丙烯腈生产工艺低品位能量回收系统及其性能的研究
2015-06-09 10:33:58刘纪云
石油化工 2015年12期
刘纪云,卢 苇,陈 汉,王 颖,徐 昆,许 浩
(广西大学 化学化工学院,广西 南宁 530004)
丙烯腈生产工艺低品位能量回收系统及其性能的研究
刘纪云,卢 苇,陈 汉,王 颖,徐 昆,许 浩
(广西大学 化学化工学院,广西 南宁 530004)
为回收利用丙烯腈生产投料段液态原料的冷能及吸收塔尾气焚烧炉排放的 低温烟气余热,设计了一种喷射式制冷循环与低温有机朗肯循环复合的低品位能量回收系统。结合某年产200 kt丙烯腈项目,利用Matlab建模对所设计的系统进行仿真。试验结果表明,在满足工艺冷量需求的前提下,喷射式制冷机组较原工艺中的螺杆制冷机组可节电110.65 kW;由于利用了液态原料蒸发过程的冷能,该系统中有机朗肯循环在较低的冷凝温度下运行,较常规有机朗肯循环系统热效率提高52.4%;该系统的热效率和 效率分别为19.1%和49.8%;提高热源发生压力和循环工质过热度及降低循环工质冷凝温度,均有利于提高系统的性能。
丙烯腈;低品位能量回收;有机朗肯循环;喷射制冷循环
丙烯腈是一种重要的有机化工原料,在合成树脂、合成纤维、合成橡胶等高分子材料的生产中广泛应用[1]。应用最广的丙烯腈生产技术是丙烯氨氧化法,我国已建丙烯腈生产装置全部采用该方法,但不同装置的实际原料消耗和能耗水平相差很大,大多数装置节能降耗的潜力巨大[2-3]。
丙烯腈装置正常生产过程会产生大量废水、废气,为防止污染环境,一般需进行焚烧处理。焚烧过程余热回收技术主要针对废水焚烧炉与丙烯腈吸收塔尾气焚烧炉(AOGI)。废水焚烧炉余热回收技术在国内开展研究较早,已在如齐鲁石化丙烯腈厂、吉林化学工业公司、大庆炼化公司聚合物一厂等企业应用并取得较好效果[4-6]。而AOGI余热回收技术国内应用较少,仅上海石化等少数企业采用了国产化的AOGI烟气余热回收技术[7-8]。但AOGI烟气余热回收利用后的排放温度仍然较高(175 ℃左右),应合理利用这部分烟气余热,进一步提高能源利用率、降低系统综合能耗。此外,丙烯腈生产所需的原料氨和丙烯一般以液态形式储存于厂内大球罐(储存方式为常温压力储存),经蒸发器汽化后进入预热器过热到66 ℃,之后送入流化床反应器[9]。原料在蒸发器内蒸发会释放大量的冷能,而在传统工艺流程中这部分冷能并没有得到有效利用。而将低品位冷能与低温烟气余热联合利用可获得良好的能量综合利用效果[10-15]。
本工作结合某年产200 kt丙烯腈项目,针对丙烯腈生产的原料冷能及低温烟气余热,构建一种结合喷射式制冷循环与有机朗肯循环复合的低品位能量回收系统,并对其性能进行分析。
1 能量回收系统
1.1 系统设计
低品位能量回收系统的原理图见图1,T-S图见图2。该系统采用AOGI烟气作为热源,由于液态原料在冷凝蒸发器内的汽化过程中会吸收大量热能,故将其作为冷源。通过中间换热器(即冷凝蒸发器)H1回收原料冷能,螺杆膨胀机K1回收循环工质膨胀产生的可用能;此外,利用喷射制冷循环系统替代常规丙烯腈装置中的蒸气压缩式制冷机组。
低品位能量回收系统的工作流程:循环工质在发生器内被烟气余热加热至过热(状态1);过热的循环工质分为两路:一路进入膨胀机K1做功,另一路作为工作流体进入喷射器引射来自蒸发器的低温低压蒸气(状态7)。从膨胀机K1出来的循环工质(状态2)与从喷射器出来的循环工质(状态3)进入中间换热器冷却至液态(状态4)。从储液罐出来的循环工质分为两路:一路经工质泵加压(状态5)后进入发生器;另一路经膨胀阀节流降压为两相流体(状态6),进入蒸发器蒸发吸热变为气态(状态7),之后作为引射流体进入喷射器。
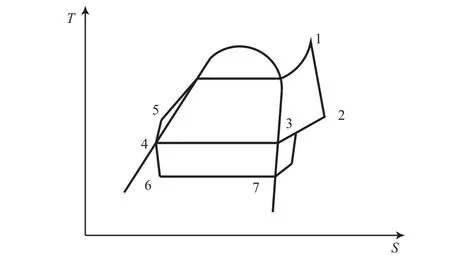
图2 低品位能量回收系统的T-S图Fig.2 T-S chart of the combined low-grade energy recovery system.
1.2 低品位能量回收系统的性能评估
根据系统原理图和T-S图,可推导出低品位能量回收系统的净输出功为:

喷射制冷循环子系统的性能系数为:

有机朗肯循环子系统的热效率为:


低品位能量回收系统的热效率为:


2 案例研究
2.1 低品位能量回收系统的性能分析
以广西某在建年产200 kt丙烯腈项目为例,其丙烯腈装置工艺为丙烯氨氧化法,年操作8 000 h,液态原料丙烯和氨的规格按100%计,表1为丙烯腈原料投料段参数及AOGI烟气参数。采用喷射制冷机组替代该项目丙烯腈装置中的螺杆乙二醇制冷机组(制冷量为374 kW,载冷剂出口温度为-10 ℃,取载冷剂进出口温差为5 ℃)。循环工质的选取应综合考虑工质的环保性、汽化潜热、循环性能、有毒性、安全性等因素,同时工质在循环过程中应尽量处于正压状态[16-17],受运行压力的限制,故选用丙烷作为该系统的循环工质。以不破坏丙烯腈生产工艺参数要求为原则,该系统性能分析的部分输入参数可按表2设定。为比较低品位能量回收系统及其子系统的性能,以常规有机朗肯循环系统及丙烷螺杆制冷机组[18]作对照(见表2)。应用Matlab进行仿真计算,其中,原料及循环工质的物性参数通过NIST REFPROP 9.0获取;为简化计算,忽略管路压降损失、系统和环境之间的散热损失、膨胀机泄漏及机械损失,且喷射器的喷射系数为最大喷射系数[19]。此外,假定低品位能量回收系统处于稳态运行。计算结果见表3。
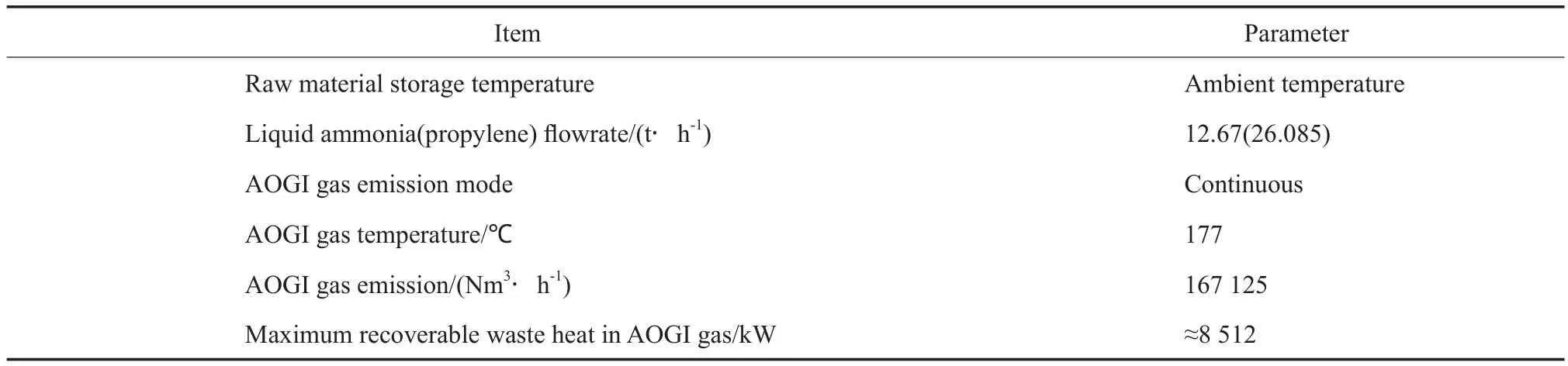
表1 液态原料及AOGI烟气参数Table 1 Parameters of liquid raw materials and AOGI gas
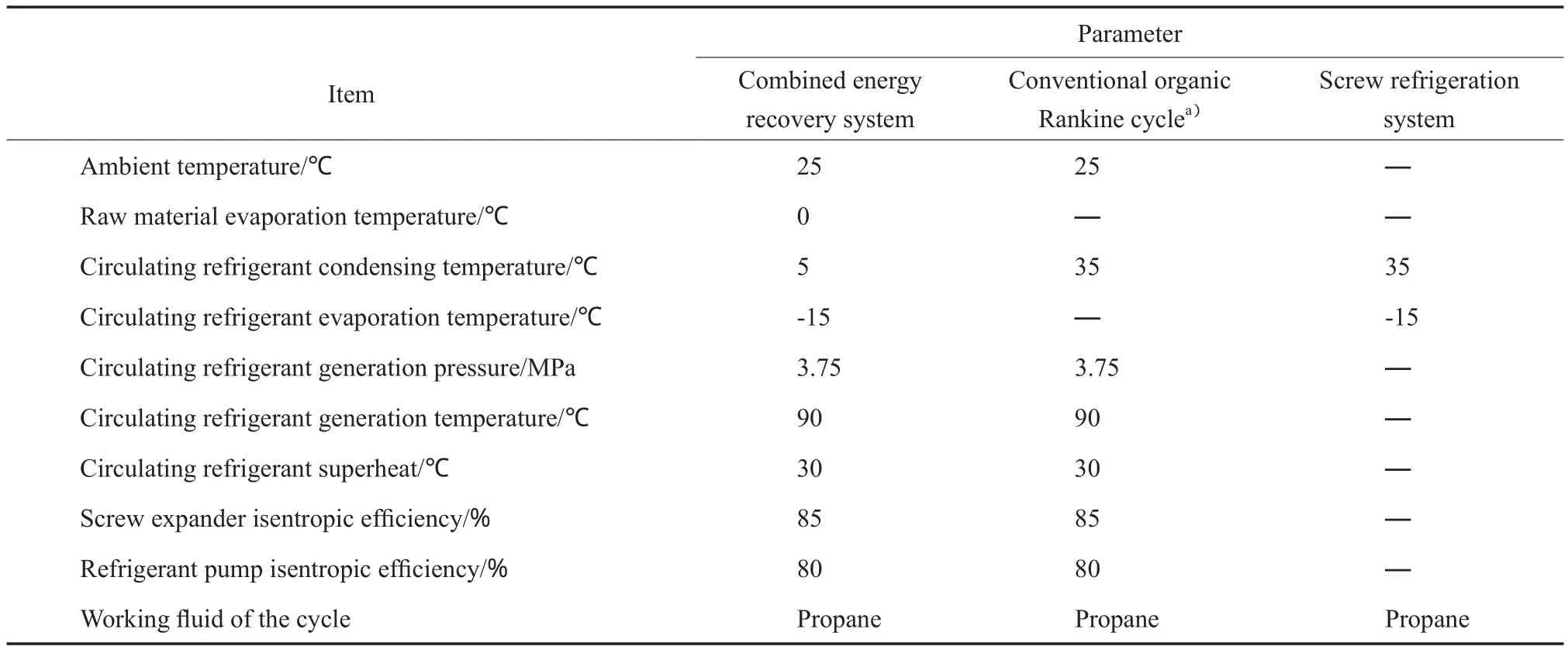
表2 用于复合能量回收系统和对照系统性能分析的部分输入参数Table 2 Some input parameters for the performance analysis of the combined energy recovery system and a compared system
a) Since the temperature difference between the condensing temperature and cooling water inlet temperature was generally in 10-20 ℃ in the water-cooled condenser[20],the condensing temperature of conventional organic Rankine cycle was assumed to be 35 ℃.
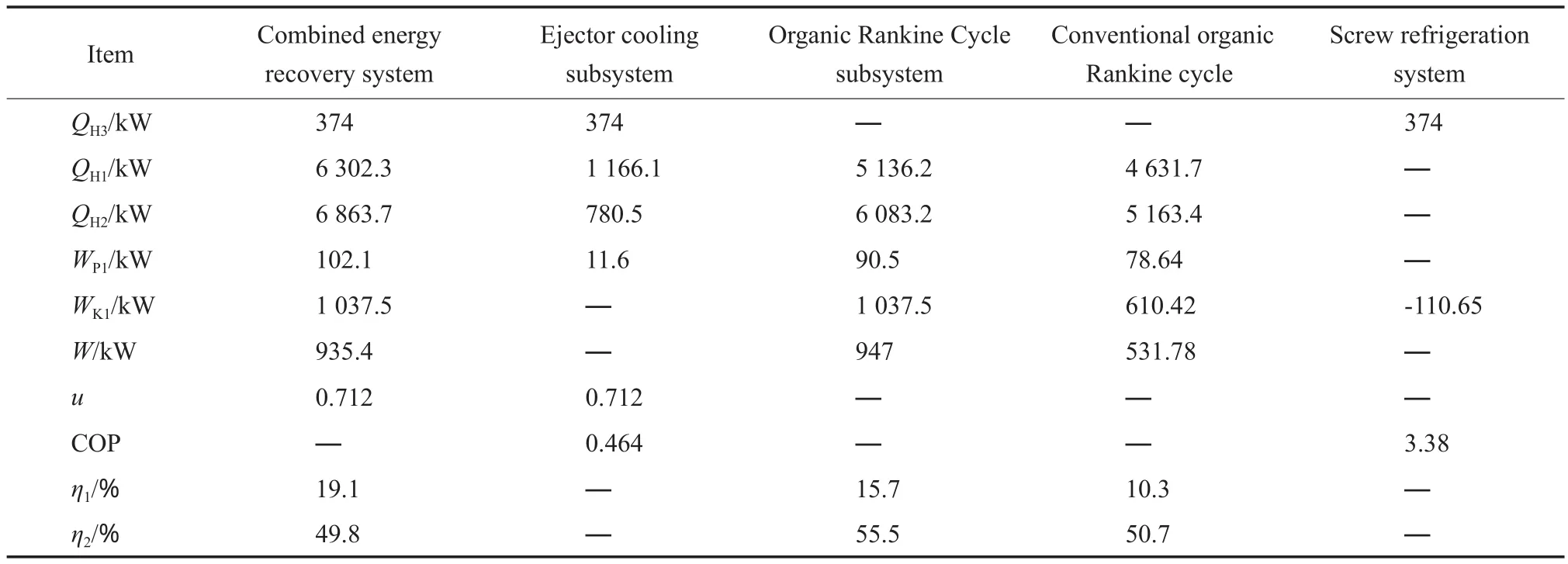
表3 系统性能模拟结果Table 3 Simulating results of several systems
由表1和表3可知,发生器耗热量小于烟气余热最大可用量,所设计的低品位能量回收系统在满足工艺冷量需求的前提下,可获得935.4 kW的净功率。该系统的热效率为19.1%、效率为49.8%。与螺杆制冷机组相比,虽然喷射制冷机组的性能系数较低,但喷射制冷机组消耗的是低品位的烟气余热,而螺杆制冷机组消耗的是高品位的电能,采用喷射制冷机组较原有的螺杆制冷机组可节电110.65 kW。此外,由于利用了液态原料蒸发过程的冷能,该系统中的有机朗肯循环冷凝温度降低,较普通有机朗肯循环系统热效率提高了52.4%, 效率提高了9.5%。且由于该系统在满足制冷需求的同时,尽可能多地利用有机朗肯循环子系统回收低品位能量,虽然喷射制冷系统的性能系数较低,但低品位能量回收系统的总效率仍然较高。
2.2 循环工质热源发生压力对系统的影响
循环工质热源发生压力的变化会影响喷射器及膨胀机的膨胀比,进而对低品位能量回收系统的性能产生影响(见图3)。由图3(a)可看出,在其他参数不变时,随热源发生压力的升高,喷射系数(u)增大,但喷射系数的增幅减小。由图3(b)可看出,该系统的热效率和效率随热源发生压力的升高而增大,这是由于随热源发生压力的升高,喷射器的膨胀比及膨胀机的膨胀比均增大,使喷射制冷循环与有机朗肯循环子系统的性能同时提高。
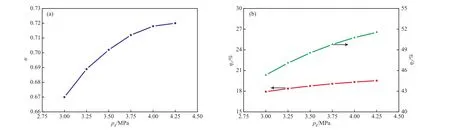
图3 热源发生压力对低品位能量回收系统的影响Fig.3 Effects of heat generation pressure(pg) on the combined system.
2.3 循环工质过热度对系统的影响
由于循环工质丙烷的发生温度为90 ℃,而AOGI烟气温度为177 ℃,因此为合理利用烟气余热,丙烷在发生器出口有一定程度的过热。过热度对低品位能量回收系统的影响见图4。由图4可看出,随过热度的增加,喷射系数增大,同时该系统的热效率及效率也增大。其原因是随过热度的增大,在系统制冷功率及中间换热器吸热量不变的情况下,循环工质在膨胀机内的做功功率增加、在发生器内的吸热量减小。
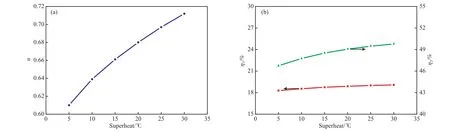
图4 过热度对低品位能量回收系统的影响Fig.4 Effects of superheat temperature on the combined system.
2.4 循环工质冷凝温度对系统的影响
循环工质在中间换热器内的冷凝温度对低品位能量回收系统有显著的影响,见图5。由图5可看出,当其他参数不变时,随冷凝温度的升高,喷射系数、系统热效率及效率均减小,系统的性能降低。这是由于循环工质冷凝温度的升高导致喷射器压缩比增大,使喷射系数减小,降低了喷射制冷循环的性能;与此同时,膨胀机的膨胀比也会减小,使得有机朗肯循环的输出功减小。因此,为保证低品位能量回收系统在较高效率下运行,应在满足中间换热器最小换热温差的前提下,选取尽可能小的冷凝温度。
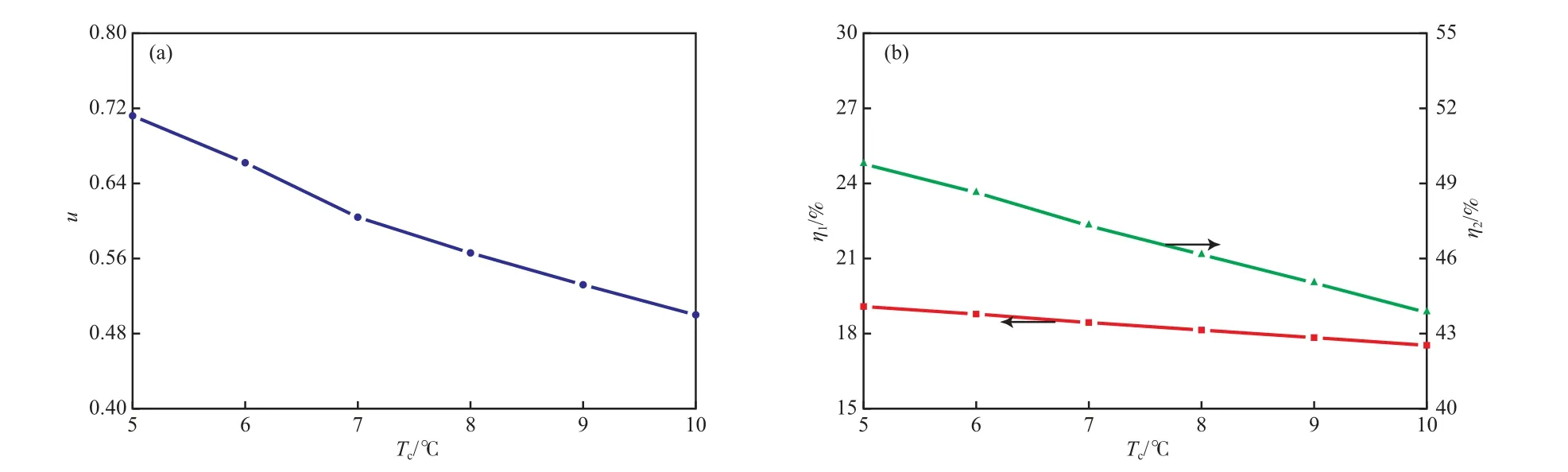
图5 冷凝温度对低品位能量回收系统的影响Fig.5 Effects of condensing temperature(Tc) on the combined system.
3 结论
1)以某在建年产200 kt丙烯腈项目为例进行分析,发现当循环工质热源发生压力为3.75 MPa、循环工质在发生器出口温度为120 ℃时,所提出的低品位能量回收系统不仅可满足工艺过程冷量需求,同时还可获得935.4 kW的净功率;该系统的热效率为19.1%,效率为49.8%。
2)进一步分析了循环工质热源发生压力、循环工质过热度和循环工质冷凝温度对所提出的低品位能量回收系统性能的影响。
3)在满足低品位能量回收系统工艺要求的前提下,为提高系统的工作性能,应尽可能提高循环工质在发生器内的发生压力、增大循环工质在发生器出口的过热度、减小中间换热器的换热温差。
符 号 说 明
[1] 纪立春,刘权益,孙亚斌,等. 丙烯腈生产技术进展及国内外市场动态[J]. 弹性体,2009,19(6):69 - 74.
[2] 张林伟. 我国丙烯腈行业现状及发展前景[J]. 石油化工技术与经济,2014,30(1):53 - 57.
[3] 张沛存. 丙烯腈装置节能降耗技术[J]. 化工进展,2011,30(10):2317 - 2323.
[4] 张沛存. 丙烯腈装置节能改造与流化床反应器模拟分析[D].大连:大连理工大学,2002.
[5] 肖珍平. 丙烯腈装置节能降耗措施的实例分析[J]. 石油化工,2002,31(10):843 - 847.
[6] 程显彪. 丙烯腈装置焚烧炉余热回收利用的分析[J]. 热能动力工程,2006,21(3):317 - 319.
[7] 孙琳玮. 高温焚烧技术在丙烯腈装置尾气处理中的应用[J].石化技术与应用,2005,23(1):40 - 42.
[8] 刘生宝,阚红元. 丙烯腈装置AOGI国产化技术的开发及应用[J]. 炼油技术与工程,2007,37(6):48 - 53.
[9] 韩冬冰,虞乐舜. 化工工艺学[M]. 北京:中国石化出版社,2003.
[10] 张墨耕,赵良举,刘朝,等. 利用LNG冷能与工业余热的有机朗肯循环复合系统优化分析[J]. 化工学报,2014,65(8):3144 - 3151.
[11] Rao Wenji,Zhao Liangju,Liu Chao,et al. A Combined Cycle Utilizing LNG and Low-Temperature Solar Energy[J]. Appl Therm Eng,2013,60(10):51 - 60.
[12] Schuster A,Karellas S,Kakaras E,et al. Energetic and Economic Investigation of Organic Rankine Cycle Applications[J]. Appl Therml Eng,2009,29(8):1809 - 1817.
[13] 王华,王辉涛. 低温余热发电有机朗肯循环技术[M]. 北京:科学出版社,2010.
[14] Steven L,Henk H,Martijn B,et al. Review of Organic Rankine Cycle (ORC) Architectures for Waste Heat Recovery[J]. Renew Sust Energ Rev,2015,47:448 - 461.
[15] 张玲玲,陶乐仁. 喷射式制冷的发展研究现状[J]. 制冷与空调,2012,26(5):504 - 510.
[16] Lakew A A,Bolland O. Working Fluids for Low-Temperature Heat Source[J]. Appl Therm Eng,2010,30(10):1262 -1268.
[17] Wang E H,Zhang H G,Fan B Y,et al. Study of Working Fluid Selection of Organic Rankine Cycle (ORC) for Engine Waste Heat Recovery[J]. Energy,2011,36(5):3406 - 3418.
[18] 卓存真. 采用天然制冷剂的螺杆制冷压缩机组的节能分析和比较[J]. 制冷技术,2008,28(3):27 - 30.
[19] 索科洛夫,津格尔. 喷射器[M]. 黄秋云,译. 北京:科学出版社,1977.
[20] 张卓澄. 大型电站凝汽器[M]. 北京:机械工业出版社,1993.
(编辑 杨天予)
Design and Performance Analysis of a Low-Grade Energy Recovery System for Acrylonitrile Production
Liu Jiyun,Lu Wei,Chen Han,Wang Ying,Xu Kun,Xu Hao
(School of Chemistry and Chemical Engineering,Guangxi University,Nanning Guangxi 530004,China)
A low-grade energy recovery system combining the ejector refrigeration cycle with the low temperature organic Rankine cycle was established to utilize the cold energy of liquid raw materials in acrylonitrile production and the waste heat in low temperature exhaust gas from absorber off gas incinerator. In a 200 kt/a acrylonitrile production unit,the established system was simulated by means of the Matlab software. The results revealed the ejector refrigeration unit could save electricity of 110.65 kW compared to the screw refrigeration unit in the existing process. Due to the utilization of cold energy in the liquid feed evaporation,the organic Rankine cycle in the established system could operate at lower condensing temperature,which enhanced the thermal eff ciency of 52.4% higher than that of the conventional organic Rankine cycle. The thermal eff ciency and the exergy eff ciency of the established system were 19.1% and 49.8%,respectively. In addition,it was shown that increasing generation pressure,increasing superheat and decreasing condensing temperature were benef cial to improving the performance of the established system.
acrylonitrile;low-grade energy recovery;organic Rankine cycle;ejector refrigeration cycle
1000 - 8144(2015)12 - 1512 - 06
TQ 226.6
A
2015 - 07 - 24;[修改稿日期] 2015 - 09 - 08。
刘纪云(1990—),男,山东省潍坊市人,硕士生,电邮 yunlj123@163.com。联系人:卢苇,电话 15078819474,电邮 luwei@ gxu.edu.cn。
国家自然科学基金项目(51366001);广西自然科学基金项目(2013GXNSFAA019292)。
猜你喜欢
能源与环境(2023年5期)2023-11-16 01:33:56
广东工业大学学报(2020年3期)2020-06-11 07:46:00
甘肃科技(2020年20期)2020-04-13 00:30:30
同济大学学报(自然科学版)(2018年8期)2018-09-11 08:27:44
同济大学学报(自然科学版)(2018年8期)2018-09-11 08:27:44
山东化工(2018年7期)2018-04-25 03:07:27
石油化工技术与经济(2017年2期)2017-04-06 01:59:15
制冷技术(2016年3期)2016-12-01 06:53:25
新世纪水泥导报(2016年1期)2016-07-01 04:00:00
真空与低温(2015年4期)2015-06-18 10:47:26