行分析判断出有问题的磁极在4#、5#、6#、7#磁极区域。
(6)采用对转子加交流耐压的方法寻找接地点,把220V交流电接在转子线圈上,加上10倍额定励磁电流,并将转子铁芯可靠接地。分别安排在上导、下导的安全位置上各站4人观察接地点,重点对4#、5#、6#、7#磁极进行观察,相应人员到位后全部关灯。加上电压,磁极监视人员认真观察磁极上端是否有弧光和“吱吱”的声响,如看到有烟气从磁极里冒出应立即停止加压,然后派人钻到转子里面重点观察该磁极,发现确切位置后用记号笔在接地点处作上相应记号,在找到接地点后用专用工具对该接地点进行掏、吸、吹,并用带电清洗剂进行反复清洗(磁极里面有许多焊渣)。然后测其绝缘值,发现其始终没有改变,仍为0.1~0.2MΩ,不满足规范要求。
3 故障分析
技术人员进入机坑后发现转子局部沟槽和缝隙中嵌入了一些焊渣,挂装转子的结构缝未封堵。根据上面的检查情况,初步判断造成磁极绝缘电阻降低的原因可能是进入磁极里面的焊渣造成的。
由于磁轭四角与磁极间有一条长2cm,高1 cm的结构缝,厂家出厂时未对其进行封堵(图1)。在此次大修过程中对磁极键进行了检查和再次打紧,然后采取了点焊磁极键的方式进行固定,在处理后做清洁时没有对未封堵的磁极结构缝采取封堵措施,从而导致一些焊渣进入了磁极,机组长时间运行导致磁极线圈温度升高以及磁涡流的影响,导致焊渣发热破坏磁极绝缘层进而造成磁极接地。
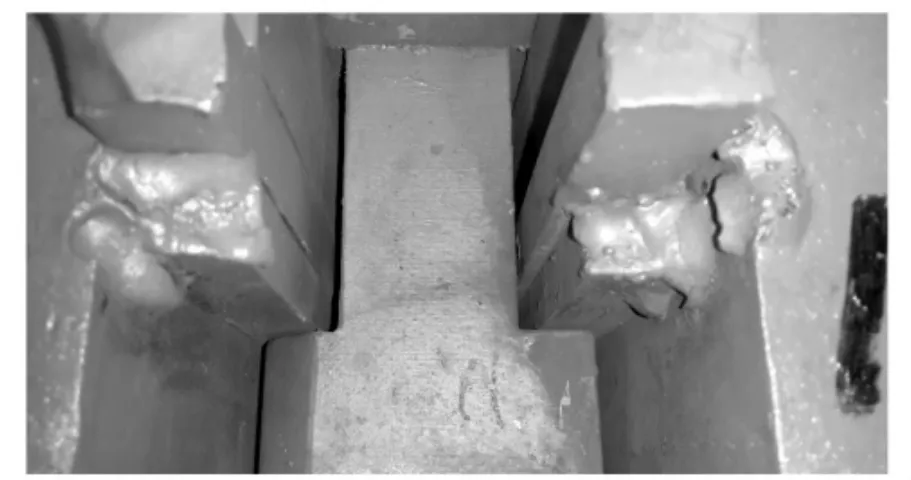
图1 磁轭与磁极结构图
4 故障处理
由于1号机组出现该故障时刚进入汛期,发电任务重。如果把转子整体吊出来进行处理工期太长,将严重影响发电。但若不吊转子而仅处理故障磁极,由于机组容量小,磁极间布置紧凑,不利于施工且不能保证处理彻底。最后,结合牛栏口电站的实际情况,经过技术人员论证后决定仅处理故障磁极。所采取的处理步骤如下:
(1)利用手动操作将发电机风闸投入。
(2)拆除磁极处的风扇以及磁极撑块。
(3)对需要处理的磁极用石棉布进行防护,在磁极附近定子区域、相邻两侧磁极、磁极正下方覆盖石棉布,防止火星飞溅及杂物进入定子或其他磁极间隙。用磨光机配合气刨机脱开磁极键上的焊接点。
(4)对磁极的引线焊接用直流短路法拆开:剥开磁极引线表面的玻璃丝带、云母带,待铜排裸露后,用直流焊机的正负极分别连接在磁极引线的左右侧,检查无误后,打开焊机加热,将磁极引线的锡焊点溶化,用手锤轻轻敲击,直至将磁极间的磁极引线分开为止。加温过程中,防止热量传递对磁极线圈的影响。
(5)在磁极键的上部焊接吊环(图2)。焊接时必须注意焊接牢固,以免拉磁极键时将其拉断。
(6)在需要拆除的磁极下端安放千斤顶,以防拔出磁极键时磁极歪斜。在待吊磁极与相对应定子的空气间隙间放置木板,防止起吊过程中碰到定子。
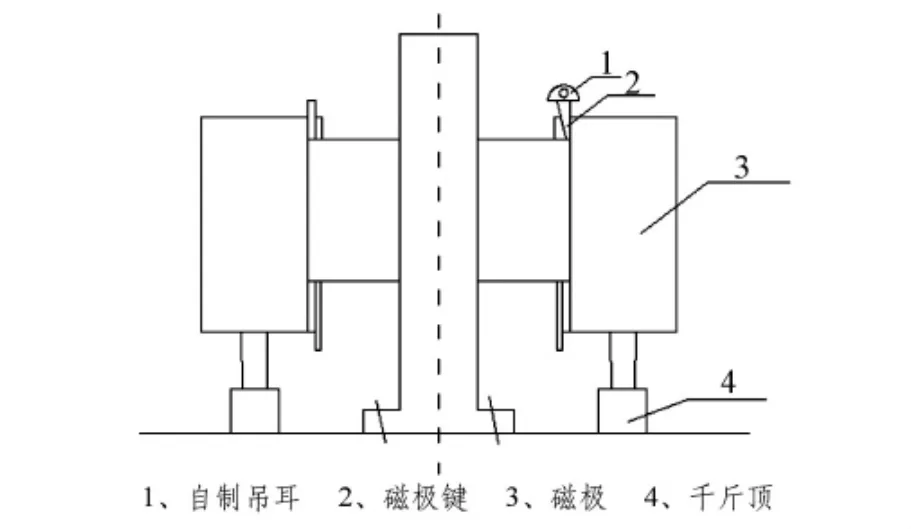
图2 磁极吊装示意图
(7)在桥机主吊钩上挂两个5t手拉葫芦,将两个手拉葫芦的挂钩通过钢丝绳和卡环连接在已焊好的吊环上。检查无误后,通过手拉葫芦缓缓拔出磁极键。如果通过手拉葫芦的方式无法拔出磁极键,则需通过在磁极键上焊接的T字形专用工具,由千斤顶对称均匀升起的方式拔出磁极键。在拔键过程中,派专人观察钢丝绳、手拉葫芦、卡环、焊接部位及磁极键是否有异常情况,若有异常情况,应立即停止作业,无关人员应远离作业现场。
(8)取出磁极键后,利用吊带吊出磁极。在将磁极绕组线圈与磁轭分开后发现接地点和以前分析的一样。处理接地点后测量磁极绝缘。
(9)在磁极绝缘满足要求后吊装磁极,吊装过程中应注意保护定子和磁极,避免伤及线圈。将磁极键更换为新键。
(10)在打紧磁极键前,应用木板盖住检修的磁极以及相邻的磁极,以防打键过程中伤及磁极。
(11)磁极键打紧后,再次对磁极绝缘进行测量,待测量结果满足要求后,恢复磁极间的磁极引线,利用直流短路法对磁极引线进行焊接。焊接过程中要加强对磁极的保护,防止焊接过程中温度过高损伤磁极线圈。
(12)再次对转子绝缘进行检查,待其满足要求后恢复上风洞盖板及发电机层上盖板。
5 结语
通过采取以上方法,我们在极短的时间内对故障磁极进行了处理,节约了大量的时间,缓解了汛期的发电压力。在故障处理的同时也提醒我们在检修时要做好每一个细节,提高检修质量,避免造成一些不必要的损失。今后,转子磁极如遇到类似故障,以上处理方法可作参考。
TV7;TV738;TV734
B
1001-2184(2014)01-0096-03
张 华(1975-),男,重庆涪陵人,工程师,从事水电厂技术与管理工作.
(责任编辑:李燕辉)
2014-09-11
猜你喜欢
防爆电机(2022年4期)2022-08-17
中学生数理化·中考版(2021年12期)2021-12-31
防爆电机(2021年4期)2021-07-28
大电机技术(2021年2期)2021-07-21
建材发展导向(2019年5期)2019-09-09
发明与创新(2018年17期)2018-08-09
水电与抽水蓄能(2018年1期)2018-03-07
幼儿教育·父母孩子版(2017年1期)2017-04-05
现代制造技术与装备(2015年4期)2015-12-23
高中生·青春励志(2009年6期)2009-06-15
