622 MW双进双出磨制粉系统控制策略分析
2015-06-06 10:45:52许淼
东北电力技术 2015年3期
许 淼
(国网辽宁省电力有限公司电力科学研究院,辽宁 沈阳 110006)
622 MW双进双出磨制粉系统控制策略分析
许 淼
(国网辽宁省电力有限公司电力科学研究院,辽宁 沈阳 110006)
介绍了越南永新电厂二期工程2×622 MW机组双进双出磨制粉系统的磨煤机热一次风、出口温度、容量风、旁路风及粉位等调节回路,对原有的控制策略进行修改,并给出相应的控制方框图,为同类型622 MW双进双出磨制粉系统的自动控制提供了参考,为机组长期、安全和稳定运行奠定了基础。
双进双出;粉位;容量风;旁路风;控制策略
越南永新电厂二期工程2×622 MW机组锅炉是上海锅炉厂有限公司生产,为一次中间再热自然循环、单炉膛、平衡通风、固态排渣、露天布置、全钢构架、∏型汽包锅炉。制粉系统采用双进双出钢球磨正压直吹式制粉系统,每台锅炉配备6台由北方重工电站设备分公司制造的MGS4772型双进双出球磨机,在BMCR与TCC工况时,投用全部磨煤机,无备用磨。DCS为北京ABB贝利工程有限公司生产的ABB Symphony Plus分散控制系统。
1 制粉系统工艺流程
原煤粒度为0~30 mm,通过给煤机送至料斗落下,经过混料箱被旁路风进行预干燥后,经过落煤管到达螺旋输送装置。输送装置随磨煤机筒体做旋转运动,使原煤通过中空轴进入磨煤机筒体内。按工艺流程要求,在磨煤机筒体内装有一定量的钢球,在磨煤机筒体旋转过程中,由于钢球对原煤的冲砸和相互摩擦,煤块逐渐被磨制成煤粉。一次热风通过中空轴内的中空管进入磨煤机,原煤和煤粉进一步干燥,干燥的煤粉被一次风从原煤入口的相反方向带出磨煤机筒体,风粉混合物在磨煤机出口再一次与旁路风混合,并一起通过煤粉管路进入磨煤机分离器。分离器装有位置可调的叶片,可通过调整叶片位置实现煤粉细度的调节和控制。合格的煤粉从分离器上方出口直接送往锅炉燃烧器,不合格的煤粉则依靠惯性和重力作用,通过回煤管返回磨煤机再次进行研磨。分离器上方出口配有气动煤粉截止阀。制粉系统工艺流程见图1。
2 制粉系统调节回路及控制策略
2.1 热一次风调节

图1 制粉系统工艺流程简图
按原设计,热一次风调节回路的被调量为磨一次风总流量,设定值是通过容量风总流量与磨一次风总流量的比例关系计算出来的值。在试运时发现,由于直管段不符合流量计的设计要求,造成容量风流量和磨一次风流量测量不准确,调节效果也不理想。现将热一次风调节回路的被调量改为磨一次风压,设定值由运行人员进行设置,被调量与设定值之间的偏差值送入PID控制器,并改变热一次风调节挡板的开度。通过各工况下的试验分析,磨一次风压保持在6.8~7.2 kPa时,能够满足磨煤机在各负荷下的安全、稳定运行[1]。
2.2 出口温度调节
磨煤机出口温度调节是一个串级回路控制系统,经过调节冷一次风调节挡板的开度来控制温度。主回路中以磨煤机出口温度的最大值作为被调量,与运行人员输入的设定值相比较,其偏差值送入主控制器,经过比例积分处理得到控制器的输出信号,并作为副回路的设定值,磨煤机入口温度的最大值作为副回路的被调量,设定值与被调量的偏差值送入副控制器,并改变冷一次风调节挡板的开度[2]。控制方框图见图2。
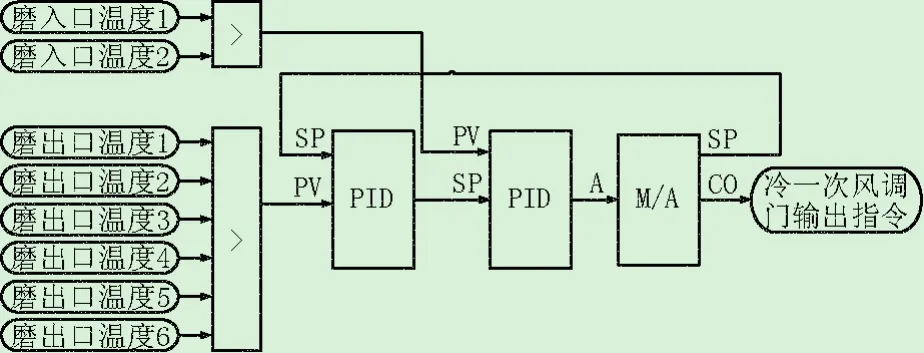
图2 磨煤机出口温度控制方框图
2.3 容量风调节
煤粉由容量风带出磨煤机,在磨煤机粉位一定的情况下,通过调节容量风调节挡板的开度可控制磨煤机的出力。原设计为燃料主控的指令经线性函数f(χ)并加偏置后形成容量风总流量调节回路的设定值,容量风总流量的实际值作为被调量,设定值与被调量的偏差值送入PID控制器形成闭环回路,由于容量风总流量测量不准确,导致系统不稳定,后修改控制策略,容量风总流量调节回路不再形成闭环回路,燃料主控指令经容量风调节挡板的偏置后直接作为容量风调节挡板的输出指令[3]。控制方框图见图3。
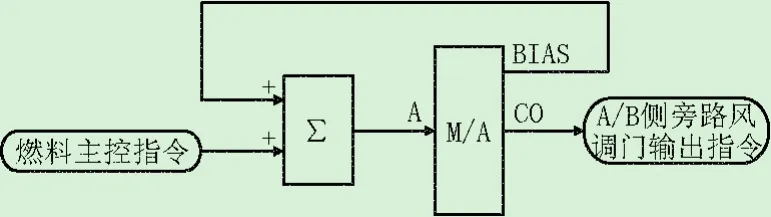
图3 容量风调节控制方框图
2.4 旁路风调节
磨一次风总流量为容量风总流量与旁路风总流量之和,所以旁路风调节回路的原设计是一个闭环回路,因流量测量不准确,旁路风调节也需修改控制策略,现旁路风调节挡板的开度随容量风调节挡板的开度变化,通过磨煤机各工况下的试验分析,当旁路风调节挡板指令与容量风调节挡板指令之和为100%时,磨煤机运行的各主要参数都能符合设计要求,在工况变化时,运行人员也可以改变旁路风流量的大小[4]。控制方框图见图4。
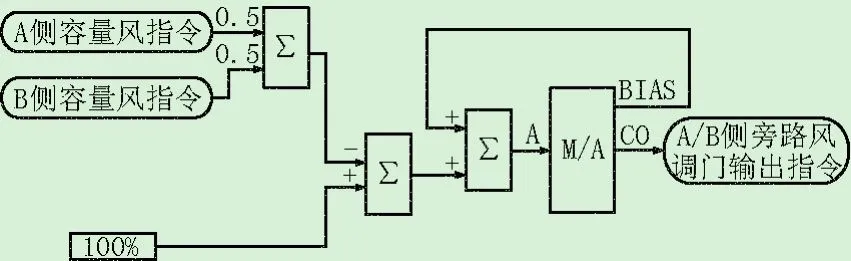
图4 旁路风调节控制方框图
2.5 粉位调节
磨煤机出力随容量风流量而改变,前提条件是磨煤机的粉位必须保持恒定,即风粉比恒定,因此粉位的控制在双进双出磨煤机自动控制中非常重要[5]。
粉位的测量装置有2种,一种是电耳测量装置,另一种是微差压检测装置。目前,微差压检测装置对磨煤机粉位的测量比较成熟,所以本机组的磨煤机粉位调节用微差压检测装置测量出的差压信号作为被调量。
本机组采用北京清大昊盛科技有限公司生产的HSPAM-B微差压测量装置。装置应用流体力学中“旋转容器里气体压力随实体物质增减而变化”的原理,对磨煤机内部粉位两侧上下设置的4个探头采集即时的空气压差数据,从这些数据中模拟量化出磨煤机制粉厚度,从制粉厚度模拟量化出磨煤机磨出的即时煤粉量。为获得准确的测量结果并防止堵塞,采用2个空气回路,一个为测量空气回路,它可使测量管中的气体连续不断地低速流出,以获得精确的测量数据;另一个为吹扫空气回路,定时对测量管路进行吹扫,保证测量过程顺畅。在吹扫过程中,差压信号无效,要保持吹扫前的测量值,当吹扫结束后,可恢复使用测量的信号。
粉位调节是通过改变给煤机的转速来进行控制,当磨煤机出力变化时,粉位必然会受到影响,因此在粉位调节回路里增加了机组负荷与容量风调节挡板指令的前馈信号,尽量使磨煤机粉位波动较小[6]。控制方框图见图5。
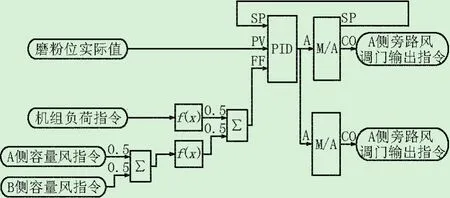
图5 磨煤机粉位调节控制方框图

表1 额定负荷时磨煤机主要参数
3 磨煤机运行数据
机组为额定负荷622 MW时磨煤机主要参数见表1。
4 结束语
通过现场实际情况,给出622 MW双进双出磨制粉系统调节回路相应的控制策略,在磨煤机粉位建立后,所有调节回路均可以投入自动状态,磨煤机各项参数也均能满足设计要求,确保了机组长期、安全和稳定运行。
[1] 解 武,范朝峰.双进双出磨煤机的结构及自动控制[J].电力建设,2006,27(2):58-61.
[2] 白 岩,郭风波,汪 伟,等.某电厂锅炉直吹式制粉系统问题治理[J].东北电力技术,2013,34(3):38-44.
[3] 郝 欣,李树强,王洪凯.双进双出钢球磨控制策略研究[J].东北电力技术,2006,27(7):11-14.
[4] 张 林.双进双出磨煤机在合肥第二发电厂中的应用[J].东北电力技术,2004,25(6):26-29.
[5] 刘珍明.双进双出钢球磨煤机控制方式探讨[J].青海电力,2005,24(3):15-18.
[6] 乔桂增,刘述显,张洪波.600 MW机组双进双出磨煤机启停控制优化[J].中国电力,2007,40(7):29-32.
Control Strategy Analysis on 622 MW Double⁃inlet and Double⁃outlet Mill Pulverizing System
XU Miao
(Electric Power Research Institute of State Grid Liaoning Electric Power Co.,Ltd.,Shenyang,Liaoning 110006,China)
This paper introduces the regulation loops of VINH TAN Thermal Power Plant of Vietnam PhaseⅡ2×622 MW Unit Doub⁃le⁃inlet and double⁃outlet mill pulverizing system,including coal mill hot primary air,coal mill outlet temperature,coal mill capacity air,coal mill sideway air and coal mill dust level.The original control strategy is modified,the corresponding control block diagram is given,providing reference for 622 MW Double⁃inlet and double⁃outlet same type mill pulverizing system automatic control,laying a good foundation for a long⁃term,safe and stable operation.
Double⁃inlet and double⁃outlet;Coal dust level;Capacity air;Sideway air;Control strategy
TM621;TK223.2
A
1004-7913(2015)03-0042-03
许 淼(1979—),男,学士,工程师,主要从事火电厂热控调试工作。
2014-12-09)
猜你喜欢
中国教育网络(2023年6期)2023-11-03 02:58:34
中学生数理化·自主招生(2023年3期)2023-03-17 02:35:02
中国教育网络(2023年9期)2023-02-16 14:12:30
中国教育网络(2022年6期)2022-09-28 01:38:18
中国教育网络(2022年1期)2022-04-12 04:32:02
湖北电力(2022年6期)2022-03-27 08:54:30
电站辅机(2021年4期)2021-03-29 01:16:52
广西电力(2016年4期)2016-07-10 10:23:38
河南科技(2014年15期)2014-02-27 14:12:37
城市建设理论研究(2012年35期)2012-04-23 06:08:34