基于ARM&FPGA的玻璃刻花机控制器的设计
2015-06-06 06:04:20刘浪叶伯生周向东
机床与液压 2015年13期
刘浪,叶伯生,周向东
(华中科技大学国家数控系统工程技术研究中心,湖北武汉 430074)
0 前言
玻璃刻花机作为一种高效的数控自动化加工设备,可以替代传统的手工加工操作,自动完成玻璃刻花。在生产过程中,玻璃刻花的图案是通过磨轮在平板玻璃上加工出各种花样来形成的。花样主要由各种基本线条组成,包括直线、圆弧、以及样条曲线等。在加工时磨轮与加工线条保持相切,主轴电机控制磨轮高速旋转即可在一定深度范围内加工出各种类型的线条[1]。
国外刻花设备已经具备电脑自动控制、高速回程、自动换刀、刀具自动补偿等先进功能,具有代表性的是意大利巴伐朗尼公司 (BAVEL-LONI)及英特马克公司 (INTERMAC)。目前,国内研制的电脑刻花设备具备了加工速度高、自动换刀、磨损自动补偿、高的定位精度及重复定位精度、线性复杂等功能。但与国外设备相比,在速度、功能性能上仍然存在很大的差距[2]。
随着嵌入式技术的发展,ARM等微控制器CPU运算速度大幅提高,处理数据宽度不断加大,集成资源越来越丰富[3]。因此文中采用基于ARM和FPGA的嵌入式数控技术来设计玻璃刻花机控制器。
1 玻璃刻花机控制需求分析
玻璃刻花机是典型的五轴四联动机床。在生产过程中,刻花机能够加工出比较复杂的图案,这要求控制器能够控制刻花机完成5个传动轴的精确运动,它们分别为X、Y、Y'、Z、C,其中X、Y、Y'、Z控制磨削砂轮的空间位置,Y、Y'共同控制刻花机横梁的移动,C轴控制砂轮的偏转姿态角[4]。
在满足基本数控功能的同时,刻花机控制器的软硬件应考虑和解决以下问题:
(1)刻花机的横梁比较长,必须由2个电机同步驱动。控制器必须解决双电机同步问题;
(2)由于磨轮安装等因素,实际加工轨迹与指令轨迹不一致,在多道工序加工时,严重影响加工效果,需要进行安装误差补偿处理。另外磨轮刀具的磨损,会造成线条宽度不等,切深减小,影响加工质量,需要进行砂轮磨损的实时补偿;
(3)玻璃刻花一般有多道加工工序。针对玻璃刻花加工工艺的特点,需要对G代码进行扩充,以满足不同的工序需求,提高生产效率;
(4)系统软件应具有很好的可移植性和可维护性,以方便系统功能的升级。
2 玻璃刻花机控制器总体设计
ARM处理器的功能强大,带有各种接口,在执行程序、事务处理和数据流转方面能力强大[5],然而ARM对数据处理的速度不够高,可用I/O数量有限,实现时序困难;与之相反,现场可编程门阵列FPGA具有高速的数据处理能力,能够实现精确的定时,实现时序简单,具有丰富的I/O接口以及很强的扩展能力,正好弥补ARM处理器的不足之处。二者结合起来设计控制器,将获得优秀的功能和性能,且成本不高。采用这种控制器的玻璃刻花机系统组成如图1所示。
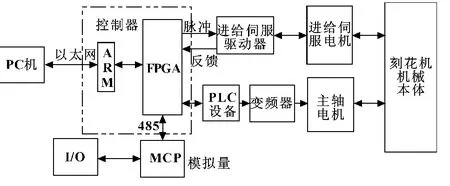
图1 玻璃刻花机系统组成
PC机上集成了CAD/CAM软件,用户利用CAD软件绘制图形后自动生成加工路径,经过CAM软件工艺规划后生成G代码[6]。G代码由以太网传送给控制器,控制器读取加工代码和控制信息,完成刻花加工任务[7]。
2.1 玻璃刻花机控制器硬件系统设计
在以ARM+FPGA为核心架构的玻璃刻花机控制器中,ARM作为主处理器负责运行数控系统软件,读取加工代码和控制信息进行译码、运算、逻辑处理,是系统的主控制;FPGA则接收ARM计算、处理结果,完成运动控制、PLC接口刷新等强实时性的任务,减轻ARM控制器的负担[8]。ARM与FPGA之间采用32位高速并行总线连接。控制器的硬件框图如图2所示。
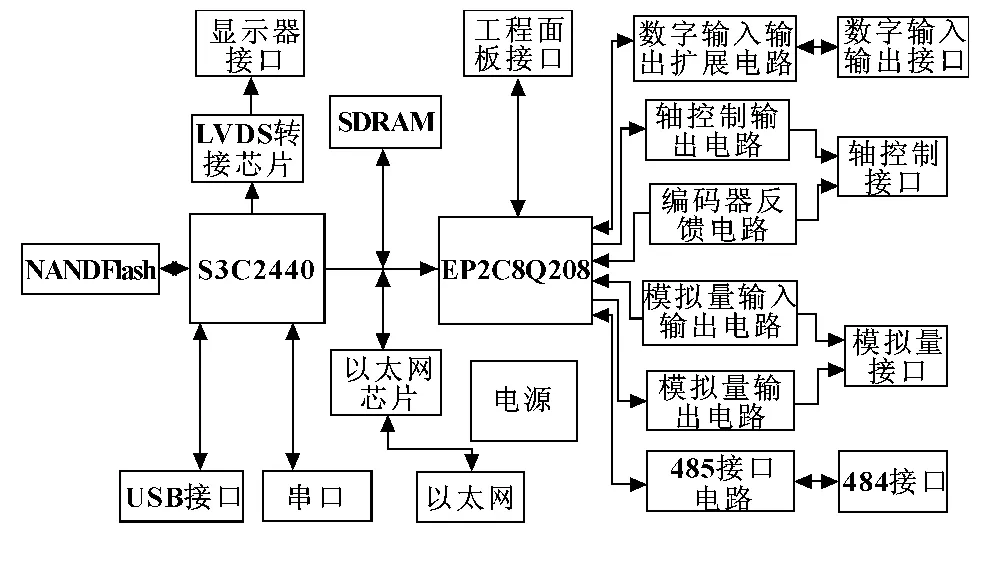
图2 控制器硬件框图
其中S3C2440作为主控制芯片,外接一片SDRAM和二片NAND Flash作为存储部分,SDRAM作为操作系统和应用软件运行的空间,NAND Flash用来存储各种镜像文件。同时设计了外围接口LCD、键盘、串口等,方便数控系统的功能扩充和现场调试;网络接口用于实现数控系统的网络功能,便于与PC机进行通信和数控代码的传输;USB接口实现U盘的读写以及外接标准USB键盘。
EP2C8Q208作为ARM的辅助处理器,扩展数字输入输出、轴控制、模拟量输入输出等接口,可实时完成数字输入输出的扫描和刷新、模拟输入输出的扫描和刷新、编码器计数和产生控制驱动器的PWM波等,FPGA程序框图如图3所示。FPGA程序主要包括4个部分:(1)硬件精插补模块;(2)ARM通信接口模块;(3)系统管理模块;(4)功能模块。其中功能模块主要包括脉冲发送、硬件插补、编码器反馈计数、数字输入输出和模拟量输入输出等子功能模块。由于FPGA并行计算的特点,这些模块都是同时、独立工作的,没有相互干扰,可以保证系统的精度和速度。
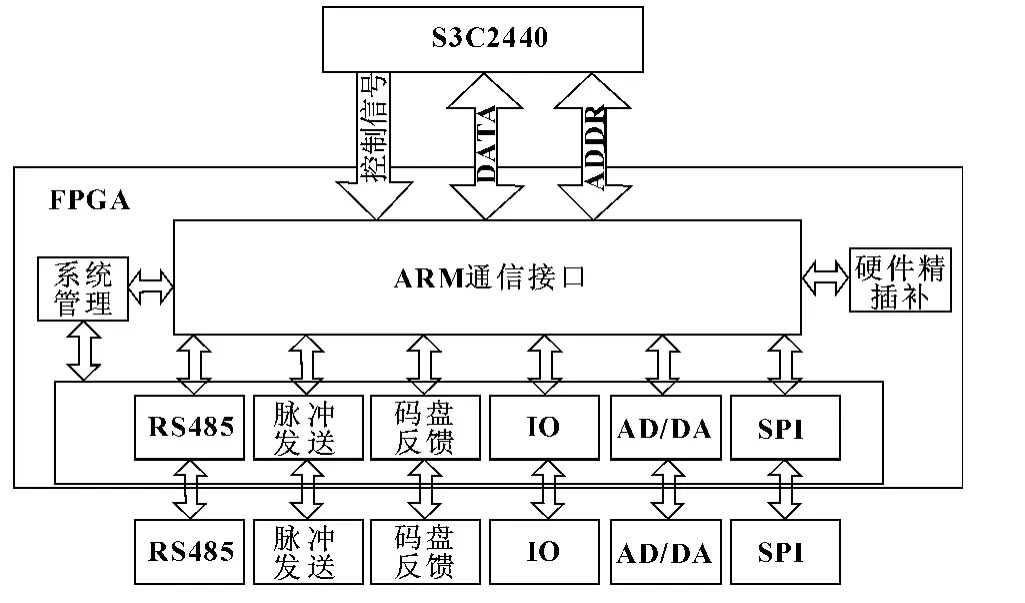
图3 FPGA程序框图
S3C2440和EP2C8Q208之间通过32位高速并行总线通信。它们之间通过EP2C8Q208内部嵌入式双口RAM交换数据。ARM以访问存储器的方式访问FPGA,极大地减轻了主处理器的负担,提高了系统性能。
2.2 玻璃刻花机控制器软件系统设计
控制器软件平台以Linux和实时子系统Xenomai构建的实时操作系统为基础,构建基于ARM和实时Linux的嵌入式数控系统。系统的软件结构如图4所示。其中,程序管理、界面显示等任务主要由上位机负责承担,控制器主要完成系统的控制任务。控制器的主要功能模块包括G代码解释器、插补器模块、位置补偿模块、位控模块、PLC模块、离散点I/O模块等。设备驱动程序使操作系统能够与底层硬件设备进行通信,进而管理硬件设备,向应用程序提供访问硬件设备的接口[9]。
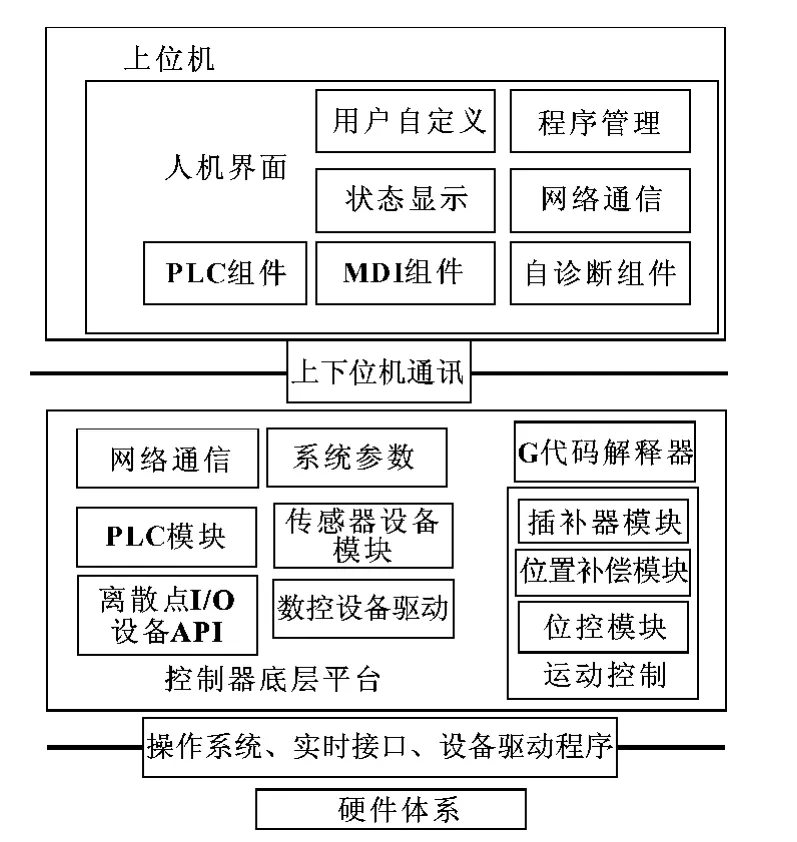
图4 控制器软件框图
网络通信模块是该系统的重要组成部分,其主要功能是提供系统远程监控和文件参数管理。刻花机系统采用基于RCS库的NML通讯机制实现上位机和控制器之间的通讯。在开发过程中需要移植相应的RCS库到控制器,并根据通讯的功能要求设置相应的类和接口函数。
刻花机控制器主要用来控制加工图形的轮廓,其最重要的就是插补功能。在该系统中,采用FPGA与软件系统软硬结合的方式实现插补,以保证插补的实时性。同时对加工代码进行前瞻处理优化,避免了数据传输瓶颈,通过伺服前馈控制减少跟踪误差,可以实现高速高精加工。
刻花机控制器的设备驱动程序是采用RTDM实时驱动模型进行开发的,为控制轴、I/O、模拟量等寄存器提供操作接口。在该刻花机控制器中,将驱动程序编译为独立的模块,在数控系统应用程序运行时,通过Insmod命令向内核注册,提高了系统的灵活性。
3 玻璃刻花相关功能设计
3.1 双轴同步控制
电机的同步控制是玻璃刻花机控制器控制的重点和难点。在控制器中,采用并联式结构并采用半闭环控制,如图5所示。主电机和从电机的实际位置是在各自的编码器中测量的,运行过程中如果电机受到扰动也会很快反馈到同步模块中,消除同步偏差,提高同步精度。
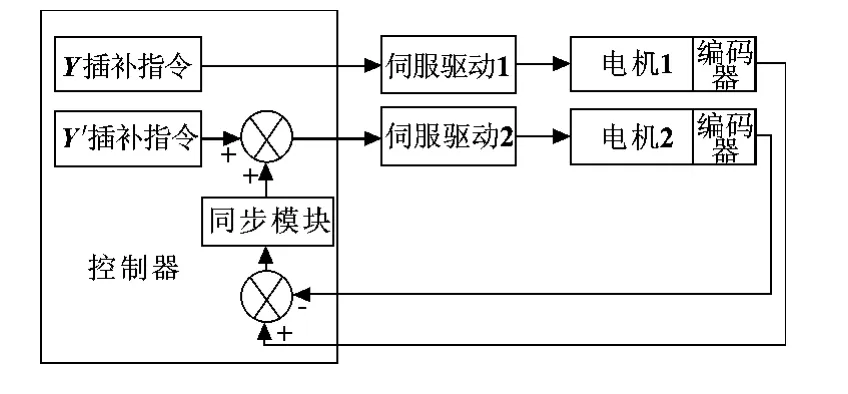
图5 同步控制原理图
电机1作为主电机控制Y轴的速度,电机2作为从电机跟随电机1的速度变化,使2个电机的速度保持一致。主电机的功能是按照控制器设定的指令速度运行,从电机是在控制器设定的指令速度基础上,根据主从电机编码器反馈的位移差值Δu,经过控制器的同步模块处理,调节自身的速度,从而达到同步控制的功能。其控制原理图如图6所示。
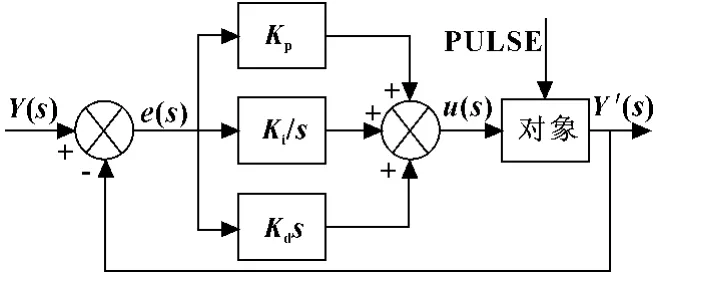
图6 同步模块PID控制
其控制规律为:

式中:e(s)=Y(s)-Y'(s),kp为比例系数,ki为积分系数,kd为微分系数。
对控制规律表达式进行离散化处理后,离散PID表达式为:

偏差经过PID同步模块处理后,调整电机Y'的输出脉冲频率,从而达到同步效果。
3.2 砂轮磨损的实时补偿与安装误差补偿
玻璃刻花加工一般分为粗刻、精刻、抛光。如果加工的线型是粗线条的,就需要精刻工序。在粗刻过程中,使用的是金刚轮进行加工,由于金刚轮不易磨损,不用对它进行补偿,计算时根据它的半径值直接计算。在抛光过程中,使用的是砂轮,砂轮磨损比较快,砂轮直径会随着磨削的进行而减小,为了保证加工质量,系统必须给予设备刀头Z轴的补偿。在该控制器中,根据加工分析得到的刀具磨损误差模型,计算工件上需要的补偿参数,修改刀具中心的走刀坐标,从而减少由刀具磨损引起的加工误差[10]。刀具补偿处理过程主要包括以下3个部分。
(1)G代码经过控制器解释器处理生成加工路径。
(2)设定公差,将加工路径进行分段处理。设定刀具补偿参数λ。
(3)重新生成轨迹,计算公式为
式中:l为刀具在水平方向运行的长度,z'和z分别为补偿处理前刀具在Z轴方向上的位移。
分段补偿的原理图如图7所示。

图7 刀具磨损动态补偿
在加工过程中,随着刀具不断磨损,刀具的直径减小,刀具切削刃的实际切削轨迹与理论切削轨迹产生一定的差值,切深减小,部分区域无法抛光。经过分段磨损误差补偿后,刀具中心轨迹按照补偿量进行偏移,即采用补偿后的修正刀具中心轨迹进行加工,可以抵消在加工过程中由刀具磨损产生的加工误差,这样刀具切削刃的实际切削轨迹与预想的轨迹吻合,从而提高加工精度。
刻花机的砂轮安装在C轴上,砂轮的垂直中心线应该与Z轴的中心线保持在同一条线上。由于实际加工时安装误差等因素,很难保证以上二条中心线在同一条直线上,这样会造成实际加工轨迹与指令轨迹不符,如图8所示。因此在控制器中,需要对这一误差加以补偿。设某一刻指令为(x,y,z,n⇀),考虑机床的机构参数,其指令坐标转化为 (x,y,z,c),对应加工点的坐标为 (x',y',z',c'),假设二条中心线的距离偏差大小为d,Z轴坐标与C轴旋转角与安装偏差无关,C轴与加工玻璃平面保持平行,于是实际加工点的坐标与指令坐标点的距离和中心线之间的距离相等,即

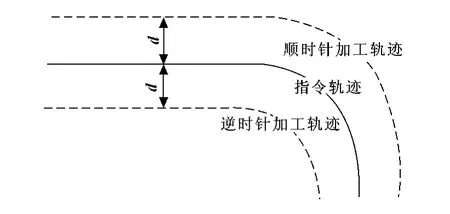
图8 安装偏差对加工轨迹的影响
在顺时针加工时,刀具中心实际在Z轴中心外侧,导致加工轨迹向外偏离;如果按指令轨迹返回时,刀具中心在Z轴中心内侧,导致加工轨迹向内偏离。因此,在顺时针加工时,给指令轨迹一个向内大小为d的补偿,在逆时针加工时,给指令轨迹一个向外大小为d的补偿,使实际加工轨迹与指令轨迹重合。
由用户编制的G代码生成最后的插补指令,中间要经过控制器多次处理,其过程如图9所示。
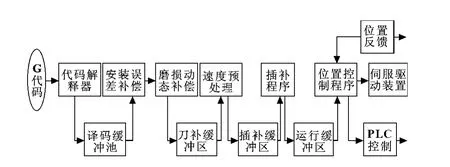
图9 数控系统的G代码处理
其中G代码经过解释器译码处理后依次经过安装误差补偿和刀具磨损动态补偿处理,生成插补轨迹。最终的结果就是将玻璃加工程序转化成各进给轴的位移指令、主轴转速指令和辅助动作指令,控制刻花机的轨迹运动和逻辑动作。
3.3 磨削工艺的控制
所设计的玻璃刻花机控制器主要用于细线条的加工,只需要经过粗刻和抛光2个工序。抛光加工路径是基于粗刻加工路径计算的。该控制器支持粗刻和抛光分开进行加工,也支持二者连续进行,无需手动切换。在不支持自动换刀的刻花机系统中,粗刻加工完成之后,用户需手动换刀,然后进行抛光加工。如果系统支持自动换刀,粗刻加工完成之后,抛光工序可以自动运行。这个功能主要是通过宏代码的条件转移来实现的。通过将宏变量设置成不同的值,在G代码中进行条件判断,执行不同的子程序。如设置系统宏变量#520来控制这一工艺。具体的流程图如图10所示。
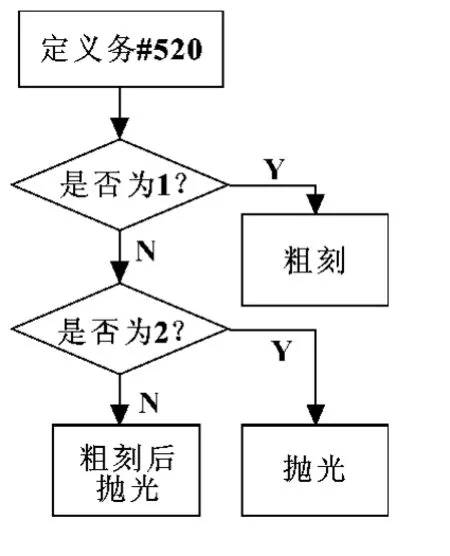
图10 刻花机加工工艺流程图
开发人员在软件里定义了相应宏的功能,方便用户对系统进行控制。用户在操作界面设定了相应宏的值后,控制器根据该值开始运行指定工序。具体的G代码如下所示。
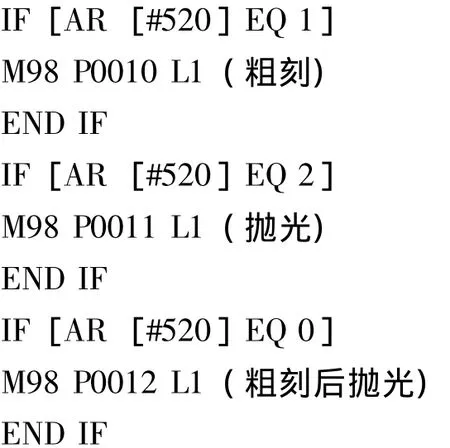
其中子程序%0010为粗刻工序,子程序%0011为抛光工序,子程序%0012为粗刻后自动换刀进行抛光工序。
4 结束语
作为一种中低端专用数控装置,基于ARM+FPGA的玻璃刻花机控制器能够较好地满足玻璃刻花加工的功能要求。针对玻璃刻花数控系统的特点,利用嵌入式数控技术来完成从底层硬件到上层软件的设计开发,使系统具有较好的稳定性和实时性。图11是以设计的玻璃刻花机控制器为核心连接了伺服驱动、电机、继电器和机械本体等组装成的一套完整的玻璃刻花机,能够达到实际加工要求。

图11 数控玻璃刻花机
[1]朱迅,傅建中.数控玻璃刻花加工中心同步控制方法与应用[J].组合机床与自动化加工技术,2003(12):85-86.
[2]李建军.玻璃加工行业CNC电脑刻花机的研发技术[J].装备制造技术,2011(1):144-146.
[3]刘鹏,刘荣,任开春.基于ARM+FPGA的运动控制器设计与实现[J].自动化与信息工程,2011(1):37-41.
[4]吴一高,傅建中,陈子辰.大型CNC数控玻璃刻花中心控制系统研制[D].杭州:浙江大学硕士学位论文,2003.
[5]刘卫红,聂松辉.基于ARM&FPGA的数控裁切机控制系统[J].轻工技术,2010,10(1):317-319.
[6]曾梁伟,吴一高,傅建中,等.数控玻璃刻花加工中心CAD/CAM系统的研究[J].组合机床与自动化加工技术,2003(3):18-20.
[7]费继友,周茉.基于ARM+FPGA的嵌入式数控装置设计[J].制造技术与机床,2010(12):61-63.
[8]冯健.基于ARM的嵌入式数控系统硬件平台设计[D].武汉:华中科技大学,2012.
[9]朱志红,蔡涛.基于ARM的嵌入式数控系统方案研究与应用[J].制造业自动化,2005(11):40-43.
[10]郭松.刀具磨损引起的工件加工误差建模与补偿技术研究[D].南京航空航天大学,2012.
猜你喜欢
陶瓷科学与艺术(2022年9期)2022-10-19 03:26:26
陶瓷(2022年1期)2022-03-18 01:32:22
制造技术与机床(2019年11期)2019-12-04 05:50:14
陶瓷科学与艺术(2018年5期)2018-07-20 07:15:48
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年7期)2018-01-19 02:29:55
制造技术与机床(2017年9期)2017-11-27 02:14:31
发明与创新(2016年5期)2016-08-21 13:42:48