
渗滤液回喷处理技术在垃圾焚烧发电厂的应用
2015-06-05 14:56:40赵晓峰
综合智慧能源 2015年1期
赵晓峰
(深圳市能源环保有限公司,广东深圳 518052)
渗滤液回喷处理技术在垃圾焚烧发电厂的应用
赵晓峰
(深圳市能源环保有限公司,广东深圳 518052)
介绍了一种渗滤液的回喷处理技术,适用于机械炉排式垃圾焚烧炉,主要原理是将垃圾渗滤液经过适当的预处理后,利用压缩空气雾化并直接喷入炉膛进行焚烧,工艺系统简单可靠,抗负荷波动能力极强,无害化处理彻底,无二次污水排放,建安和运营费用低廉,已在多个垃圾焚烧发电厂成功应用,适合在垃圾热值较高的城市推广。
渗滤液;垃圾;焚烧;回喷
1 垃圾渗滤液的性状
垃圾在存放、中转、运输、堆放过程中,由于厌氧发酵、有机物分解、雨水淋洗等原因产生多种代谢物质和水,形成了成分极为复杂的高浓度有机废水——垃圾渗滤液。未经处理的渗滤液不仅会污染土壤和地表水,而且会通过地下水流污染水源,对环境和人的健康构成永久性威胁。因此,对垃圾渗滤液的污染控制成为垃圾焚烧无害化处理的重要内容。垃圾渗滤液具有所含污染物浓度高、水质变化大、带有强烈恶臭、微生物营养元素比例失调等特点,增加了净化处理的难度,使对垃圾渗滤液的处理成为近几年来国内环保领域的热点和难点问题。根据有关资料,国内垃圾焚烧厂渗滤液具有以下明显特性。
(1)有机污染物浓度高。一般而言,垃圾渗滤液中化学需氧量(COD)质量浓度为40 000~80000mg/L,5日生物耗氧量(BOD5)质量浓度为10000~30000mg/L,悬浮物(SS)质量浓度约为1300mg/L,pH值为4~6,同时还含有多种有机物和无机物(含有毒有害成分)。
(2)BOD5/COD比值变化大。
垃圾渗滤液的常用指标,如COD和氨氮质量浓度等均远高于普通工业污水,微生物营养元素比例失调为生化处理带来了困难。这些特性决定了对渗滤液进行可靠、稳定、经济处理是一件相当困难的事情。垃圾渗滤液分析见表1。
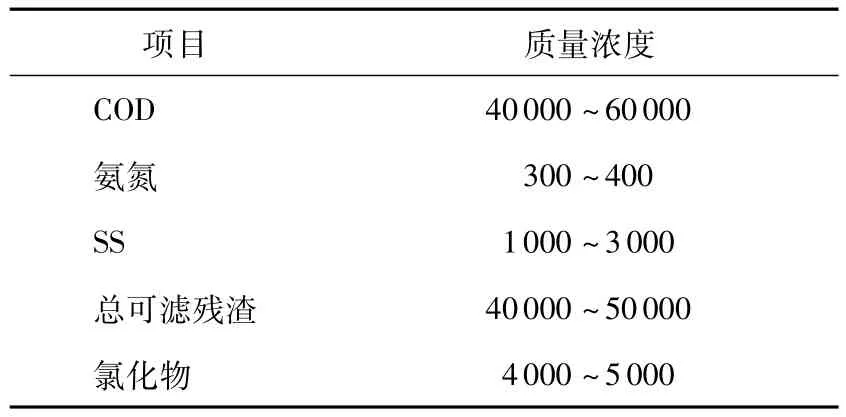
表1 垃圾渗滤液分析 mg/L
2 垃圾渗滤液处理的现状
2.1 以生化为主的处理工艺
以生化为主的处理工艺流程为:混凝沉淀→氨吹脱→厌氧处理→好氧处理→膜生物反应器(MBR)→反渗透系统。混凝沉淀去除渗滤液中SS和部分COD,氨吹脱去除其中的氨氮,为后续生化处理创造条件,经过传统的厌氧、好氧生化处理,出水进入MBR池,利用超滤膜保持池内有较高质量浓度的生化污泥,提高有机物的降解率,MBR出水再经过反渗透膜,以截留其中不可降解的物质,使最终出水达到排放标准。
2.2 MBR+碟管式反渗透(DTRO)处理工艺
MBR+DTRO处理工艺流程为:预处理→MBR→DTRO。预处理阶段用MBR回流的生化污泥去除渗滤液中部分SS和COD,然后渗滤液进入MBR反应罐,在高质量浓度生化污泥条件下(活性污泥质量浓度达到10~15 g/L)进行好氧生化处理,超滤膜将部分大分子物质和悬浮物截留在MBR池内,小分子物质和水进入后续反渗透(RO)系统。该系统的RO膜为碟管式反渗透膜,抗污染能力强。经过两级反渗透处理,出水达到国家排放标准。
综上所述,目前传统的污水处理技术应用在垃圾渗滤液上效果有限,成本较高。
(1)政策引导和措施落实,大大推动了动力煤入洗的发展。自“十一五”实行的所有新建大中型煤矿,必须配套建设选煤厂,所有在役大中型煤矿必须补套建设选煤厂的政策措施,大大推动了选煤厂的建设,特别是动力煤选煤厂的建设速度大大加快。
3 渗滤液回喷处理技术原理
渗滤液回喷处理技术最早在国外被成功应用,一些发达国家,如比利时、日本等,由于垃圾中厨余物少,并且进行了垃圾分类回收,送至焚烧厂的垃圾热值高,渗滤液产量少,一般对渗滤液回喷焚烧炉进行高温氧化处理。例如,比利时某1 000 t/d垃圾焚烧厂,其最大渗滤液产量为4 t/d,平时基本没有渗滤液。该厂建有300m3左右的渗滤液收集池,平时将渗滤液集中在池内,当垃圾热值较高时,用高压泵将渗滤液加压,经自动过滤器和回喷系统喷入焚烧炉进行处理;当垃圾热值较低时停止处理。
可以说,回喷法是处理垃圾渗滤液最简单、处理最彻底、资源化利用率最高的处理方法。其工艺流程为:渗滤收集池→自动过滤器→滤清池→增压泵→喷入炉膛。
然而,在国外得到成功应用的渗滤液回喷处理技术却无法适应国内垃圾焚烧厂,原因是国内垃圾焚烧厂渗滤液与国外有很大不同。发达国家垃圾渗滤液占垃圾的比例较小,为5%左右,而国内占20%~30%;发达国家垃圾渗滤液中很少含有杂质,而国内则含有较多纤维、塑料袋等杂质。经过约100次取样分析,渗滤液的杂质成分分析见表2。
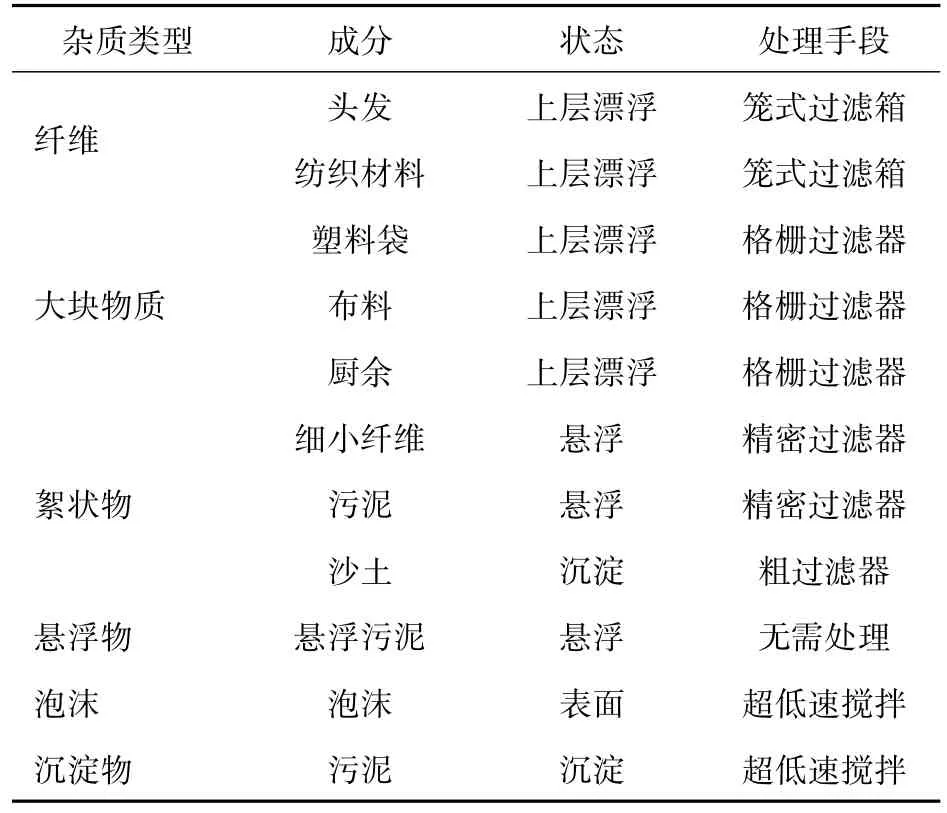
表2 渗滤液的杂质成分分析
国外渗滤液回喷处理技术在国内应用时,由于渗滤液量过大,且国内垃圾成分热值在4.148~5.807 kJ/kg,发达国家普遍在8.296 kJ/kg以上,故渗滤液回喷处理技术对垃圾焚烧厂的炉膛燃烧和炉膛温度影响普遍较大,严重时甚至导致炉膛灭火或大幅降低炉膛温度,从而影响垃圾焚烧的关键环保指标——二次燃烧室内的烟气在不低于850℃的条件下滞留时间不小于2 s(850℃/2 s)。另外,由于国内垃圾渗滤液杂质过多,导致系统极易出现堵塞问题,实际情况为每天都需要清理堵塞的杂物,维护工作量很大。
以上情况决定了国外渗滤液回喷处理技术在国内无法大规模推广应用。
垃圾渗滤液回喷处理技术必须满足以下条件,渗滤液才能回喷进焚烧炉。
(1)进炉垃圾必须具有一定的热值,以保证回喷后炉膛仍具有足够的温度,使得烟气达到850℃以上,且在锅炉内停留2 s,炉渣热灼减率满足设计要求,焚烧炉出口烟气中氧的质量分数≥6%,烟气排放指标满足设计要求。
(2)必须考虑垃圾焚烧厂的运行可靠性不受影响。
为达到以上要求,在国外渗滤液回喷技术的基础上大胆进行了改进。主要原理是针对国内渗滤液的杂质特性,有针对性地增设预处理工序。
改进后的渗滤液回喷系统工艺流程为:渗滤液自垃圾存储池开始,经过不锈钢格栅进入渗滤液收集池,再通过笼式过滤箱进入输送泵,由输送泵加压通过精密机械过滤器进入中间存储罐,中间存储罐有超低速搅拌装置,保证污泥不沉淀、不起泡沫,出水经中间存储罐出口排入篮式精密过滤器,再进入回喷增压泵,经回喷增压泵加压后通过全自动双流体喷嘴雾化,最终喷入炉膛,如图1所示。
针对国内垃圾热值普遍偏低的情况,笔者深入研究了国内垃圾焚烧炉的特性。国内目前流行的垃圾焚烧炉大多为绝热型垃圾焚烧炉,垃圾燃烧产生的热量完全转化为炉膛温度,在同样的垃圾热值下,较非绝热型焚烧炉温度高,即对渗滤液回喷系统的热值要求,绝热型炉膛低于非绝热型炉膛。因此,虽然国内垃圾热值低于国外,但由于大多采用了绝热型垃圾焚烧炉,炉膛温度与国外垃圾焚烧厂相比并无太大差别。然而,国内炉膛温度在内部分布极不均匀且不稳定,这一点与国外区别较大,国外由于垃圾热值较高且稳定,炉膛负荷较国内稳定得多。渗滤液回喷系统需要在燃烧温度较高的区域喷入方能实现良好的处理效果,在此区域内能将对炉膛燃烧工况的影响降到最低。故国内渗滤液回喷系统效果不佳的原因主要在于回喷位置的选择上。
利用计算流体力学(CFD)软件,并结合现场测量结果,对国内典型垃圾焚烧炉进行了分析研究,从而选择了最佳的渗滤液回喷点,模拟结果如图2所示。回喷点位置应达到2个要求:炉膛温度较高且燃烧较充分;炉膛的高温烟气充分混合并已经局部
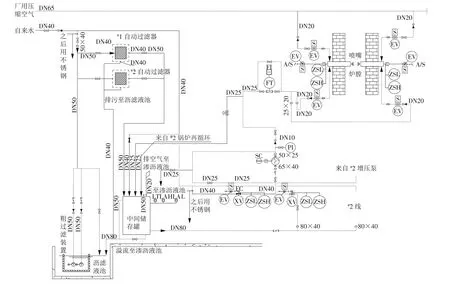
图1 改进后的渗滤液回喷系统工艺流程
稳定。炉排正上方虽然温度高达1400℃以上,但过于靠近垃圾,燃烧不充分,另外垃圾的不均匀分布也几乎无法预测,故实际上此处烟气的参数波动极大,并不能保证回喷效果。而靠近水冷壁管屏处虽然烟气成分较稳定,混合已达到均匀,但温度已经明显降至900℃以下,也不能保证回喷效果,而且由于靠近管屏易导致水冷壁的腐蚀和结焦。综合分析得出,二次风上方是最佳位置。从图2可知,该区域温度在1000℃以上,且经过二次风的搅动混合,烟气参数已趋均匀稳定,适合进行长期稳定回喷。
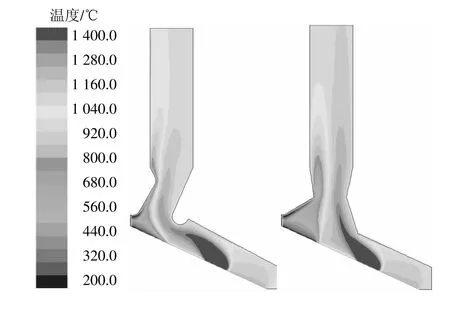
图2 炉膛温度分布
4 渗滤液回喷处理技术的优势
改进后的渗滤液回喷工艺流程,采取了对杂质分类、分阶段处理的方法,基于对垃圾渗滤液进行的深入分析和研究,摸清了垃圾渗滤液的关键特性,从大到小、由粗糙到精密逐步去除了渗滤液中含有的阻碍回喷工艺的杂质。逐步去除避免了由于一次性过滤造成的过滤器负荷过大、杂质量过大的不利因素,各级过滤装置的合适选型既保证了预处理效果,也实现了大流量高负荷的处理能力。与国外回喷技术相比,完全适应了国内垃圾焚烧厂渗滤液高产量、高杂质的特点。
回喷点是通过CFD模拟并结合现场实际采样修正数据后选出的,模拟结果接近实际工况,可帮助判断出大致的位置,而后在现场进行精确温度测量,从而确定最佳回喷点。
5 渗滤液回喷处理技术应用
深圳、武汉等大中型城市的垃圾热值为4.978~6.637 kJ/kg,在国内属于较高水平,与国外城市差距较小,因此在深圳某400 t炉排式垃圾焚烧炉上进行了工业化应用,获得数据见表3。
根据表3数据所示,渗滤液回喷处理量对炉膛温度的影响有限,且垃圾热值增高时,即使增大回喷量,对炉膛温度的影响也不大。按深圳2010—2012年的垃圾平均热值5.807 kJ/kg计算,渗滤液回喷量在400 t垃圾焚烧炉上可以达到1 800 kg/h,折合每日约40 t,按渗滤液回喷量占垃圾渗滤液的20%来计算,约占垃圾渗滤液总量的50%,完全可以作为一种有实用价值的垃圾渗滤液处理技术。
目前,渗滤液回喷处理技术在深圳、武汉共5座垃圾焚烧厂获得了应用,并已全部投入运行,应用情况见表4。
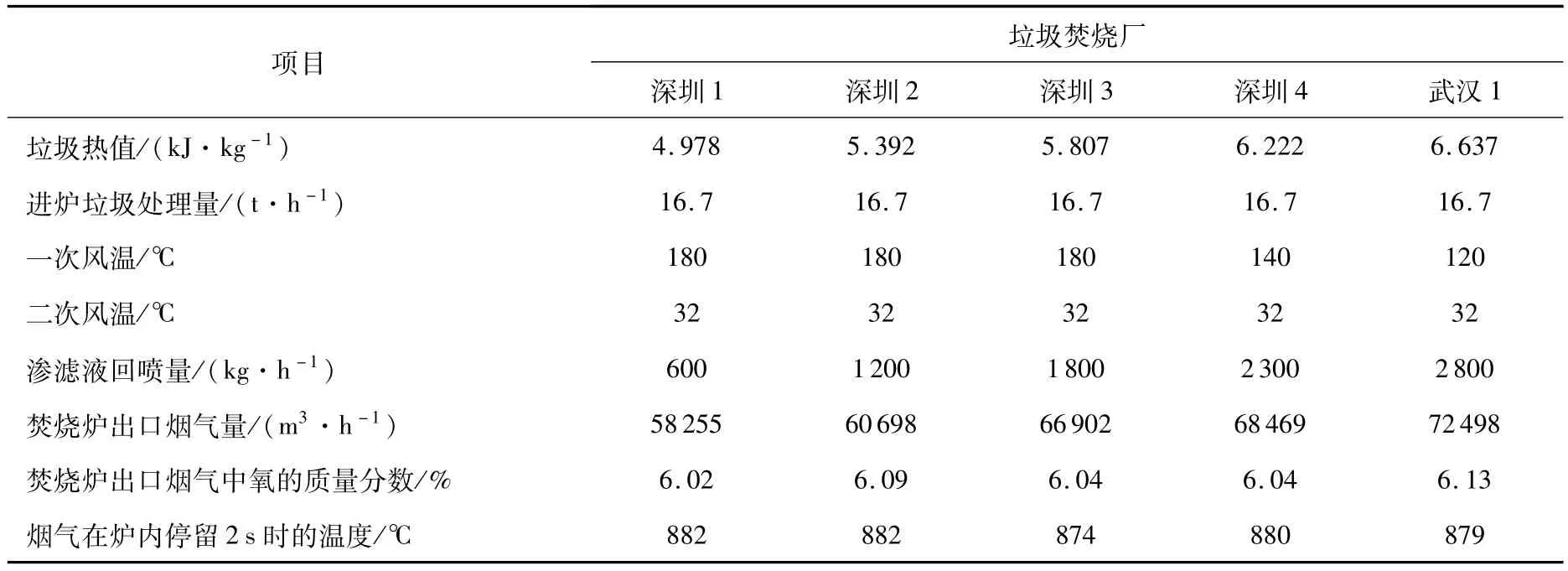
表3 深圳某400t炉排式垃圾焚烧炉应用情况
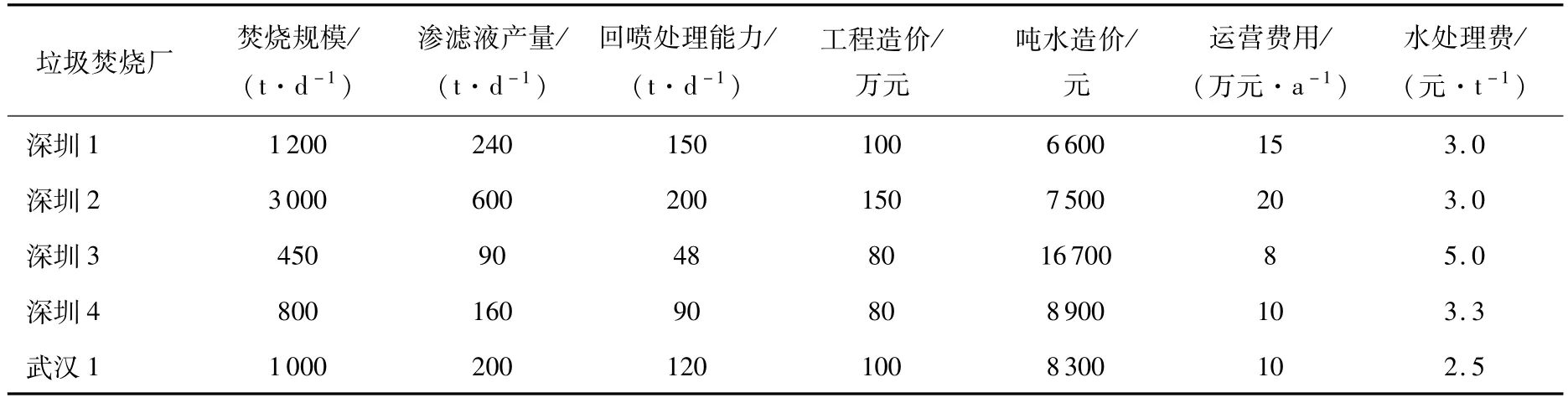
表4 国内垃圾焚烧厂应用情况
从表4可以看出,渗滤液回喷处理技术吨水造价最高不超过2万元,与渗滤液处理行业常规处理技术5万~10万元的吨水造价相比节省了一半以上。而在运营费用上,吨水运营处理费不超过5元,与渗滤液处理行业常规50元以上的处理费相比,几乎可以忽略不计。
6 结论
渗滤液回喷处理技术是一种基于焚烧炉的渗滤液处理技术,经过对国外技术的消化吸收及改进,成功地在国内多个大中型规模现代化垃圾焚烧厂获得应用。
在技术指标上,渗滤液回喷处理技术完全没有二次排放,是真正的零排放技术,所有污染因子都在高温炉膛内得到了彻底消解;同时,避免了传统污水处理技术容易散发恶臭的缺陷,设备简单可靠,自动化程度很高,环境温度等外界因素对其处理效果无任何影响,维护工作量很低。
在经济指标上,由于原理的差异,渗滤液回喷处理技术的吨水造价不到传统渗滤液处理技术的一半,吨水处理费用不到传统渗滤液处理技术的1/10。
综上所述,渗滤液处理技术对于有较高炉膛温度的垃圾焚烧厂具有很好的推广价值。
(本文责编:弋洋)
X 703.1
:B
:1674-1951(2015)01-0064-04
赵晓峰(1982—),男,江苏苏州人,工程师,从事垃圾焚烧发电及其配套技术方面的工作(E-mail:13823724301@163.com
2014-04-17;
2014-10-08
)。
猜你喜欢
石油化工设备技术(2023年1期)2023-01-15 07:34:36
昆钢科技(2022年2期)2022-07-08 06:36:38
燃烧科学与技术(2021年5期)2021-10-28 12:33:24
环境卫生工程(2021年1期)2021-03-19 05:22:28
环球市场(2020年14期)2020-08-20 02:11:16
环境卫生工程(2020年3期)2020-07-27 01:19:12
中国特种设备安全(2020年11期)2020-06-09 09:14:56
山东化工(2020年9期)2020-06-01 06:56:48
上海公路(2019年2期)2019-10-08 09:05:54
竹子学报(2019年4期)2019-09-30 06:50:18
